1.本发明涉及一种对切削件激发超声波振动的结构及其驱动方法。
背景技术:
2.以往,为了切削由玻璃、硅、氮化硅、氧化铝-tic(含有碳化钛的氧化铝)、稀土类磁体材料或者由超硬金属代表的硬且脆的材料形成的加工对象物,广泛使用具备圆盘状的切削件的切削装置。在该切削装置中,通过法兰夹入圆盘状的切削件,然后通过一边使该切削件旋转,一边使该切削件的外周缘部的刃尖与加工对象物接触来进行加工对象物的切削(例如,切断或者开槽)。
3.专利文献1公开了具备由圆盘状的切削件(切断件)及固定于其表面的圆环状的超声波振动子构成的圆盘状的切削件(圆盘状器具)的切削装置。在该切削装置中,通过一边使圆盘状的切削件旋转,一边对切削件施加在超声波振动子产生的超声波振动且使切削件的外周缘部的刃尖与加工对象物接触来切削加工对象物。进一步,专利文献1记载了通过对切削件施加超声波振动,能够高速且高精度地切削加工对象物。
4.但是,在切削件扩张收缩振动的模式下,由于在切削件没有振动的节点,因此无论支承切削件的哪个部位,振动都大幅地衰减。因此,本发明人考虑了专利文献2所示的切削件。该切削件在相比支撑位置的外侧具备基于狭缝的超声波反射部。进一步,在相比狭缝位于外周的外周部与压电元件接合。并且,通过向压电元件施加具有在切削件进行扩张收缩的模式下的固有频率附近的频率的电压,能够对切削件激发扩张收缩振动。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2004-291636号公报
8.专利文献2:国际公开第2008/047789号
9.发明所要解决的技术问题
10.但是,由于存在相比切削件的支承位置设置于外侧的狭缝,因此当切削件高速旋转时,由于离心力而有因狭缝引起切削件破损的担忧。另外,当切削件的质量增大时离心力增大,有因狭缝而引起切削件破损的担忧。进一步,当切削件的半径增大时离心力增大,有因狭缝而引起切削件破损的担忧。
技术实现要素:
11.因此,本发明的目的在于,提供一种即使向切削件施加大的机械负载也不担心破损的对切削件激发超声波振动的结构。
12.用于解决技术问题的技术手段
13.在一方式中,提供一种超声波切削装置,具备:旋转轴;圆筒法兰,该圆筒法兰能够装卸地安装于所述旋转轴;圆盘状切削件,该圆盘状切削件从所述圆筒法兰向径向外侧扩展;以及环状的压电元件,该压电元件能够装卸地安装于所述旋转轴,所述压电元件的内径
为所述旋转轴的直径以上,所述圆筒法兰和所述圆盘状切削件为一体构造物,所述圆盘状切削件具有没有缝隙的实心构造,所述压电元件处于与所述圆盘状切削件分离的位置。
14.在一方式中,所述旋转轴、所述圆筒法兰、所述圆盘状切削件以及所述压电元件构成能够一体地进行旋转的旋转组装体,所述超声波切削装置还具备交流电源,该交流电源通过向所述压电元件施加交流电压而使所述旋转组装体共振。
15.在一方式中,所述交流电压的频率是所述圆盘状切削件在其径向上振动的频率。
16.在一方式中,所述超声波切削装置还具备旋转变压器,该旋转变压器将所述交流电源和所述压电元件电连接,所述旋转变压器具备转子和定子,该转子具有所述旋转轴的直径以上的内径,该定子接近所述转子地配置。
17.在一方式中,所述旋转轴具有:柄;杆螺纹件,该杆螺纹件螺入于在所述柄的端面形成的螺纹孔;以及前质量块,该前质量块具有与所述杆螺纹件螺合的内螺纹,所述圆筒法兰被夹持于所述柄与所述前质量块之间。
18.发明的效果
19.根据本发明,由于具备内径为旋转轴的直径以上的压电元件,因此能够加粗旋转轴,从而提高旋转轴的机械刚性。进一步,由于圆盘状切削件为实心构造,因此能够提高圆盘状切削件的机械强度。因此,在超声波加工时,即使向圆盘状切削件施加大的机械负载,旋转轴也不会挠曲且圆盘状切削件也不破损。
附图说明
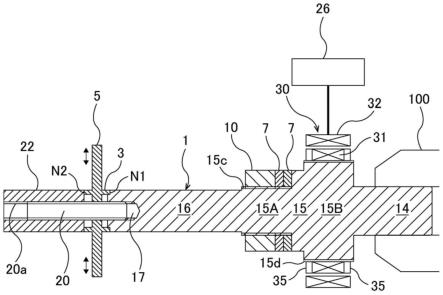
20.图1是表示超声波切削装置的一实施方式的剖视图。
21.图2是从圆盘状切削件和圆筒法兰的轴向观察它们的图。
22.符号说明
[0023]1ꢀꢀꢀ
旋转轴
[0024]3ꢀꢀꢀ
圆筒法兰
[0025]5ꢀꢀꢀ
圆盘状切削件
[0026]
5a
ꢀꢀ
齿
[0027]7ꢀꢀꢀ
压电元件
[0028]
10
ꢀꢀ
安装螺母
[0029]
14
ꢀꢀ
柄部
[0030]
15
ꢀꢀ
安装部
[0031]
15a 螺纹部
[0032]
15b 大径部
[0033]
15c 外螺纹
[0034]
15d 外螺纹
[0035]
16
ꢀꢀ
柄
[0036]
17
ꢀꢀ
螺纹孔
[0037]
20
ꢀꢀ
杆螺纹件
[0038]
22
ꢀꢀ
前质量块
[0039]
22a 内螺纹
[0040]
26
ꢀꢀ
交流电源
[0041]
30
ꢀꢀ
旋转变压器
[0042]
31
ꢀꢀ
转子
[0043]
32
ꢀꢀ
定子
[0044]
35
ꢀꢀ
转子螺母
[0045]
100 旋转卡盘
具体实施方式
[0046]
以下,参照附图对本发明的实施方式进行说明。以下所说明的超声波切削装置装配于加工中心等的加工装置并进行使用。图1是表示超声波切削装置的一实施方式的剖视图。如图1所示,超声波切削装置具备旋转轴1、能够装卸地安装于旋转轴1的圆筒法兰3、从圆筒法兰3向径向外侧扩展的圆盘状切削件5以及能够装卸地安装于旋转轴1的环状的压电元件7。圆筒法兰3和圆盘状切削件5是一体构造物。在本实施方式中,两个环状的压电元件7安装于旋转轴1的外周面。
[0047]
旋转轴1具有保持于加工中心等的加工装置(未图示)的旋转卡盘100的柄部14、安装有压电元件7的安装部15、从安装部15向轴向延伸的柄16、螺入于在柄16的端面形成的螺纹孔17的杆螺纹件20以及具有与杆螺纹件20螺合的内螺纹22a的前质量块22。圆筒法兰3被夹入柄16与前质量块22之间。由于圆筒法兰3和圆盘状切削件5是一体构造物,因此圆筒法兰3和圆盘状切削件5一体地保持于柄16和前质量块22。构成旋转轴1的柄部14、安装部15以及柄16是一体构造物,例如由钢构成。
[0048]
安装部15位于柄部14与柄16之间。安装部15具有螺纹部15a和大径部15b,该螺纹部15a在其外周面具有外螺纹15c,该大径部15b与螺纹部15a邻接。大径部15b具有比螺纹部15a大的直径。大径部15b具有比螺纹部15a大的直径即可,其具体的直径并未特别地限定。安装螺母10与螺纹部15a的外螺纹15c螺合。两个环状的压电元件7通过安装螺母10被固定于旋转轴1。更具体而言,两个环状的压电元件7被夹入安装螺母10与旋转轴1的大径部15b之间。这样的结构的压电元件7也被称为朗之万型超声波振动子。
[0049]
压电元件7的内径为旋转轴1的直径以上。更具体而言,压电元件7的内径与旋转轴1的安装部15和柄16的直径相同或者更大。根据这样的结构,能够加粗旋转轴1,从而能够提高旋转轴1的机械刚性。
[0050]
图2是从圆盘状切削件5和圆筒法兰3的轴向观察它们的图。如图2所示,圆盘状切削件5具有没有狭缝的实心构造。即,圆盘状切削件5具有没有孔等的构造,圆盘状切削件5的机械刚性提高。圆盘状切削件5具有形成于其外周的多个齿5a。在一实施方式中,圆盘状切削件5也可以是代替齿5a而具有固定于其外周的磨石或者磨粒。即,只要圆盘状切削件5是能够对加工对象物进行切削、研磨或者切断等所希望的加工的结构,则其外周部的具体结构并未被特别地限定。
[0051]
如图1所示,压电元件7在旋转轴1的轴向上处于与圆盘状切削件5和圆筒法兰3分离的位置。换而言之,压电元件7不与圆盘状切削件5和圆筒法兰3接触。旋转轴1、圆筒法兰3、圆盘状切削件5以及压电元件7构成能够一体地进行旋转的旋转组装体。即,包括圆盘状切削件5的旋转组装体在保持于旋转卡盘100的状态下,通过加工中心等的加工装置(未图
示)而以旋转轴1的轴心为中心进行旋转。
[0052]
超声波切削装置具备通过向压电元件7施加交流电压而使旋转组装体共振的交流电源26。进一步,超声波切削装置具备将交流电源26和压电元件7电连接的旋转变压器30。旋转变压器30具备具有旋转轴1的直径以上的的内径的转子31和接近转子31地配置的定子32。转子31通过两个转子螺母35而被固定于旋转轴1的外周面,更具体而言,被固定于安装部15的大径部15b的外周面。在大径部15b的外周面形成有外螺纹15d,两个转子螺母35与外螺纹15d螺合。转子31通过被两个转子螺母35夹持而被固定于大径部15b(即,被固定于旋转轴1)。转子31是在铁氧体制的芯上卷绕磁线而成的结构。转子31和压电元件7通过未图示的电极板和引线而电连接。
[0053]
转子31和定子32是非接触的。转子31与旋转轴1一体地进行旋转,但是定子32不旋转。当交流电源26对定子32施加交流电压时,交流电压以非接触的方式从定子32向转子31传递。进一步,从转子31向压电元件7施加交流电压,从而压电元件7以交流电压的频率进行振动。
[0054]
压电元件7进行振动的方向是旋转轴1的轴向(长度方向)。压电元件7通过使至少包括旋转轴1、圆筒法兰3、圆盘状切削件5以及压电元件7的旋转组装体产生共振,从而使圆盘状切削件5以比压电元件7的振动的振幅大的振幅进行振动。圆盘状切削件5的振动模式包括圆盘状切削件5在旋转轴1的轴向上振动的轴向振动模式和圆盘状切削件5在其径向上振动的径向振动模式。在本实施方式中,使圆盘状切削件5在径向振动模式下进行振动。在径向振动模式下,圆盘状切削件5在其径向上重复扩张和收缩。
[0055]
交流电源26产生的交流电压的频率是圆盘状切削件5在其径向上振动的频率。交流电源26经由旋转变压器30向压电元件7施加接近径向振动模式的固有频率的频率的交流电压。其结果是,至少包括旋转轴1、圆筒法兰3、圆盘状切削件5以及压电元件7的旋转组装体产生共振,圆盘状切削件5在其径向上进行扩张收缩振动。如图1所示,圆盘状切削件5进行扩张收缩振动时的共振的节点n1、n2存在于圆筒法兰3的两端。即,节点n1处于与柄16接触的圆筒法兰3的一方的端部,节点n2处于与前质量块22接触的圆筒法兰3的另一方的端部。圆筒法兰3进行扩张收缩振动,由该圆筒法兰3的扩展、收缩振动诱发,从而圆盘状切削件5进行扩张收缩振动(参照图1的箭头)。
[0056]
圆盘状切削件5一边通过未图示的加工中心等的加工装置而以旋转轴1的轴心为中心进行旋转且在径向上振动,一边与加工对象物进行接触来加工该加工对象物。根据本实施方式,由于具备具有旋转轴1的直径以上的内径的压电元件7,因此能够加粗旋转轴1,从而能够提高旋转轴1的机械刚性。进一步,由于圆盘状切削件5为实心构造,因此能够提高圆盘状切削件5的机械强度。因此,在超声波加工时,即使向圆盘状切削件5施加大的机械负载,旋转轴1也不挠曲且圆盘状切削件5也不破损。
[0057]
进一步,根据本实施方式,由于压电元件7与圆盘状切削件5分离,因此当圆盘状切削件5磨损时,压电元件7能够按原样使用且能够将圆盘状切削件5容易地更换为新的。当拆卸圆盘状切削件5时,将前质量块22松开并从杆螺纹件20拆卸,并且从旋转轴1拆卸圆盘状切削件5和圆筒法兰3。当安装圆盘状切削件5时,通过将圆盘状切削件5和圆筒法兰3装配于杆螺纹件20,进一步将前质量块22装配于杆螺纹件20且紧固前质量块22而将圆筒法兰3夹持于前质量块22与柄16之间。
[0058]
进一步,根据本实施方式,圆盘状切削件5能够按原样使用且能够将压电元件7容易地更换为新的。当拆卸压电元件7时,如上述那样,通过从旋转轴1拆卸圆盘状切削件5和圆筒法兰3,随后从旋转轴1的螺纹部15a拆下安装螺母10,从而能够从旋转轴1拆卸压电元件7。当安装压电元件7时,在从旋转轴1拆卸了圆盘状切削件5和圆筒法兰3的状态下,通过将压电元件7装配于旋转轴1的螺纹部15a,随后将安装螺母10装配于螺纹部15a且紧固安装螺母10而将压电元件7夹持于旋转轴1的大径部15b与安装螺母10之间。
[0059]
如上所述,根据本实施方式,能够实现机械刚性较高且容易处理的超声波切削装置。
[0060]
上述实施方式是以使具有本发明所属技术领域的通常知识的人能够实施本发明为目的而记载的。上述实施方式的各种变形例只要是本领域技术人员是理所当然能够完成的,并且本发明的技术思想也能够适用于其他实施方式。因此,本发明并不限定于所记载的实施方式,应该是遵从根据本发明要保护的范围所定义的技术思想的最宽范围来解释。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。