1.本发明属于注塑模具技术领域,尤其涉及一种五金配件及其注塑设备。
背景技术:
2.现有的五金配件包角,一般由三个面角为等腰直角三角形的子包角件结合在一起组成,用于安装在各个物体如箱、匣、包等外轮廓边角起防护及装饰等作用。由于其由三面等腰直角三角形组成,从而各边的棱角较多,在安装时容易对安装者造成划伤或者戳伤等,同时由于其三角形面积受限制,与物体接触面积小,能够开孔的位置被螺栓固定的位置也较少,从而导致其安装的多个物体连接牢固度受到一定的影响。各子包角件具体结合形式可以通过焊接或者注塑一体成型两种方式,但是相邻的两个子包角件之间由于其焊接时固定不方便,导致焊接较为麻烦困难。
3.从而本技术设计一种棱角较少,且安装面积更大的包角,以及对该中包角进行快速的模具注塑制造的设备。
技术实现要素:
4.本发明提供一种五金配件及其注塑设备,旨在解决上述背景技术提出的问题。
5.本发明是这样实现的,一种五金配件,一体注塑成型的三面包角,该包角的各侧边增设有半圆部,用于增加开孔范围,且该包角的各个边角均作圆角处理。
6.本发明是这样实现的,一种五金配件注塑设备,用于注塑制作上述的五金配件,包括下模具和上模具,所述上模具通过液压缸控制其升降,该液压缸的伸缩套杆其中一级杆体侧面设置有第一齿槽,该第一齿槽通过多个中转齿轮分别带动各个挤压件同步反向运动,该挤压件用于对注塑完成的五金配件进行脱模,其中一个所述挤压件上设置有一小段第二齿槽,该第二齿槽带动控制件控制注塑管道的启闭。
7.优选的,所述上模具和下模具均设置为九十度护角状,且两者合拢后之间的型腔用于注塑该五金配件,其中所述下模具通过支撑台固定在底板上,所述下模具内部设置有冷却腔,并在其底部设置有水口通过管道与外界水源相连通。
8.优选的,所述底板上安装有支架,该支架上设置有倒置的液压缸,该液压缸的伸缩套杆最内一级内杆下端固定连接于所述上模具,该上模具的上端设置有注塑入口,内部设置有注塑流道与所述型腔相连通。
9.优选的,每个所述挤压件均包括固定在所述支架底面的安装架,该安装架中间转动设置有所述中转齿轮,该安装架上还限位安装有挤压杆,该挤压杆的侧面设置有齿条,所述内杆的外侧壁环形等间距开设有多组所述第一齿槽,每个所述第一齿槽均通过一个所述中转齿轮啮合带动对应的所述齿条。
10.优选的,所述挤压杆的下端深入到所述上模具的内部,且所述挤压杆的底部设置斜板,用于推动注塑完成的五金配件脱离上模具,该斜板与所述上模具内部开设的斜槽相适配。
11.优选的,所述支架上端设置有注塑液输入管的接入口,该接入口通过注塑管道连通所述上模具上的所述注塑入口,且在所述注塑管道的中间处设置有控制件的球阀,用于控制注塑液的注入。
12.优选的,其中一个所述挤压件的所述安装架上还安装有控制件的传动齿轮,该安装架上的所述挤压杆侧面靠顶部的位置处设置有一小段所述第二齿槽,该传动齿轮与所述第二齿槽相啮合,该传动齿轮通过转杆带动发条进行收紧并打开所述球阀,所述发条放松关闭所述球阀。
13.优选的,所述挤压件设置有三组,分别对应所述上模具的三个侧面。
14.与现有技术相比,本发明的有益效果是:本发明的一种五金配件及其注塑设备,(1)本技术通过将传统的侧面为三角形的包角修改为侧面增设了半圆部,这样一方面增加了与物体的接触面积,还增加了打孔的面积,使得各个侧面可以增加孔位的设置,使得包角与物体安装的更加的牢固;另一方面配合将各个边、角作圆角处理,使得整个五金配件包角更加的圆润,不会在安装时由于尖锐部伤到安装者以及后续的使用者,保证了安全,其次还提高了美观度。
15.(2)通过在控制上模具升降的液压缸输入端内杆侧面开设第一齿槽,并在第一齿槽侧面设置挤压件的中转齿轮,通过该中转齿轮带动齿条以及挤压杆反向升降,实现当上模具升降时,挤压杆反向升降,即上模具下降合模时,挤压杆上移配合合模;上模具上升脱模时,挤压杆下降推动五金配件与上模具脱模,全自动快速的脱模操作,且无需多余的动力进行单独的控制。
16.(3)同时在上模具下降完成合模时,挤压杆上移通过侧面的第二齿槽带动传动齿轮转动,该传动齿轮通过单向轴承带动转杆转动,转杆带动发条收紧以及控制注塑管道启闭的球阀打开,并在挤压杆移动上最上端时,第二齿槽下端与传动齿轮脱离分开,发条在没有阻力的情况下释放通过转杆带动球阀关闭,实现全自动定量的注塑,且该控制的动力由挤压杆传递而来,进而通过一个液压缸控制多个不同的部分进行同步运动,实现各个部分的同步运动。
附图说明
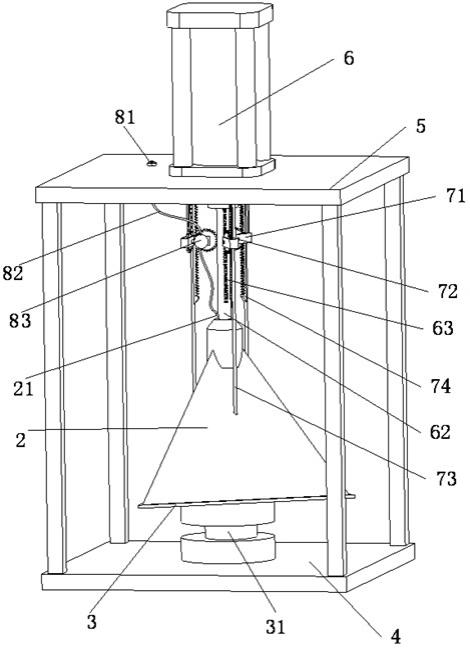
17.图1为本发明的五金配件立体结构示意图一;图2为本发明的五金配件立体结构示意图二;图3为本发明的注塑设备立体结构示意图;图4为本发明的注塑设备正视结构示意图;图5为图4中a-a向剖面结构示意图;图6为本发明的注塑设备侧视结构示意图;图7为本发明中挤压件俯视结构示意图;图中1、包角;11、半圆部;2、上模具;21、注塑入口;22、注塑流道;23、斜槽;3、下模具;31、支撑台;32、冷却腔;33、水口;4、底板;
5、支架;6、液压缸;61、伸缩套杆;62、内杆;63、第一齿槽;7、挤压件;71、安装架;72、中转齿轮;73、挤压杆;74、齿条;75、斜板;76、第二齿槽;81、接入口;82、注塑管道;83、球阀;84、传动齿轮;85、转杆;86、发条;9、型腔。
具体实施方式
18.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
19.请参阅图1-2,本发明提供一种技术方案:一种五金配件,一体注塑成型的三面包角1,该包角1的各侧边增设有半圆部11,用于增加开孔范围,且该包角1的各个边角均作圆角处理。
20.需要说明的是;通过将传统的侧面为三角形的包角1修改为侧面增设了半圆部11,这样设置增加了与物体的接触面积,还增加了打孔的面积,使得各个侧面可以增加孔位的设置和数量,使得包角1与物体安装的更加的牢固。
21.包角1的各侧边增设有半圆部11配合将各个边、角作圆角处理,使得整个五金配件包角1更加的圆润,不会在安装时由于尖锐部伤到安装者以及后续的使用者,保证了安全。
22.请参阅图1,本发明提供一种技术方案:一种五金配件注塑设备,用于注塑制作上述的五金配件,包括下模具3和上模具2,上模具2通过液压缸6控制其升降,该液压缸6的伸缩套杆61其中一级杆体侧面设置有第一齿槽63,该第一齿槽63通过多个中转齿轮72分别带动各个挤压件7同步反向运动,该挤压件7用于对注塑完成的五金配件进行脱模,其中一个挤压件7上设置有一小段第二齿槽76,该第二齿槽76带动控制件控制注塑管道82的启闭。
23.进一步;通过在控制上模具2升降的液压缸6输入端内杆62侧面开设第一齿槽63,并在第一齿槽63侧面设置挤压件7的中转齿轮72,通过该中转齿轮72带动齿条74以及挤压杆73反向升降,实现当上模具2升降时,挤压杆73反向升降,即上模具2下降合模时,挤压杆73上移配合合模;上模具2上升脱模时,挤压杆73下降推动五金配件与上模具2脱模,全自动快速的脱模操作,且无需多余的动力进行单独的控制,进一步的在上模具2下降完成合模时,挤压杆73上移通过侧面的第二齿槽76带动传动齿轮84转动,该传动齿轮84通过单向轴承带动转杆85转动,转杆85带动发条86收紧以及控制注塑管道82启闭的球阀83打开,并在挤压杆73移动上最上端时,第二齿槽76与传动齿轮84分开,发条86在没有阻力的情况下释放通过转杆85带动球阀83关闭,实现全自动定量的注塑。
24.上模具2和下模具3均设置为九十度护角状,且两者合拢后之间的型腔9用于注塑该五金配件,其中下模具3通过支撑台31固定在底板4上,下模具3内部设置有冷却腔32,并在其底部设置有水口33通过管道与外界水源相连通。底板4上安装有支架5,该支架5上设置有倒置的液压缸6,该液压缸6的伸缩套杆61最内一级内杆62下端固定连接于上模具2,该上模具2的上端设置有注塑入口21,内部设置有注塑流道22与型腔9相连通。
25.需要说明的是,为了加工五金配件包角1,从而需要将上模具2和下模具3设置为九十度护角状,这样内部的型腔9才是包角1形状,才能够注塑形成包角1。支撑台31设置为弹
性升降形态为了配合上方的挤压件7对五金配件从上模具2上脱模。进一步的还可以将挤压杆73连接在下模具3上时,通过上模具2的上升,同步带动下模具3的下降,上下模具3同时运动实现对五金配件的脱模作业。
26.挤压件7设置有三组,分别对应上模具2的三个侧面。每个挤压件7均包括固定在支架5底面的安装架71,该安装架71中间转动设置有中转齿轮72,该安装架71上还限位安装有挤压杆73,该挤压杆73的侧面设置有齿条74,内杆62的外侧壁环形等间距开设有多组第一齿槽63,每个第一齿槽63均通过一个中转齿轮72啮合带动对应的齿条74。挤压杆73的下端深入到上模具2的内部,且挤压杆73的底部设置斜板75,用于推动注塑完成的五金配件脱离上模具2,该斜板75与上模具2内部开设的斜槽23相适配。
27.具体的是;由于上模具2和下模具3为了适配五金配件包角1的形状,从而将其侧面为九十度护角状,使得其侧面有三个面,进而挤压件7设置三组分别对应上模具2的三个侧面,从而三组挤压件7中的挤压杆73在下降时均通过底部的斜板75推动五金配件的其中一个侧面与上模具2脱离,完成五金配件包角1与上模具2的脱模作业。具体的操作过程中,伸缩套杆61中的内杆62在液压缸6的作用下作升降运动,由于内杆62的侧壁开设有第一齿槽63,该第一齿槽63通过中转齿轮72与齿板相啮合,该齿板与挤压杆73相固定,从而内杆62的升降带动齿板以及挤压杆73反向升降,进而在内杆62带动上模具2下降合模时,齿板挤压杆73反向上升,将斜板75与上模具2的斜槽23相嵌合,反之,内杆62带动上模具2上升脱模时,齿板挤压杆73反向下降将斜板75与上模具2斜槽23脱离,并推动上模具2内部的五金配件、下模具3以及支撑台31下降。
28.支架5上端设置有注塑液输入管的接入口81,该接入口81通过注塑管道82连通上模具2上的注塑入口21,且在注塑管道82的中间处设置有控制件的球阀83,用于控制注塑液的注入。其中一个挤压件7的安装架71上还安装有控制件的传动齿轮84,该安装架71上的挤压杆73侧面靠顶部的位置处设置有一小段第二齿槽76,该传动齿轮84与第二齿槽76相啮合,该传动齿轮84通过转杆85带动发条86进行收紧并打开球阀83,发条86放松关闭球阀83。
29.通常;注塑液体沿着输入管经过接入口81进入到注塑管道82中,之后被球阀83拦截,当球阀83打开时,通过球阀83沿着注塑管道82进入到上模具2的注塑入口21,之后进入到上模具2的注塑流道22中,最后进入到上模具2与下模具3形成的型腔9中,并将之注满完成注塑。其中由于球阀83的开启由第二齿槽76上移带动传动齿轮84进行转动,该传动齿轮84通过单向轴承带动转杆85进行转动,该转杆85带动发条86收紧的同时带动球阀83打开,之后由于第二齿槽76下端与传动齿轮84相脱离,发条86没有阻力自动进行释放,发条86的释放通过转杆85将球阀83缓缓关闭,从而将发条86的释放速度与型腔9注满速度相关联,即可实现在发条86关闭球阀83时,正好完成对型腔9的注满。同时由于转杆85与传动齿轮84之间为单向轴承设置,使得传动齿轮84被第二齿槽76上移带动转动时转杆85转动,反之传动齿轮84被第二齿槽76下移带动进行转动时转杆85并不转动,进而发条86以及球阀83均不进行操作。其中在发条86释放时,由于第二齿槽76长度有限,从而传动齿轮84并不受到阻力,以保证发条86的正常释放。
30.本发明的工作原理及使用流程:本发明安装好过后,注塑时,先启动液压缸6,该液压缸6控制伸缩套杆61伸长,将内杆62下降,该内杆62的下降带动上模具2也随着下降,同时内杆62的下降通过第一齿槽63带动各个中转齿轮72转动,各个中转齿轮72带动各自对应的
齿条74向上移动,从而与齿条74相固定连接的挤压杆73上移,从而当上模具2下降到与下模具3合模时,挤压杆73下端的斜板75与上模具2内部的斜槽23相插接适配,在上模具2和下模具3中间形成一个完整的型腔9,同时由于挤压杆73的上移,挤压杆73上的第二齿槽76带动传动齿轮84转动,该传动齿轮84对发条86进行收紧,同时对球阀83进行转动打开,由于挤压杆73移到最上方时,第二齿槽76的下端与传动齿轮84不接触,从而发条86被解放,发条86自身放松通过转杆85带动球阀83反转缓缓关闭球阀83,在球阀83打开的过程中,通过注塑管道82向型腔9中注入注塑液体,之后通过向下模具3中的冷却腔32中注入冷却水,实现对五金配件的注塑工作,脱模时,启动液压缸6,该液压缸6控制伸缩套杆61收缩,将内杆62上升,该内杆62的上升带动上模具2也随着上升,同时内杆62的上升通过第一齿槽63带动各个中转齿轮72反转,各个中转齿轮72带动各自对应的齿条74向下移动,从而与齿条74相固定连接的挤压杆73下移,从而当上模具2与下模具3脱模分来时,挤压杆73下端的斜板75与上模具2内部的斜槽23相分开,各个挤压杆73通过各个斜板75将五金配件从上模具2上推开,使得五金配件、下模具3以及支撑台31下降,完成五金配件与上模具2的脱模,同时挤压杆73下降后第二齿条74又与传动齿轮84相啮合,带动传动齿轮84翻转,但是传动齿轮84与转杆85之间通过单向轴承连接,从而转杆85并不转动,进而发条86与球阀83并不进行转动,注塑液体也不会被流出。之后人工通过工具将五金配件从下模具3上取下,并对五金配件进行打磨开孔,即可完成对该五金配件的加工。
31.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
