1.本发明属于热成型领域,尤其涉及一种热成型模具的系列产品快速成模机构。
背景技术:
2.在碗的批量浇注成型过程中,利用很多模具来提高生产效率和降低成本,而模具则通过螺栓固定安装于合模平台上,模具的安装操作繁琐。
3.在碗的浇注过程中,碗的底部需要印刻不同的品牌花纹,在印刻花纹的模块插入模具过程中,印刻花纹的模块位于浇注腔内侧的边角会随着其更换次数的增加而在其向浇注腔时与模具边磕碰摩擦,使得浇注品牌花纹处存在凹槽,形成不必要的凸起而影响碗的成型质量。
4.在碗浇注冷却成型后的脱模时,一般利用模具中的顶杆将成型的碗推出,但印刻花纹的模块的存在使得顶杆不易在模具内布置。
5.另外,脱模顶杆的驱动需要设计专门的传动关联结构,进一步增加了模具的复杂性。
6.本发明设计一种热成型模具的系列产品快速成模机构解决如上问题。
技术实现要素:
7.为解决现有技术中的所述缺陷,本发明公开一种热成型模具的系列产品快速成模机构,它是采用以下技术方案来实现的。
8.一种热成型模具的系列产品快速成模机构,它包括侧模机构a、液压缸a、盖章机构、印章、电动推杆、模a、侧模机构b、液压缸b、模b,其中侧模机构a上均匀分布的模a与侧模机构b上均匀分布且被液压缸b统一驱动的模b一一对应配合;每个模a上均具有在相应电动推杆统一驱动下被固定于侧模机构a的锁结构及在锁结构传动配合下使碗顺利脱离模a的脱模结构;每个模b上均具有在相应电动推杆统一驱动下被固定于侧模机构b的锁结构;每个模a模腔腔壁中部的插槽内均配合有在两个液压缸a统一驱动下向碗底拓印花纹的盖章机构及在盖章机构的传动配合下通过对盖章机构中的印章进行对中而防止印章与插槽产生磕碰的结构。
9.作为本技术的进一步改进,所述侧模机构a包括模座a、运动板、液压缸a、盖章机构、安装框、杆套、锁杆、弹簧a、电动推杆、模a、齿条b、脱模杆、弹簧c、环套c、弹簧d、齿条d、弧板、电机、顶杆b,其中中空模座a上均匀分布的若干安装框内均插装有模a,模座a内被液压缸a驱动的运动板上安装的盖章机构与膜a模腔上的贯通插槽一一对应配合;安装框内壁周向均匀分布的四个滑槽a内均滑动有与电动推杆传动连接的杆套,杆套内滑动有与模a侧壁锁槽配合的锁杆并安装有对锁杆复位的弹簧a;模a模腔内壁环绕插槽的四个滑槽b内均滑动有脱模杆,脱模杆与滑动于锁槽底部滑槽c内且与相应锁杆配合的齿条b一一对应传动连接,脱模杆上嵌套有对其复位的弹簧c;模a中的环槽c内轴向滑动有环套c并安装有对环套c复位的弹簧d;环套c端面的四个顶杆b与相应盖章机构配合;环套c内壁周向均匀分布的
四个滑槽d内均径向滑动有被环套c上电机同步驱动的齿条d,齿条d末端的弧板活动于插槽内壁的环槽b内并与相应盖章机构配合。
10.作为本技术的进一步改进,所述安装框外嵌套旋转有齿圈a,安装框外缘四个与杆套一一对应啮合的齿轮a同齿圈a啮合;齿圈a与在电动推杆驱动下滑动于模座a上的齿条a啮合;脱模杆上的环套b与相应滑槽b内壁上环槽a内的限位环a和限位环b配合,脱模杆上嵌套有沿轴向滑动且通过弹簧b与环套b连接的环套a;环套a上安装的齿条c与模a内安装的齿轮c啮合,与齿轮c同轴的齿轮b同相应齿条b啮合。
11.作为本技术的进一步改进,所述齿条d与环套c内安装的齿轮d啮合,齿轮d与环套c内同圆心轴线的齿圈b啮合;齿圈b与环套c内的齿轮e啮合,齿轮e所在轴上的涡轮与电机输出轴传动连接的蜗杆啮合。
12.作为本技术的进一步改进,所述脱模杆和滑槽b均采用精加工。
13.作为本技术的进一步改进,所述模a与模座a之间配合有防止模腔中热量对电机形成破坏的隔热层;模a上具有连通模腔的浇注槽。
14.作为本技术的进一步改进,所述盖章机构包括螺栓、橡胶套、安装套、顶杆a、压板、印章,其中顶杆a上具有与模a上四个顶杆b配合的圆形压板;顶杆a一端螺纹配合有与插槽配合的印章,顶杆a另一端螺纹配合有安装套;安装套安装于螺栓端面的圆槽内并与螺栓端面的圆槽之间配合有橡胶套;螺栓安装于运动板上的螺纹孔内。
15.作为本技术的进一步改进,所述印章和插槽均采用精加工。
16.作为本技术的进一步改进,所述侧模机构b包括固定座、导杆、液压缸b、模座b、模b,安装框、杆套、锁杆、弹簧a、齿轮a、齿圈a、齿条a、电动推杆,其中被液压缸b驱动的模座b滑动于固定座侧壁的四个导杆上;模座b上均匀分布的若干安装框内均插装有与模a一一对应配合的模b,安装框内壁周向均匀分布的四个滑槽a内均滑动有杆套,杆套内滑动有与模b侧壁锁槽配合的锁杆并安装有对锁杆复位的弹簧a;安装框外嵌套旋转有齿圈a,安装框外缘四个与杆套一一对应啮合的齿轮a同齿圈a啮合;齿圈a与在相应电动推杆驱动下滑动于模座b上的齿条a啮合。
17.相对于传统的热成型设备,本发明中的模a通过滑动于相应安装框侧壁滑槽a内且被相应电动推杆统一驱动的锁杆与其上锁槽的配合来安装固定于模座a上,模b通过滑动于相应安装框侧壁滑槽a内且被相应电动推杆统一驱动的锁杆与其上锁槽的配合来安装固定于模座b上,模a和模b的安装效率较高。且模a模腔内壁的滑槽b内滑动的脱模杆通过其与相应安装框上锁杆的传动配合在浇注时收缩于滑槽b内而在浇注成型后滑出滑槽b并对模腔内的碗进行有效脱模,脱模杆的运动无需设计专门的单独传动关联驱动结构而是通过与安装框上相应锁杆的传动配合来实现自身的运动,从而简化了模具的结构以降低模具的复杂性。
18.模a模腔上插槽内壁的环槽b内的三个弧板在印章向插槽内运动过程中会在电机驱动下对印章进行对中,使得印章在向插槽运动过程中不会与插槽槽口边棱发生磕碰摩擦,使得进入插槽的印章与插槽形成严丝合缝的配合,避免模腔内形成不必要的凹槽。
19.本发明结构简单,具有较好的使用效果。
附图说明
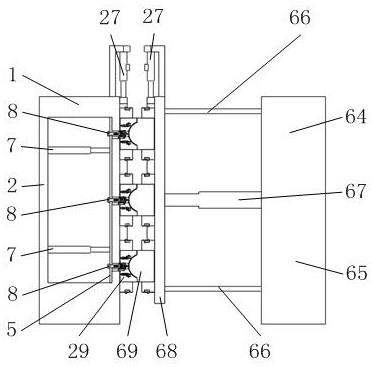
20.图1是侧模机构a与侧模机构b配合剖面示意图。
21.图2是侧模机构a示意图。
22.图3是模a与模b配合剖面示意图。
23.图4是模座a及运动板示意图。
24.图5是侧模机构a局部剖面示意图。
25.图6是侧模机构a中齿条b与齿条c传动配合剖面示意图。
26.图7是侧模机构a中弧板、齿条d及齿圈b传动配合剖面示意图。
27.图8是模a两个视角的局部剖面示意图。
28.图9是环套c剖面示意图。
29.图10是盖章机构剖面示意图。
30.图11是侧模机构b示意图。
31.图12是安装框示意图。
32.图13是模b示意图。
33.图14是安装框、齿圈a、齿轮a、杆套、弹簧a、顶杆a与模a或模b配合剖面示意图。
34.图15是侧模机构a或侧模机构b中齿圈a与齿条a配合剖面示意图。
35.图中标号名称:1、侧模机构a;2、模座a;4、梯形导槽;5、运动板;6、螺纹孔;7、液压缸a;8、盖章机构;9、螺栓;10、橡胶套;11、安装套;12、顶杆a;13、压板;14、印章;15、安装框;16、滑槽a;18、杆套;19、导向槽;20、锁杆;21、导向块;22、弹簧a;23、齿轮a;24、齿圈a;25、齿条a;26、梯形导条;27、电动推杆;29、模a;30、浇注槽;31、滑槽b;32、环槽a;34、锁槽;35、滑槽c;36、插槽;37、环槽b;38、环槽c;39、齿条b;40、齿轮b;41、齿轮c;42、齿条c;43、环套a;44、弹簧b;45、环套b;46、脱模杆;47、弹簧c;48、限位环a;49、限位环b;50、环套c;51、滑槽d;53、弹簧d;54、齿条d;55、弧板;56、齿轮d;57、齿圈b;58、齿轮e;59、齿轮f;60、蜗杆;61、电机;62、顶杆b;63、隔热层;64、侧模机构b;65、固定座;66、导杆;67、液压缸b;68、模座b;69、模b。
具体实施方式
36.附图均为本发明实施的示意图,以便于理解结构运行原理。具体产品结构及比例尺寸根据使用环境结合常规技术确定即可。
37.如图1所示,它包括侧模机构a1、液压缸a7、盖章机构8、印章14、电动推杆27、模a29、侧模机构b64、液压缸b67、模b69,其中如图2、3、11所示,侧模机构a1上均匀分布的模a29与侧模机构b64上均匀分布且被液压缸b67统一驱动的模b69一一对应配合;如图2、5、14所示,每个模a29上均具有在相应电动推杆27统一驱动下被固定于侧模机构a1的锁结构及在锁结构传动配合下使碗顺利脱离模a29的脱模结构;如图11、14所示,每个模b69上均具有在相应电动推杆27统一驱动下被固定于侧模机构b64的锁结构;如图1、3、8所示,每个模a29模腔腔壁中部的插槽36内均配合有在两个液压缸a7统一驱动下向碗底拓印花纹的盖章机构8及在盖章机构8的传动配合下通过对盖章机构8中的印章14进行对中而防止印章14与插槽36产生磕碰的结构。
38.如图2所示,所述侧模机构a1包括模座a2、运动板5、液压缸a7、盖章机构8、安装框
15、杆套18、锁杆20、弹簧a22、电动推杆27、模a29、齿条b39、脱模杆46、弹簧c47、环套c50、弹簧d53、齿条d54、弧板55、电机61、顶杆b62,其中如图1、2所示,中空模座a2上均匀分布的若干安装框15内均插装有模a29;如图1、3、8所示,模座a2内被液压缸a7驱动的运动板5上安装的盖章机构8与膜a模腔上的贯通插槽36一一对应配合;如图2、12、14所示,安装框15内壁周向均匀分布的四个滑槽a16内均滑动有与电动推杆27传动连接的杆套18;如图5、8、14所示,杆套18内滑动有与模a29侧壁锁槽34配合的锁杆20并安装有对锁杆20复位的弹簧a22;模a29模腔内壁环绕插槽36的四个滑槽b31内均滑动有脱模杆46,脱模杆46与滑动于锁槽34底部滑槽c35内且与相应锁杆20配合的齿条b39一一对应传动连接,脱模杆46上嵌套有对其复位的弹簧c47;模a29中的环槽c38内轴向滑动有环套c50并安装有对环套c50复位的弹簧d53;如图3所示,环套c50端面的四个顶杆b62与相应盖章机构8配合;如图5、7、9所示,环套c50内壁周向均匀分布的四个滑槽d51内均径向滑动有被环套c50上电机61同步驱动的齿条d54;如图2所示,齿条d54末端的弧板55活动于插槽36内壁的环槽b37内并与相应盖章机构8配合。
39.如图2、14、15所示,所述安装框15外嵌套旋转有齿圈a24,安装框15外缘四个与杆套18一一对应啮合的齿轮a23同齿圈a24啮合;齿圈a24与在电动推杆27驱动下滑动于模座a2上的齿条a25啮合;如图5、6、8所示,脱模杆46上的环套b45与相应滑槽b31内壁上环槽a32内的限位环a48和限位环b49配合,脱模杆46上嵌套有沿轴向滑动且通过弹簧b44与环套b45连接的环套a43;环套a43上安装的齿条c42与模a29内安装的齿轮c41啮合,与齿轮c41同轴的齿轮b40同相应齿条b39啮合。
40.如图5、7所示,所述齿条d54与环套c50内安装的齿轮d56啮合,齿轮d56与环套c50内同圆心轴线的齿圈b57啮合;齿圈b57与环套c50内的齿轮e58啮合,齿轮e58所在轴上的涡轮与电机61输出轴传动连接的蜗杆60啮合。
41.如图5、8所示,所述脱模杆46和滑槽b31均采用精加工。
42.如图3、5所示,所述模a29与模座a2之间配合有防止模腔中热量对电机61形成破坏的隔热层63;如图3、8所示,模a29上具有连通模腔的浇注槽30。
43.如图10所示,所述盖章机构8包括螺栓9、橡胶套10、安装套11、顶杆a12、压板13、印章14,其中如图3、4、10所示,顶杆a12上具有与模a29上四个顶杆b62配合的圆形压板13;顶杆a12一端螺纹配合有与插槽36配合的印章14,顶杆a12另一端螺纹配合有安装套11;安装套11安装于螺栓9端面的圆槽内并与螺栓9端面的圆槽之间配合有橡胶套10;螺栓9安装于运动板5上的螺纹孔6内。
44.如图3所示,所述印章14和插槽36均采用精加工。
45.如图1、11所示,所述侧模机构b64包括固定座65、导杆66、液压缸b67、模座b68、模b69,安装框15、杆套18、锁杆20、弹簧a22、齿轮a23、齿圈a24、齿条a25、电动推杆27,其中如图1所示,被液压缸b67驱动的模座b68滑动于固定座65侧壁的四个导杆66上;如图3、11所示,模座b68上均匀分布的若干安装框15内均插装有与模a29一一对应配合的模b69;如图12、13、14所示,安装框15内壁周向均匀分布的四个滑槽a16内均滑动有杆套18,杆套18内滑动有与模b69侧壁锁槽34配合的锁杆20并安装有对锁杆20复位的弹簧a22;如图11、14、15所示,安装框15外嵌套旋转有齿圈a24,安装框15外缘四个与杆套18一一对应啮合的齿轮a23同齿圈a24啮合;齿圈a24与在相应电动推杆27驱动下滑动于模座b68上的齿条a25啮合。
46.如图4、15所示,侧模机构a1中的齿条a25上具有梯形导条26,梯形导条26滑动于模座a2上的梯形导槽4内。如图15所示,侧模机构b64中的齿条a25上具有梯形导条26,梯形导条26滑动于模座b68上的梯形导槽4内。如图14所示,锁杆20上具有两个对称的导向块21,两个导向块21分别滑动于杆套18内壁的两个导向槽19内。
47.本发明的工作流程:侧模机构a1的安装框15中未安装模a29,侧模机构b64的安装框15中未安装模b69,每个安装框15上的四个锁杆20均隐藏于相应滑槽a16内。每个模a29中的四个脱模杆46均突出于模腔腔壁一定长度,每个齿条b39均突出于相应锁槽34的底部一定长度,弹簧b44和弹簧c47均处于压缩状态,每个脱模杆46上的环套b45均与相应环槽a32内的限位环b49相抵,环套c50上的四个顶杆b62均突出模a29后端一定长度,弹簧d53处于压缩状态,三个齿条d54上的弧板55位于相应插槽36内壁的环槽b37内。盖章机构8未安装于运动板5上。
48.当需要使用本发明高效的热成型时,先在模座a2上的安装框15内安装模a29,在运动板5上安装与模a29一一对应的盖章机构8,在模座b68上的安装框15内安装模b69。
49.安装模a29的流程如下:将模a29插入相应安装框15内,使得模a29上的锁槽34与相应安装框15内壁的锁杆20一一相对,启动模座a2上的电动推杆27,电动推杆27通过齿条a25、齿圈a24、齿轮a23、杆套18、弹簧a22带动锁杆20向模a29上的相应锁槽34内运动。当锁杆20与相应齿条b39相遇后,随着电动推杆27的继续运行,每个套杆通过均通过弹簧a22带动锁杆20将相应齿条b39向相应滑槽c35内压入,弹簧a22被进一步压缩,齿条b39通过齿轮b40、齿轮c41、齿条c42带动相应环套a43运动,环套a43通过压缩弹簧b44推动环套b45运动,环套b45带动相应脱模杆46向相应滑槽b31内收缩并压缩弹簧c47。
50.当锁杆20末端与模a29上相应锁槽34的底部相抵时,环套b45正好与限位环a48相抵,脱模杆46末端端面正好与模a29的模腔内壁形成完整的光滑腔壁,此时,停止电动推杆27运行完成模a29向模座a2上相应安装框15内的安装固定。
51.盖章机构8向运动板5上的安装流程如下:先将螺栓9旋紧安装于运动板5上的螺纹孔6内,再将旋合安装有顶杆a12的安装套11插装与螺栓9端面圆槽内的橡胶套10中,最后在顶杆a12末端的螺纹槽内安装与之螺纹配合的印章14。螺栓9端面圆槽内的橡胶套10可以对顶杆a12相对于螺栓9的摆动进行一定程度的弹性缓冲,避免顶杆a12发生弯曲。
52.将盖章机构8与模a29上插槽36配合的流程如下:启动模座a2内的两个液压缸a7,两个液压缸a7驱动运动板5上的全部盖章机构8向模a29上插槽36内壁的环槽b37内轴向运动。
53.当盖章机构8中的印章14越过相应三个弧板55后,盖章机构8中顶杆a12上的压板13与模a29上三个顶杆b62相遇,三个顶杆b62随着运动板5的继续运动而带动相应环套c50轴向滑动并压缩弹簧d53,盖章机构8与环套c50的运动同步。与此同时,启动环套c50上的电机61,电机61通过蜗杆60、涡轮、齿轮e58、齿圈b57、齿轮d56带动三个齿条d54上的弧板55对顶杆a12形成对中夹持状态,使得顶杆a12末端的印章14与模a29上的插槽36正好精确相对,避免盖章机构8中的印章14在向插槽36内插入过程中与插槽36槽口边棱发生磕碰而损坏,保证印章14在完全插入插槽36内后在模腔腔壁上不会形成凹槽,进而保证模腔在碗成型后
不会在碗底部形成多余的残留凸起,提高碗成型的质量,减小后续处理工序。
54.随着运动板5继续运动,盖章机构8中的顶杆a12带动印章14插入模a29上的插槽36完成印章14与模a29模腔的配合,停止两个液压缸a7的运行并保持印章14在插槽36内的位置不变。
55.安装模b69的流程如下:将模b69插入模座b68上的相应安装框15内,使得模b69上的锁槽34与相应安装框15内壁的锁杆20一一相对,启动模座b68上的电动推杆27,电动推杆27通过齿条a25、齿圈a24、齿轮a23、杆套18、弹簧a22带动锁杆20向模b69上的相应锁槽34内运动。当锁杆20到达锁槽34底部后,随着电动推杆27继续运行,弹簧a22被进一步压缩,锁杆20向相应杆套18内收缩一定幅度,使得锁杆20在弹簧a22作用下对模b69在安装框15内的安装进行有效固定。当锁杆20末端与模a29上相应锁槽34的底部相抵时,环套b45正好与限位环a48相抵,脱模杆46末端端面正好与模a29的模腔内壁形成完整的光滑腔壁,此时,停止电动推杆27运行完成模a29向模座a2上相应安装框15内的安装固定。
56.侧模机构a1与侧模机构b64配合进行碗的热成型流程如下:启动侧模机构b64中的液压缸b67,液压缸b67通过模座b68带动全部的模b69向侧模机构a1上的模a29运动,当模b69与相应模a29完成合模时停止液压缸b67运行,完成合模的模a29和模b69之间形成热成型碗的腔体,通过每个模a29上与模腔相通的浇注槽30向合模的模a29和模b69中注入熔融塑料完成碗的成型,印章14在碗的底部形成特有的品牌花纹。
57.当模a29与模b69中的碗定型后,启动侧模机构b64中的液压缸b67,液压缸b67通过模座b68带动全部的模b69脱离模a29。
58.待模b69与模a29完全分离后,启动侧模机构a1中的电动推杆27,电动推杆27通过一系列传动带动每个安装框15中的四个锁杆20分别向相应滑槽a16内收缩一定距离并保持锁杆20部分依然位于相应锁槽34内而对模a29在安装框15内的安装处于固定状态。
59.随着锁杆20的回缩,脱模杆46在相应弹簧b44的复位作用下推动碗脱离模a29的模腔完成脱模,环套a43在弹簧b44和弹簧c47作用下通过一系列传动带动齿条b39复位。
60.当成型的碗完成其与模a29的脱模后,再次启动侧模机构a1中的电动推杆27,电动推杆27通过一系列传动带动每个安装框15上的四个锁杆20向相应模a29上相应锁槽34底部运动并最终使得每个模a29上的四个脱模杆46重新收缩于相应滑槽b31内并与模a29模腔内壁形成完整的光滑腔壁。然后,重复上述操作,完成侧模机构a1与侧模机构b64的配合进行碗的再一次热成型即可。
61.当本发明使用结束后,启动侧模机构a1中的两个液压缸a7,使得运动板5带动全部盖章机构8轴向脱离模a29上的插槽36进行复位。在盖章机构8脱离模a29的过程中,当模a29中环套c50在相应弹簧d53的复位作用下带动顶杆b62和全部的弧板55同步运动,每个环套c50对应的三个齿条d54上的弧板55在顶杆b62与盖章机构8中压板13脱离前始终保持其对盖章机构8中顶杆a12的对中夹持状态。
62.当盖章机构8中顶杆a12上的压板13与顶杆b62即将分离时,启动环套c50上的电机61,电机61通过一系列传动带动三个齿条d54上的弧板55脱离顶杆a12。随着运动板5的继续运动,最终盖章机构8脱离模a29。
63.接着,将模a29和模b69从相应安装框15中拆除,其流程如下:启动侧模机构a1中的电动推杆27,电动推杆27通过一系列传动带动每个安装框15内的四个锁杆20完全脱离相应模a29上的相应锁槽34,模a29上的四个脱模杆46分别在相应弹簧c47的复位作用下突出模a29模腔腔壁,环套a43在相应弹簧b44的复位作用下通过一系列传动带动齿条b39复位并突出相应锁槽34的底部。将模a29拔出安装框15即可完成模a29的拆除。
64.启动侧模机构b64中的电动推杆27,电动推杆27通过一系列传动带动每个安装框15内的四个锁杆20完全脱离相应模b69上的相应锁槽34,将模b69拔出安装框15即可完成模b69的拆除。
65.综上所述,本发明的有益效果为:本发明中的模a29通过滑动于相应安装框15侧壁滑槽a16内且被相应电动推杆27统一驱动的锁杆20与其上锁槽34的配合来安装固定于模座a2上,模b69通过滑动于相应安装框15侧壁滑槽a16内且被相应电动推杆27统一驱动的锁杆20与其上锁槽34的配合来安装固定于模座b68上,模a29和模b69的安装效率较高。且模a29模腔内壁的滑槽b31内滑动的脱模杆46通过其与相应安装框15上锁杆20的传动配合在浇注时收缩于滑槽b31内而在浇注成型后滑出滑槽b31并对模腔内的碗进行有效脱模,脱模杆46的运动无需设计专门的单独传动关联驱动结构而是通过与安装框15上相应锁杆20的传动配合来实现自身的运动,从而简化了模具的结构以降低模具的复杂性。
66.模a29模腔上插槽36内壁的环槽b37内的三个弧板55在印章14向插槽36内运动过程中会在电机61驱动下对印章14进行对中,使得印章14在向插槽36运动过程中不会与插槽36槽口边棱发生磕碰摩擦,使得进入插槽36的印章14与插槽36形成严丝合缝的配合,避免模腔内形成不必要的凹槽。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
