1.本发明属于焊接材料技术领域,具体涉及一种双丝气电立焊用焊丝、制备方法和使用方法。
背景技术:
2.随着制造业的高速发展,大线能量焊接技术已在船舶、海工、桥梁、容器、建筑等领域逐渐推广应用。而大于400kj/cm的焊接热输入,多采用双丝气电立焊,考虑到焊缝力学性能能够满足要求,一般多采用药芯焊丝进行焊接,然而药芯焊丝价格昂贵、熔渣量大、焊材过渡系数低。
3.例如,现有技术中公开了一种大线能量焊接用气电立焊气保护药芯焊丝,采用强脱氧剂镁粉和铝粉提高焊缝金属低温性能,但是在超大热输入下加入铝粉,镁的夹杂物发挥不出钉扎针状铁素体效果,此外双丝均采用药芯焊丝,价格昂贵,过渡系数低,这会导致焊材利用率低。
4.为克服这些缺点,一些企业使用实芯焊丝进行焊接,但实芯焊丝一方面存在飞溅大、焊缝低温韧性差且抗拉强度略低的问题,另一方面,实芯焊丝还存在组成复杂,焊丝钢盘条强度高,拉拔困难等缺陷。
5.此外,不管是实芯焊丝还是药芯焊丝,均存在焊缝与母材强度不匹配的问题,这会导致焊接接头在服役过程中出现疲劳断裂。
技术实现要素:
6.因此,本发明要解决的技术问题在于克服现有的双丝气电立焊中双丝均采用药芯焊丝价格昂贵、熔渣量大、焊材过渡系数低的问题,双丝均采用实芯焊丝存在飞溅大、焊缝低温韧性差且抗拉强度低以及成分复杂、生产困难等问题,焊缝与母材强度不匹配等缺陷,从而提供一种双丝气电立焊用焊丝、制备方法和使用方法。
7.为此,本发明提供如下技术方案:本发明提供一种双丝气电立焊用焊丝,包括实芯焊丝和药芯焊丝,其中,所述实芯焊丝和药芯焊丝中的碳含量满足以下公式:a=0.05 (r
m-250)/8000;a为实芯焊丝或药芯焊丝中的碳含量,rm为母材抗拉强度,mpa;且分别控制所述实芯焊丝和药芯焊丝中的铝含量al≤0.005%。
8.其中,药芯焊丝包括外包钢带和填充芯粉,药芯焊丝的碳含量是指外包钢带和填充芯粉中总的碳含量占药芯焊丝总质量的百分比。
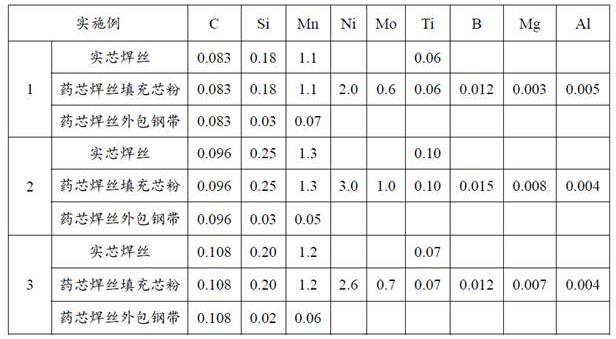
9.可选地,以质量百分含量计,所述实芯焊丝的化学组成包括:si 0.18~0.25%、mn 1.1~1.3%、ti 0.06~0.10%,其余为fe,c和不可避免的杂质。
10.可选地,所述药芯焊丝包括外包钢带和填充芯粉,以外包钢带的总质量计,所述外包钢带包括如下质量百分含量的组分:si ≤0.03%,mn ≤0.7%,其余为fe,c和不可避免的
杂质;以填充芯粉的总质量计,所述填充芯粉包括如下质量百分含量的组分:si 0.18~0.25%、mn 1.1~1.3%、ni 2.0~3.0%、mo 0.6~1.0%、ti 0.06~0.10%、b 0.012~0.015%、mg 0.003~0.008%、al≤0.005%,其余为fe,c和不可避免的杂质;并且,所述外包钢带和填充芯粉中的c含量一致。
11.可选地,所述药芯焊丝中填充芯粉的填充率为23-26%。
12.本发明还提供一种上述的双丝气电立焊用焊丝的制备方法,包括以下步骤:s1,实芯焊丝的制备按照实芯焊丝的目标组成称取原料,制成方坯,轧制成盘条,拉丝,得到实芯焊丝;s2,药芯焊丝的制备按照填充药芯的目标组成调配药粉,包裹钢带,拉拔,得到所述药芯焊丝。
13.可选地,所述制成方坯的工序为:转炉冶炼、lf精炼、连铸,中途不过rh真空处理炉,合金选用高钛低铝钛铁,全程可以避免al脱氧,只有硅锰组分进行联合脱氧。
14.可选地,所述轧制成盘条的过程采用低温精轧;和/或,低温精轧的入口温度为850-880℃,轧制速度为85-92m/s,吐丝温度为820-840℃;和/或,低温精轧在斯太尔摩冷却线上进行控温冷却,风机和保温罩全部关闭;和/或,盘条不经退火处理直接进行拉丝,拉丝速度≤14m/s。
15.可选地,所述钢带的厚度≤6.5mm;和/或,所述药粉的粒度为50-80目;和/或,所述填充药芯的原料中还包括造渣剂金红石。
16.本发明中外包钢带可以外购也可自制,只要组分含量满足本发明的要求即可。典型非限定性的,本发明中外包钢带为低碳冷轧钢带,裁成合适尺寸,经轧机成型辊轧制成“u”型。
17.本发明中,制备实芯焊丝和药芯焊丝的原料为本领域的常规原料,典型非限定性的,焊丝中的各组分以金属粉末或合金粉末形式混合均匀加入,主要合金组分包括:钛铁粉、锰铁粉、硅铁粉、钼粉、镍粉、硼铁、镁粉,另外不得加入含铝的金属粉或化合物。
18.本发明还提供一种上述的双丝气电立焊用焊丝或上述的制备方法制备得到的双丝气电立焊用焊丝的使用方法,以实芯焊丝作为前焊丝,以药芯焊丝作为后焊丝。
19.可选地,焊接热输入≥400kj/cm;焊丝距离≤15mm。
20.本发明技术方案,具有如下优点:本发明提供的双丝气电立焊用焊丝,首次采用“一根实芯焊丝 一根药芯焊丝”搭配,其中,实芯焊丝成本低,过渡系数高,而药芯焊丝的低温韧性和抗拉强度优良,二者搭配使用,优势互补,避免了双丝气电立焊中全部使用实芯焊丝或药芯焊丝存在的问题;同时,超大热输入条件下,焊材的c含量对焊缝的抗拉强度影响最大,本发明通过对实芯焊丝和药芯焊丝中碳含量进行限定,与母材的抗拉强度满足特定的关系式,能够实现焊缝与母材之间的等强匹配,避免了焊缝与母材强度不匹配带来的一系列问题。
21.本发明提供的双丝气电立焊用焊丝,通过对实芯焊丝和药芯焊丝的具体限定,在保证其力学性能的同时降低了加工难度。具体地,实芯焊丝尽可能少的加入合金元素,可以
减少生产难度, 1)炼钢过程和轧钢控制简单,2)合金元素少,焊丝钢盘条强度低,可以做到无退火拉拔,大大降低实芯焊丝拉拔成本。药芯焊丝中通过组分的限定,特别是严格限定铝元素的含量,能够促使在焊接过程中生成镁的氧化物,从而有利于提高焊缝的低温冲击韧性。
22.本发明提供的双丝气电立焊用焊丝的制备方法,生产难度低,操作简单,减少了生产成本。特别是,实芯焊丝的制备中炼钢过程和轧钢控制简单,生产难度低,合金元素少,焊丝钢盘条强度低,可以做到无退火拉拔,大大降低实芯焊丝拉拔成本。
23.本发明提供的双丝气电立焊用焊丝的制备方法,通过对制成方坯过程的具体限定,全程禁止al脱氧和中途不过rh真空处理炉,能够保证焊丝中自由氧的含量,以便于焊接过程中生成镁的氧化物,达到钉扎针状铁素体的效果,在超大焊接热输入时,对焊缝的低温冲击韧性有好处。
24.本发明提供的双丝气电立焊用焊丝的制备方法,轧制成盘条的过程采用低温轧制,可以得到塑韧性优良且强度符合要求的盘条(盘条抗拉强度≤550mpa,断面收缩率≥80%,同圈差强度≤30mpa),这样后续大热输入焊接过程中焊丝会带有足够的挺度,进而提高焊接工艺性能。低温精轧还可以保证盘条组织均匀性和晶粒度,具有良好的延伸率,进而提高拉拔性能,省略退火步骤。对拉丝速度的限定能够免拉拔过程中出现断丝。
25.本发明提供的双丝气电立焊用焊丝的制备方法,药芯焊丝填充芯粉尺寸≥50目,可以在超大热输入焊接时,增加焊丝的过渡系数。药芯焊丝药粉中的造渣剂选用金红石,因为其表面张力小,流动性强,可以保证整个熔池的成分均匀性。
26.本发明提供的双丝气电立焊用焊丝的使用方法,焊接热输入≥400kj/cm,焊接过程两根焊丝距离≤15mm,是为了保证两根丝熔化后的金属能充分熔合。进行熔敷金属试验,焊缝抗拉强度≥510mpa,-40℃低温冲击韧性≥150j。
具体实施方式
27.提供下述实施例是为了更好地进一步理解本发明,并不局限于所述最佳实施方式,不对本发明的内容和保护范围构成限制,任何人在本发明的启示下或是将本发明与其他现有技术的特征进行组合而得出的任何与本发明相同或相近似的产品,均落在本发明的保护范围之内。
28.实施例中未注明具体实验步骤或条件者,按照本领域内的文献所描述的常规实验步骤的操作或条件即可进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规试剂产品。
29.实施例1-3所对应焊接母材的抗拉强度依次为510mpa、620mpa、710mpa,根据a=0.05 (r
m-250)/8000计算,实施例1-3所用焊材(实芯焊丝和药芯焊丝)的c含量分别为0.083%、0.096%、0.108%。
30.所用焊材包括实芯焊丝和药芯焊丝,具体制备过程如下:焊丝中的金属组分以金属粉末或合金粉末形式混合均匀加入,主要合金组分:钛铁粉、锰铁粉、硅铁粉、钼粉、镍粉、硼铁、镁粉,另外不得加入含铝的金属粉或化合物,造渣剂选用金红石,各实施例中,填充芯粉中造渣剂的添加量占填充芯粉总质量的12%;焊丝的
s50gtf,后丝选用dw-s50gtr。
35.对比例3与实施例1相比,区别在于,双丝均采用实芯焊丝,实芯焊丝的组成和制备方法同实施例1中的实芯焊丝。
36.对比例4与实施例1相比,区别在于,碳含量不满足公式要求,均为0.115%。
37.性能检测对各实施例和对比例的焊缝进行力学性能检测试验,具体操作为:沿焊缝纵截面取样,取纯焊缝,不得包括融合区和母材,进行拉伸试验和冲击试验。拉伸性能测试采用m12尺寸试样,在250 kn拉伸试验机(instron 5585)上进行;冲击试验在450 j(imp450jdynatup, instron)试验机上进行,试样尺寸为10 mm
×
10 mm
×
55 mm。其中,过渡系数=(焊材使用量-焊渣重量-飞溅金属重量)/(焊材使用量)*100%。采用目视法对焊缝成型效果进行评价。测试结果见下表:表2从上表中的数据可知,1)实施例1-3说明,在超大热输入焊接条件下,通过调配焊材c含量来达到等强匹配的效果,只需c含量和母材强度符合本技术所述关系式即可;2)对比例1未严格按照本技术所述成分配比进行生产,焊材中加入了al,导致焊接接头冲击韧性值明显偏低;3)对比例2,双丝均采用药芯焊丝,价格昂贵,过渡系数低,且市场上未有系列强度匹配的药芯焊材;4)对比例3,双丝均采用实心焊丝,焊接飞溅大,焊缝成型差;4)对比例4,c含量未按照说明书上述公式进行设计生产,导致焊缝强度远远大于母材强度,出现了焊缝和母材强度不匹配现象。
38.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。