1.本发明涉及管件加工轨迹的技术领域,具体是说涉及一种弯管机器人的加工轨迹控制方法。
背景技术:
2.管件弯曲成形是将毛坯管件加工成一定弯曲半径、一定弯曲角度和形状的成型过程,主要分为平面弯曲件和空间弯曲件,成型件目前已在各工业领域得到广泛应用。
3.已知的管件加工工作站主要是使用工业机器人和伺服弯管专机设备对管件成型进行加工,加工流程的核心由伺服弯管设备完成,机器人辅助弯管设备,负责上下料作业,弯管设备的移动轴控制送料距离,旋转轴控制管件的旋转角度,弯曲轴控制管件的成型角度,夹模轴和导模轴负责夹紧或者松开管件,该过程的核心加工数据主要是根据给定的数模和管件三维坐标点xyz,在用户界面输入原始数据,由可编程逻辑控制器计算加工数据。
4.现有的伺服弯管专机设备比较适合对管件的一端进行加工,要快速实现管件两端的加工比较困难,其中,机器人只是负责工件上下料的简单作业,难以适应当前高速、全自动、多样化管件加工的需求,也难以达到智能制造转型升级的要求。另一个劣势是由于弯管设备专机运动空间比较受限,多轴运动比较简单,自由度少,无法与机器人多自由度、灵活的运动加工轨迹相比;另外,对于复杂的弯管加工工艺,管件已加工端与弯管工作台之间也很容易发生干涉。
5.对此,现有技术中提出采用弯管机器人执行管件弯曲成形的相关技术方案,比如申请号为“202010560608”、名为“一种机器人弯管加工方法及弯管加工装置”的中国发明专利以及申请号为“202110427742”、名为“一种弯管机器人轨迹控制及成形加工方法”的中国发明专利申请,二者分别描述的是管件加工过程中的形变改善的方法和管件加工过程中的回弹控制过程,二者都属于材料弹性形变相关内容;但对于弯管机器人的加工轨迹的控制,尤其机器人加工管件所需要执行的位置和姿态是一直难以把握;因此,如何对弯管机器人的加工轨迹进行控制,并可以有效避免管件已加工端与弯管工作台之间干涉就成为了本领域技术人员亟待解决的技术问题。
技术实现要素:
6.本发明针对以上问题,提出了一种弯管机器人的加工轨迹控制方法,通过建立机器人加工管件的轨迹模型及干涉区的检测保护,可以快速实现管件两端的加工,适应当前高速、全自动、多样化管件加工的需求,且完全能够满足管件加工的精度要求,有效避免了管件已加工端与弯管工作台之间的干涉问题;另外,实现了一台机器人替换现有的弯管设备配套机器人的模式,使机器人完全独立承担整个弯管工艺要求。
7.本发明的技术方案为:按以下步骤进行:
8.步骤1:建立用户坐标系;
9.用户坐标系的原点位于固定在弯管工作台上的标定板的正中心位置,用户坐标系
的z轴方向垂直朝上,用户坐标系的y轴方向朝向管件的内侧方向,用户坐标系的x轴基于右手法则,与y轴、z轴互相垂直;
10.所述标定板为用户坐标系的标定工具,在管件加工前固定连接在弯管旋转轴线上,在管件加工时拆下。
11.步骤2:建立管件空间坐标模型;
12.步骤2建立管件空间坐标模型时,将管件当做中心对称体,横截面上的点关于中心对称,它的空间形状可以用中心线、管材外径、管材内径表示,待加工的管件的空间形状可以用绝对坐标和增量坐标描述。
13.步骤3:将管件的三维坐标点数据作为原始数据输入弯管参数模型和机器人运动模型,建立机器人弯管加工路径,生成机器人弯管加工轨迹程序;
14.步骤3中,所述机器人运动模型包括:
15.机器人末端执行器的进给距离,即机器人末端执行器在笛卡尔坐标系下的运动位置;
16.机器人末端执行器的旋转角度,即机器人末端抓手上旋转轴的运动角度;
17.机器人末端执行器的换模运动,即机器人末端执行器在笛卡尔坐标系下的运动位置;
18.机器人外部轴的弯曲角度,即机器人外部弯曲轴的运动角度;
19.机器人末端执行器在笛卡尔坐标系下的调整值,根据每个弯的弯曲角度和弯曲半径,计算的弧长来表示该值;
20.机器人外部轴直线运动的绝对位置,即机器人的夹模轴、导模轴的运动距离;
21.所述弯管参数模型的表达式如下:
22.所述机器人弯曲角度:
23.dob
i-1
=cos-1
((p
i-2
p
i-1
.p
i-1
pi)/(|p
i-2
p
i-1
||p
i-1
pi|))
ꢀꢀ
(1)
24.式中:p
i-2
p
i-1
表示p
i-2
和p
i-1
的向量,p
i-1
pi表示p
i-1
和pi的向量,p
i-2
、p
i-1
、pi表示给定的三维坐标点,dob
i-1
表示第i-1个弯的弯曲角度。
25.所述机器人进给运动距离:
26.首段进给距离:
27.dbb1=|p0p1|-r*tan(dob1/2)
ꢀꢀ
(2)
28.式中:p0p1表示p0和p1的向量,p0、p1表示为给定的三维坐标点,r表示弯曲半径,dob1表示第一个弯的弯曲角度,dbb1表示首段进给距离。
29.末段进给距离:
30.dbbi=|p
i-1
pi|-r*tan(dobi/2)
ꢀꢀ
(3)
31.式中:p
i-1
pi表示p
i-1
和pi的向量,p
i-1
、pi表示给定的三维坐标点,r表示弯曲半径,dobi表示最后一个弯的弯曲角度,dbbi表示末段进给距离。
32.中间段进给距离:
33.dbb
i-1
=|p
i-2
p
i-1
|-r*[tan(dob
i-2
/2)-tan(dob
i-1
/2)]
ꢀꢀ
(4)
[0034]
式中:p
i-2
p
i-1
表示p
i-2
和p
i-1
的向量,p
i-2
、p
i-1
表示给定的三维坐标点,r表示弯曲半径,dob
i-2
表示第i-2个弯的弯曲角度,dbb
i-1
表示中间某段的进给距离。
[0035]
所述机器人空间旋转角度:
[0036]
pob
i-2
=cos-1
((pv
i-2
pv
i-1
)/(|pv
i-2
||pv
i-1
|))
ꢀꢀ
(5)
[0037]
式中:pv
i-2
表示点p
i-3
、p
i-2
、p
i-1
确定的平面p
i-3
p
i-2
p
i-1
的法向量;pv
i-1
表示点p
i-2
、p
i-1
、pi确定的平面p
i-2
p
i-1
pi的法向量,pob
i-2
表示空间旋转角度。
[0038]
所述机器人末端执行器在笛卡尔坐标系下的y轴方向上的调整值:
[0039][0040]
式中:l
i-1
表示y轴方向的调整值,dob
i-1
表示弯曲角度,r
i-1
表示弯曲半径。
[0041]
步骤3具体包括:
[0042]
步骤3.1:输入管材的加工段数或者弯数;
[0043]
步骤3.2:输入中心线交点坐标xyz(含首末两点)以及管材弯曲半径;
[0044]
步骤3.3:基于上述参数模型表达式生成送进距离、空间转角、弯曲角度、管材总长以及弯曲弧长;
[0045]
步骤3.4:结合用户坐标系计算获得机器人末端执行器运动的绝对位姿以及旋转轴、弯曲成型轴的运动角度。
[0046]
步骤4:执行所述机器人弯管加工轨迹程序;
[0047]
步骤5:开启干涉保护检测功能。
[0048]
步骤5中机器人末端执行器在按上述y轴方向的调整值在笛卡尔坐标系下的y轴方向上调整时,需要预先计算运动后的位置,然后,判断y轴运动后的位置是否会触发弯模碰撞,即判断机器人末端执行器是否会经过弯曲成型轴所在位置,与之发生碰撞,是则发出报警,否则继续判断;判断是否会触发导模碰撞,即判断机器人末端执行器是否会经过导模轴所在位置,与之发生碰撞,否则控制机器人末端执行器按y轴方向的调整值运动,是则继续判断;判断导模位置是否在零位,是则控制机器人末端执行器按y轴方向的调整值运动,否则将导模轴移动到零位后,再控制机器人末端执行器按y轴方向的调整值运动,只要导模位置在零位,就不会发生导模碰撞。
[0049]
上一过程中在移动导模轴至零位时,也需要避免干涉,需要在导模轴运动前,先进行位置检测,然后判断机器人y轴位置是否在导模干涉区内,如果不在则导模轴可以运动,如果在则先通过夹模轴夹紧工件,并且松开料夹,再控制机器人末端执行器沿y轴运动退出导模干涉区域,此后再移动导模轴。
[0050]
同理,按以下步骤避免换模动作时干涉,先进行位置检测,然后判断机器人y轴位置是否在导模干涉区内,如果不在则执行换模动作,如果在则先通过夹模轴夹紧工件,并且松开料夹,再控制机器人末端执行器沿y轴运动退出导模干涉区域,此后料架夹紧,夹模轴、导模轴松开,再执行换模动作。
[0051]
本发明的侧重点是机器人加工管件所需要执行的位置和姿态,这个位置和姿态是本案构建模型加工方法重点描述的对象,侧重点是机器人实际加工轨迹参数求解过程以及机器人和弯管工作台之间工作空间的干涉保护过程,通过模型计算方法,转化到机器人能够识别的位置和姿态,最终实现机器人和弯管工作台协同配合加工管件的过程。
[0052]
本发明一方面,通过在机器人控制器中实现管件加工轨迹模型的计算,可以精确的描述管件加工轨迹在机器人工作空间中的位置和姿态,且完全能够满足管件加工的精度要求。另一方面,通过在机器人控制器中准确计算出管件与弯管工作台之间的位置关系以及他们发生干涉的位置,自动调整机器人夹持管件的位姿以及机器人的外部轴的位置,并
能对可能发生的碰撞位置进行实时检测,提示碰撞报警,能够有效解决管件已加工端与弯管工作台之间存在的干涉保护问题。
附图说明
[0053]
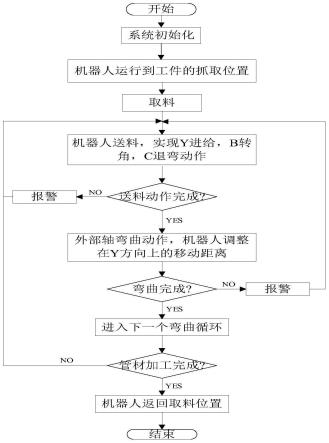
图1是机器人管件加工的流程图;
[0054]
图2是导模弯模碰撞检测的干涉保护流程图
[0055]
图3是导模轴运动检测的干涉保护流程图;
[0056]
图4是换模动作检测的干涉保护流程图;
[0057]
图5是管件空间坐标模型建立的示意图;
[0058]
图6是基于管件空间坐标模型求解机器人加工轨迹的流程图,
[0059]
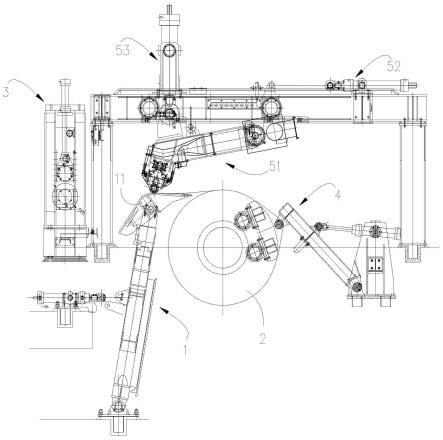
图7是弯管机器人的结构示意图;
[0060]
图中:p0、p1、p2、p3表示管件图纸中给定的三维坐标点xyz;dbb1、dbb2、dbb3分别表示机器人首段进给运动距离,中间段进给运动距离以及末段进给运动距离;dob1和dob2表示机器人的弯曲角度;pob表示机器人的旋转角度;r表示管件的弯曲半径;d表示中心线交点到中心线与弯曲半径与圆弧切点的距离;
[0061]
图7中1是导模轴,2是夹模轴,3是弯曲成型轴,4是模层,5是机器人本体,6是料夹,7是旋转轴,8是笛卡尔坐标系,9是加工管件。
具体实施方式
[0062]
为能清楚说明本专利的技术特点,下面通过具体实施方式,并结合其附图,对本专利进行详细阐述。
[0063]
如图7所示,本案中弯管机器人包括机器人本体5,连接在机器人本体5上的末端执行器,以及连接在末端执行器上的料夹6,所述末端执行器上具有旋转轴7,通过料夹6夹持加工管件9;
[0064]
在机器人本体5旁还设有弯管工作台,弯管工作台上具有导模轴1、夹模轴2、弯曲成型轴3,并且弯管工作台上还设有模层4。
[0065]
管材设计图纸中是在笛卡尔坐标系中以绝对坐标表示的管形坐标数据xyz,该坐标点不能直接作为机器人末端执行器的运动点,需要基于平面矢量理论,构建模型生成增量管型数据ybc,再结合管件加工的回弹修正数据(由人工根据工程经验,预先输入补偿数据),通过空间中的用户坐标系或者机器人的基坐标系,转化生成机器人末端执行器运动的绝对坐标数据和机器人外部轴的绝对运动角度,即表示机器人弯管加工轨迹。
[0066]
如图1至图6所示,较好的描述了一种弯管机器人的加工轨迹模型的构建以及干涉保护的方法,具体实施步骤如下:
[0067]
步骤1:建立用户坐标系,用户坐标系的原点位于固定在弯管工作台上的标定板的正中心位置,用户坐标系的z轴方向垂直朝上,用户坐标系的y轴方向朝向所述管件的内侧方向,用户坐标系的x轴基于右手法则,与y轴、z轴互相垂直;
[0068]
所述标定板为用户坐标系的标定工具,一般固定在弯管旋转轴线上,该过程只需在管件加工前完成。
[0069]
步骤2:建立管件空间坐标模型,将管件当做中心对称体,横截面上的点关于中心
对称,它的空间形状可以用中心线、管材外径、管材内径表示,待加工的管件的空间形状可以用绝对坐标和增量坐标描述;
[0070]
由于管件是由一系列的直线段和圆弧组成,把弯管的每一个直线段的中心线看成一系列的空间矢量。求出各直线段的中心线交点坐标,即设计图纸上连接点的坐标值;然后再利用矢量的基本概念和运算法则精确计算出理论增量管形数据,再结合步骤1建立的用户坐标系,计算转化为机器人末端执行器运动的绝对位姿以及机器人外部轴的运动角度。
[0071]
所述增量管型数据ybc表示如下:
[0072]
y表示:两弯间的送进距离dbb(distance between bend),它可以用端点到直线与圆弧的切点之间的距离或直线与两圆弧的切点之间的距离;对于机器人来说,它是每一个弯前的直线进给长度y;
[0073]
b表示:空间转角pob(plane of bend),是不在一个平面上的两个弯,第一个弯所在的平面与第二个弯所在的平面所成的夹角;对于机器人来说,是夹持管材夹头的旋转角度b;
[0074]
c表示:弯曲角度dob(degree of bend),是第一条直线中心线相对于第二条直线中心线所成的夹角;对于机器人来说,它是弯曲臂的旋转角度c。
[0075]
步骤3:将管件的三维坐标点数据作为原始数据输入弯管参数模型和机器人运动模型,建立机器人弯管加工路径,生成机器人弯管加工轨迹程序;
[0076]
所述机器人运动模型包括:
[0077]
机器人末端执行器的进给距离,即机器人末端执行器在笛卡尔坐标系下的运动位置;
[0078]
机器人末端执行器的旋转角度,即机器人末端抓手上旋转轴的运动角度;
[0079]
机器人末端执行器的换模运动,即机器人末端执行器在笛卡尔坐标系下的运动位置;
[0080]
机器人外部轴的弯曲角度,即机器人外部弯曲轴的运动角度;
[0081]
机器人末端执行器在笛卡尔坐标系下的调整值,根据每个弯的弯曲角度和弯曲半径,计算的弧长来表示该值;
[0082]
机器人外部轴直线运动的绝对位置,即机器人的夹模轴、导模轴的运动距离;
[0083]
所述弯管参数模型的表达式如下:
[0084]
所述机器人弯曲角度:
[0085]
dob
i-1
=cos-1
((p
i-2
p
i-1
.p
i-1
pi)/(|p
i-2
p
i-1
||p
i-1
pi|))
ꢀꢀ
(1)
[0086]
式中:p
i-2
p
i-1
表示p
i-2
和p
i-1
的向量,p
i-1
pi表示p
i-1
和pi的向量,p
i-2
、p
i-1
、pi表示给定的三维坐标点,dob
i-1
表示第i-1个弯的弯曲角度。
[0087]
所述机器人进给运动距离:
[0088]
首段进给距离:
[0089]
dbb1=|p0p1|-r*tan(dob1/2)
ꢀꢀ
(2)
[0090]
式中:p0p1表示p0和p1的向量,p0、p1表示为给定的三维坐标点,r表示弯曲半径,dob1表示第一个弯的弯曲角度,dbb1表示首段进给距离。
[0091]
末段进给距离:
[0092]
dbbi=|p
i-1
pi|-r*tan(dobi/2)
ꢀꢀ
(3)
[0093]
式中:p
i-1
pi表示p
i-1
和pi的向量,p
i-1
、pi表示给定的三维坐标点,r表示弯曲半径,dobi表示最后一个弯的弯曲角度,dbbi表示末段进给距离。
[0094]
中间段进给距离:
[0095]
dbb
i-1
=|p
i-2
p
i-1
|-r*[tan(dob
i-2
/2)-tan(dob
i-1
/2)]
ꢀꢀ
(4)
[0096]
式中:p
i-2
p
i-1
表示p
i-2
和p
i-1
的向量,p
i-2
、p
i-1
表示给定的三维坐标点,r表示弯曲半径,dob
i-2
表示第i-2个弯的弯曲角度,dbb
i-1
表示中间某段的进给距离。
[0097]
所述机器人空间旋转角度:
[0098]
pob
i-2
=cos-1
((pv
i-2
pv
i-1
)/(|pv
i-2
||pv
i-1
|))
ꢀꢀ
(5)
[0099]
式中:pv
i-2
表示点p
i-3
、p
i-2
、p
i-1
确定的平面p
i-3
p
i-2
p
i-1
的法向量;pv
i-1
表示点p
i-2
、p
i-1
、pi确定的平面p
i-2
p
i-1
pi的法向量,pob
i-2
表示空间旋转角度。
[0100]
所述机器人末端执行器在笛卡尔坐标系下的y轴方向上的调整值:
[0101][0102]
式中:l
i-1
表示y轴方向的调整值,dob
i-1
表示弯曲角度,r
i-1
表示弯曲半径。
[0103]
步骤3具体如图6所示;
[0104]
步骤3.1:输入管材的加工段数或者弯数;
[0105]
步骤3.2:输入中心线交点坐标xyz(含首末两点)以及管材弯曲半径;
[0106]
步骤3.3:基于上述参数模型表达式生成送进距离、空间转角、弯曲角度、管材总长以及弯曲弧长;
[0107]
步骤3.4:结合用户坐标系计算获得机器人末端执行器运动的绝对位姿以及旋转轴7、弯曲成型轴3的运动角度。
[0108]
步骤4:执行所述机器人弯管加工轨迹程序;
[0109]
步骤5:开启干涉保护检测功能,在机器人夹持管件的状态下,且机器人末端执行运动前,计算判断机器人末端在执行运动后的位姿或者机器人末端当前位姿与弯管工作台之间的位置关系,调整机器人夹持管件的位姿以及机器人的外部轴,即导模轴1、夹模轴2、弯曲成型轴3的位置,避免机器人末端的运动与弯管工作台上机器人的外部轴的运动产生干涉。
[0110]
具体来说:
[0111]
如图2所示,机器人末端执行器在按上述y轴方向的调整值在笛卡尔坐标系下的y轴方向上调整时,需要预先计算运动后的位置,然后,判断y轴运动后的位置是否会触发弯模碰撞,即判断机器人末端执行器是否会经过弯曲成型轴3所在位置,与之发生碰撞,是则发出报警,否则继续判断;判断是否会触发导模碰撞,即判断机器人末端执行器是否会经过导模轴1所在位置,与之发生碰撞,否则控制机器人末端执行器按y轴方向的调整值运动,是则继续判断;判断导模位置是否在零位,是则控制机器人末端执行器按y轴方向的调整值运动,否则将导模轴移动到零位后,再控制机器人末端执行器按y轴方向的调整值运动,只要导模位置在零位,就不会发生导模碰撞。
[0112]
如图3所示,上一过程中在移动导模轴至零位时,也需要避免干涉,需要在导模轴运动前,先进行位置检测,然后判断机器人y轴位置是否在导模干涉区内,如果不在则导模轴可以运动,如果在则先通过夹模轴夹紧工件,并且松开料夹,再控制机器人末端执行器沿y轴运动退出导模干涉区域(移动距离为导模碰撞设置值的基础上在增加50mm),此后再移
动导模轴。
[0113]
上述中,用户需要先根据机器人与弯管工作台之间的工作空间,自行人为设定碰撞保护的数据,即为导模碰撞设置值。
[0114]
同理,如图4所示,按以下步骤避免换模动作时干涉,先进行位置检测,然后判断机器人y轴位置是否在导模干涉区内,如果不在则执行换模动作,如果在则先通过夹模轴夹紧工件,并且松开料夹,再控制机器人末端执行器沿y轴运动退出导模干涉区域(移动距离为导模碰撞设置值的基础上在增加50mm),此后料架夹紧,夹模轴、导模轴松开,再执行换模动作。
[0115]
本发明在执行弯管工作时,如图1所示,机器人运行到工件的抓取位置后进行取料,再进行送料,按y进给、b转角、c退弯,判断送料动作完成后(将控制方法添加在软件程序中,在执行过程中,如送料完成,对应软件中指令会正常执行完成,若未完成,软件内部会进行报警异常提示),外部轴开始弯曲动作,并且按上述y轴方向的调整值在y轴方向上调整机器人末端执行器,判断弯曲完成后(同理,如弯曲完成,对应软件中指令会正常执行完成,若未完成,软件内部会进行报警异常提示),进入下一个弯曲循环,直至管件加工完毕。
[0116]
本发明具体实施途径很多,以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干改进,这些改进也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。