1.本实用新型属于机械加工制造技术领域,特别涉及一种冲压模冲头快换装置。
背景技术:
2.目前在汽车制造领域中,冲压模具在不同生产领域,为最大限度减小冲压模具的开发成本,很多冲压件的设计、制造环节均采用平台化、通用化理念,致使诸多冲压件在不同的车型、设备上能够通用,但因使用目的及领域的不同,多数零件仍存在一定的差异,例如孔径、孔形状、孔数量等,为实现此类差异生产,在零件生产过程中,需进行冲头的拆除、更换,甚至是在线维修均需更换冲头,而冲头的更换常规方式需将模具下线,将整个上模翻转、拆卸,方可实现冲头的拆除或者更换,极大影响生产的连续性与生产效。设计一种汽车冲压模冲头快换装置,使用方便,操作灵活,且不用费较多的力,不需要占用过多的资源且使用便捷、高效的装置成为了模具冲头快拆、快换方面的迫切需求。
3.中国实用新型专利“冲头快速更换装置”(公开号:cn206122487u)公开了一种模具冲头,尤其是冲头快速更换装置,包括冲头安装板、肩型冲头座、冲头和压料板;所述肩型冲头座固定在冲头安装板上,所述压料板位于冲头安装板下方,所述冲头位于压料板的孔中;所述肩型冲头座底部设有冲头槽,所述冲头顶部设有冲头凸起,所述冲头凸起插在冲头槽内,所述冲头通过螺钉固定在肩型冲头座上。虽然该实用新型提供的冲头快速更换装置能缩短换模时间,但其与本实用新型的结构存在差异。
技术实现要素:
4.本实用新型的目的是针对上述现有技术的不足,提供一种冲压模冲头快换装置,实现模具冲头快拆、快换。
5.为解决以上技术问题,本实用新型采用的技术方案是:
6.一种冲压模冲头快换装置,包括压紧装置、打杆和冲头,且打杆置于压紧装置和冲头之间,三者独立设置;
7.所述打杆的上下两端均开有第一内螺纹孔;
8.所述冲头与打杆的接触端开设第二内螺纹孔。
9.所述压紧装置为螺塞。
10.所述螺塞设有两个,并同轴设置。
11.所述第一内螺纹孔和第二内螺纹孔等同设置。
12.所述打杆的材质为45#钢。
13.本实用新型的有益效果是:
14.1)该冲压模冲头快换装置,通过压紧装置、打杆和冲头的设置,三者组合使用时,能够在多个修冲模具上使用,此冲头快快装置相比于拆除模具更换冲头,工作时间有效缩短,同时降低了劳动强度,减少了工艺步骤;
15.2)双螺塞设置,能够达到自锁防松作用,保证冲孔工艺顺利进行;
16.3)在使用过程中,无需特殊装置,一人一套扳手即可操作,操作性好,效率高。
附图说明
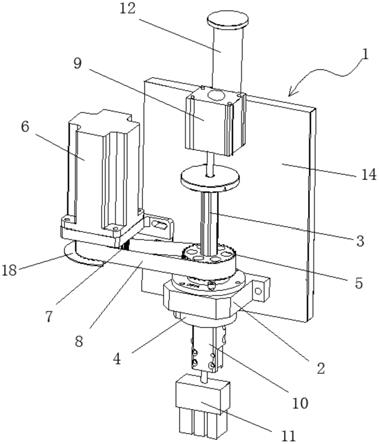
17.图1是本实用新型的结构示意图;
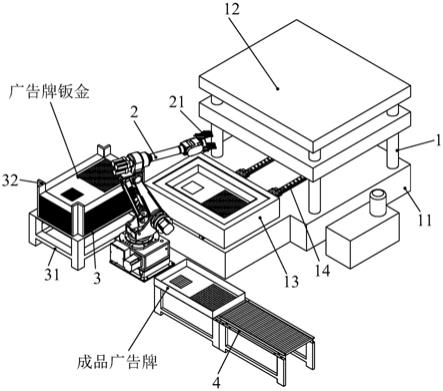
18.图2是本实用新型与上模座的装配图。
具体实施方式
19.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
20.本实用新型提供了一种冲压模冲头快换装置,如图1和图2所示。
21.该冲压模冲头快换装置,包括压紧装置、打杆2和冲头3,且打杆2置于压紧装置和冲头3之间,且三者独立设置。
22.本实施例中,所述压紧装置为螺塞1,且螺塞1均采用标准件,自带外螺纹结构,以及内六角扳手锁紧沉孔;优选的,所述螺塞1设有两枚,并同轴设置,达到自锁功能。
23.所述打杆2的上下两端均开有第一内螺纹孔21,且打杆的材质为45#钢;所述冲头3与打杆2的接触端开设第二内螺纹孔31。本实施例中,为更快速的拆卸,所述第一内螺纹孔21和第二内螺纹孔31等同设置。
24.冲孔作业时,将该冲压模冲头快换装置安装于上模座4中,具体可参见图2所示,首先压入冲头3,其次置入打杆2,最后放入螺塞1,螺塞1靠外螺纹结构与上模座4紧固连接,通过扳手将两个螺塞1拧紧,使其与打杆2直接接触,并将打杆2向下顶住冲头3,将冲头3压紧在冲头夹板5上,使冲头3固定,整个冲孔机构在冲孔方向受力均由两枚螺塞1提供,同时两枚螺塞1能够起到紧固、防松的作用,确保冲孔工艺顺利实现。
25.当需要拆除或者更换冲头时,只需先用扳手松开螺塞1,随后采用螺栓旋入打杆2的第一内螺纹孔21中,向上将其取出;随后将螺栓旋入冲头3的第二内螺纹孔31,向上将其取出,实现冲头3快拆、快换工作,且该冲压模冲头快换装置操作简单、快捷,且员工操作省时、省力,能够较大程度的提高生产过程中,冲头更换的效率。
26.本专利中使用了“第一”、“第二”等词语来限定零部件的话,本领域技术人员应该知晓:“第一”、“第二”的使用仅仅是为了便于描述本实用新型和简化描述,上述词语并没有特殊的含义。
27.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的实用新型范围内。本实用新型要求保护范围由所附的权利要求书及等同物界定。
28.在本实用新型的描述中,需要理解的是,术语“前”、“后”、“左”、“右”、“中心”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本实用新型和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
技术特征:
1.一种冲压模冲头快换装置,其特征在于:包括压紧装置、打杆和冲头,且打杆置于压紧装置和冲头之间,三者独立设置;所述打杆的上下两端均开有第一内螺纹孔;所述冲头与打杆的接触端开设第二内螺纹孔。2.根据权利要求1所述的一种冲压模冲头快换装置,其特征在于:所述压紧装置为螺塞。3.根据权利要求2所述的一种冲压模冲头快换装置,其特征在于:所述螺塞设有两个,并同轴设置。4.根据权利要求1至3任一项所述的一种冲压模冲头快换装置,其特征在于:所述第一内螺纹孔和第二内螺纹孔等同设置。5.根据权利要求4所述的一种冲压模冲头快换装置,其特征在于:所述打杆的材质为45#钢。
技术总结
一种冲压模冲头快换装置,包括压紧装置、打杆和冲头,且打杆置于压紧装置和冲头之间,三者独立设置;所述打杆的上下两端均开有第一内螺纹孔;所述冲头与打杆的接触端开设第二内螺纹孔。该冲压模冲头快换装置,通过压紧装置、打杆和冲头的设置,三者组合使用时,能够在多个修冲模具上使用,此冲头快快装置相比于拆除模具更换冲头,工作时间有效缩短,同时降低了劳动强度,减少了工艺步骤。减少了工艺步骤。减少了工艺步骤。
技术研发人员:王金虎 贾相钧 谷少华 马天顺 张晓娟 贺金豹 王志伟
受保护的技术使用者:河南德力新能源汽车有限公司
技术研发日:2020.10.26
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。