1.本发明涉及激光束加工领域,尤其涉及一种锥形复杂燃烧室内腔表面激光毛化方法及设备。
背景技术:
2.激光毛化技术是采用高能量、高重复频率的脉冲激光束在聚焦后的负离焦照射到轧辊表面实施预热和强化,在聚焦后的聚焦点入射到轧辊表面形成微小熔池,同时由侧吹装置对微小熔池施于设定压力和流量的辅助气体,使熔池中的熔融物按指定要求尽量堆积到融池边缘形成圆弧形凸台(峰值数)。激光毛化是一种用于轧钢生产的现代高新技术,但是对于内腔面为锥形的零件,激光毛化会变得非常有难度。
3.公开号为cn114346443a的中国发明专利中公开了一种姿控导弹壳体内腔激光毛化自动化环保装置,该现有技术利用四轴联动系统、控制系统、激光器系统等,对零件的内腔进行毛化处理,四轴联动系统包括旋转摇摆运动机构,以及yz双轴运动机构,但是总的来说,该现有技术还是更多的运用电脑控制系统完成对零件内腔面的毛化,同时,该现有技术也没有提出解决毛化死角的问题,由于从一端毛化会存在死角,所以尽可能地保留更小的毛化死角是个需要解决的问题,并且现有技术的方案也没有提到任何具体的结构特征。
技术实现要素:
4.针对上述技术问题,本发明公开一种锥形复杂燃烧室内腔表面激光毛化设备,包括夹持装置和激光毛化装置,所述夹持装置的一侧设置有定位装置,所述激光毛化装置包括升降板,升降板安装在定位装置上,升降板上固定装有滑槽,滑槽内滑动装有横滑杆,横滑杆的一端铰接有激光清洗头,激光清洗头的两侧固定装有限位板,激光清洗头的两侧通过球铰接连接有铰接杆,铰接杆的两侧与限位板的两个内侧接触,铰接杆的一端通过球铰接连接有螺纹块,螺纹块滑动安装在定位装置上,通过驱动螺纹块的滑动改变激光清洗头的角度,所述螺纹块的滑动路线与待毛化零件的其中一条腰线重合,定位装置用于定位待毛化零件的腰线。
5.进一步的,所述定位装置包括支架,支架上固定装有定位气缸,定位气缸的缸臂上通过补偿扭簧铰接有滑块,滑块上滑动装有滑轨,滑轨上固定装有支撑架,支撑架的第一侧滑动装有两个套筒ⅰ,支撑架的第二侧滑动装有两个套筒ⅱ,套筒ⅱ与套筒ⅰ之间旋转装有横杆,横杆与套筒ⅱ之间固定装有复位扭簧,横杆上滑动装有定位杆,定位杆上套设定位弹簧,定位弹簧的第一端与横杆固定连接,定位弹簧的第二端与定位杆固定连接,定位杆靠近待毛化零件的一端设置有夹头。
6.进一步的,所述夹持装置包括竖板,竖板上固定装有夹持气缸,夹持气缸的缸臂上装有滑板,滑板上滑动装有上夹板和下夹板,滑板上固定装有中间板,中间板与上夹板之间装有上弹簧,中间板与下夹板之间装有下弹簧,通过上夹板和下夹板夹住待毛化零件的上下两端。
7.进一步的,所述夹持装置还包括带孔板,所述上夹板和下夹板上都装有带孔板,上夹板上的带孔板与待毛化零件大开口一端相适应,下夹板上的带孔板与待毛化零件小开口一端相适应。
8.进一步的,所述带孔板上设置薄板,薄板与夹头相适应,夹头在定位装置启动前卡在薄板上。
9.进一步的,所述夹持装置还包括滚轮,滚轮设置多个,并旋转安装在带孔板上,其中一个滚轮通过转动电机驱动。
10.进一步的,所述夹持装置还包括齿轮电机,齿轮电机固定安装在竖板上,竖板的转轴上固定装有小齿轮,小齿轮的一侧啮合有大齿轮,大齿轮中间固定装有圆板,圆板上设置两个贯穿槽,两个贯穿槽内滑动装有所述上夹板和下夹板,上夹板和下夹板能够沿着圆板的轴向和径向滑动。
11.进一步的,移动装置包括辅助杆,辅助杆固定安装在升降板下侧,升降板的下侧固定装有移动丝杠,辅助杆滑动安装在支撑架上,支撑架上固定装有移动电机,移动电机转轴上固定装有齿轮ⅰ,齿轮ⅰ的一侧啮合有齿轮ⅱ,齿轮ⅱ旋转安装在支撑架上,齿轮ⅱ内部设置螺纹,螺纹与移动丝杠配合。
12.本发明还公开一种锥形复杂燃烧室内腔表面激光毛化方法,包括如下步骤。
13.步骤一:启动夹持装置对待毛化零件进行夹装。
14.步骤二:启动定位装置带动激光毛化装置到达工作位置,并且找准与待毛化零件内侧斜面腰线重合的平面。
15.步骤三:启动激光毛化装置从大开口一端对待毛化零件的内部进行毛化。
16.步骤四:翻转待毛化零件后从小开口一端对待毛化零件进行毛化。
17.本发明与现有技术相比的有益效果是:(1)本发明通过激光毛化装置自身的结构能够实现激光清洗头与毛化部位的距离始终保持不变,距离不变就能够使得激光能量不变,毛化的程度也不会改变;(2)本发明通过激光清洗头、限位板和铰接杆的配合能够最大程度的减小毛化死角,由于待毛化零件的小开口端过于小,所以从大开口一端毛化时毛化死角越小,从小开口打入激光毛化时所需要的行程也会越短,所以整个毛化过程难度大大降低;(3)本发明的定位装置能够定位待毛化零件内部斜面的腰线,这也就对激光毛化装置在移动时提供了保障;(4)本发明的夹持装置不仅能够夹紧待毛化零件,同时可以移动和旋转待毛化零件,并且不影响其他部分的运行;(5)本发明的带孔板设置了薄板,薄板能够更好的为待毛化零件提供定位,进而服务于激光毛化装置;(6)本发明的激光毛化装置能够上下颠倒待毛化零件,颠倒之后能够从待毛化零件的小开口端打入激光进行毛化;(7)本发明的移动装置能够实现平移激光毛化装置,尽管激光毛化装置能够让毛化死角更小,但同时也需要从更大的开口处打入激光束,否则激光束会被开口遮挡,所以在从待毛化零件小开口一端打入激光时,激光毛化装置只负责调整角度,通过移动装置沿着待毛化零件内侧锥面的腰线方向平移激光毛化装置来毛化待毛化零件内的剩余的死角,通过移动装置和激光毛化装置的配合,能够让待毛化零件内部所有位置都被毛化,并且毛化效率高、效果好。
附图说明
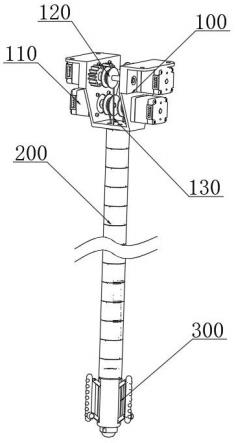
18.图1为本发明的整体结构示意图。
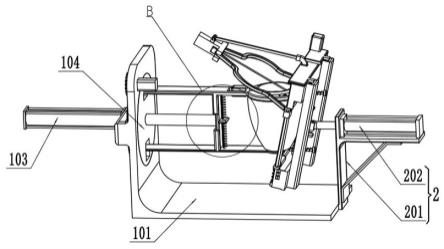
19.图2为图1中b处的放大图。
20.图3为本发明的正视图。
21.图4为本发明的侧视图。
22.图5为本发明的截面图。
23.图6为图5中h处的放大图。
24.图7为本发明的夹持装置示意图。
25.图8为图7中a处的放大图。
26.图9为本发明的定位装置示意图。
27.图10为图9中c处的放大图。
28.图11为本发明的激光毛化装置示意图。
29.图12为图11中d处的放大图。
30.图13为图11中e处的放大图。
31.图14为图11中f处的放大图。
32.图15为本发明的移动装置示意图。
33.图16为图15中g处的放大图。
34.图17为待毛化零件大开口向上时激光毛化装置的位置剖视图。
35.图18为待毛化零件小开口向上时激光毛化装置的位置剖视图。
36.附图标号:1-夹持装置;2-定位装置;3-激光毛化装置;4-移动装置;5-待毛化零件;6-激光示意线;101-竖板;102-大齿轮;103-夹持气缸;104-圆板;105-小齿轮;106-齿轮电机;107-上夹板;108-下夹板;109-转动电机;110-滚轮;111-带孔板;112-滑板;113-上弹簧;114-下弹簧;115-中间板;201-支架;202-定位气缸;203-滑块;204-补偿弹簧;205-滑轨;206-支撑架;207-套筒ⅰ;208-横杆;209-定位杆;210-定位弹簧;211-复位扭簧;212-套筒ⅱ;213-夹头;301-升降板;302-滑槽;303-横滑杆;304-升降电机;305-丝杠;306-螺纹块;307-铰接杆;308-激光清洗头;309-限位板;401-移动电机;402-齿轮ⅰ;403-齿轮ⅱ;404-移动丝杠;405-辅助杆。
具体实施方式
37.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
38.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
39.实施例一:如图1-图18所示的一种锥形复杂燃烧室内腔表面激光毛化设备,包括夹持装置1,夹持装置1用于夹持待毛化零件5,夹持装置1的一侧装有定位装置2,定位装置2带动激光毛化装置3靠近待毛化零件5,使得激光毛化装置3的倾斜与待毛化零件5内部锥度相同,并与待毛化零件5截面的其中一条腰线共面,激光毛化装置3对待毛化零件5的内部进行毛化。
40.夹持装置1包括竖板101,竖板101上旋转装有大齿轮102和小齿轮105,竖板101上固定装有夹持气缸103和齿轮电机106,大齿轮102中间设置圆形通孔,圆形通孔内固定装有
圆板104,齿轮电机106的转轴上固定装有小齿轮105,小齿轮105与大齿轮102啮合,圆板104上设置两个贯穿槽,两个贯穿槽内滑动装有上夹板107和下夹板108,上夹板107和下夹板108能够沿着圆板104的轴向和径向滑动,夹持气缸103的缸臂穿过圆板104,夹持气缸103缸臂上旋转装有滑板112,滑板112中间固定装有中间板115,中间板115上侧通过上弹簧113与上夹板107连接,上夹板107与滑板112滑动连接,中间板115下侧通过下弹簧114与下夹板108连接,下夹板108与滑板112滑动连接,上夹板107和下夹板108上都固定装有带孔板111,带孔板111上均匀旋转装有多个滚轮110,在本实施例中为三个,其中一个滚轮110由转动电机109驱动,手动分开上夹板107和下夹板108将待毛化零件5卡在两个带孔板111之间,上夹板107上的带孔板111与待毛化零件5大开口相适应,下夹板108上的带孔板111与待毛化零件5上的小开口相适应,通过夹持气缸103和齿轮电机106可以带动待毛化零件5移动和旋转。
41.定位装置2包括支架201,支架201与竖板101固定连接,支架201上固定装有定位气缸202,定位气缸202的缸臂上通过补偿扭簧铰接有滑块203,滑块203上滑动装有滑轨205,滑块203和滑轨205之间装有补偿弹簧204,滑轨205上固定装有支撑架206,支撑架206的第一侧滑动装有两个套筒ⅰ207,支撑架206的第二侧滑动装有两个套筒ⅱ212,套筒ⅱ212与套筒ⅰ207之间旋转装有横杆208,横杆208与套筒ⅱ212之间固定装有复位扭簧211,横杆208上滑动装有定位杆209,定位杆209上套设定位弹簧210,定位弹簧210的第一端与横杆208固定连接,定位弹簧210的第二端与定位杆209固定连接,两个带孔板111靠近定位装置2的一侧设置薄板,定位杆209靠近待毛化零件5的一端设置有夹头213,启动定位气缸202之前,两个夹头213分别夹住两个带孔板111上的薄板,启动定位气缸202,支撑架206靠近待毛化零件5,最终两个夹头213分别位于待毛化零件5内侧截面斜线的延长线上。
42.激光毛化装置3包括升降板301,升降板301安装在支撑架206上,升降板301上固定装有滑槽302,滑槽302上滑动装有横滑杆303,横滑杆303上铰接有激光清洗头308,激光清洗头308的两侧通过球铰连接有两个铰接杆307,升降板301上固定装有升降电机304,升降电机304的转轴上固定装有丝杠305,支撑架206的两侧滑动装有螺纹块306,其中一个螺纹块306与丝杠305配合,螺纹块306通过球铰与铰接杆307连接,所述激光清洗头308的两侧固定装有限位板309,铰接杆307位于限位板309内滑动,铰接杆307的两面和限位板309两个内侧面接触,其中螺纹块306的滑动轨迹为从一个夹头213到另一个夹头213,也就是与待毛化零件5内侧截面的斜线共面,由此驱动螺纹块306上下移动,激光清洗头308打出的激光会在待毛化零件5内侧沿着锥面的一条腰线移动,配合转动电机109驱动滚轮110转动待毛化零件5,能够毛化出竖向和圆形的轨迹,从而毛化待毛化零件5的内壁。
43.移动装置4包括辅助杆405,辅助杆405固定安装在升降板301下侧,升降板301的下侧固定装有移动丝杠404,辅助杆405滑动安装在支撑架206上,支撑架206上固定装有移动电机401,移动电机401转轴上固定装有齿轮ⅰ402,齿轮ⅰ402的一侧啮合有齿轮ⅱ403,齿轮ⅱ403旋转安装在支撑架206上,齿轮ⅱ403内部设置螺纹,螺纹与移动丝杠404配合,通过驱动齿轮ⅱ403旋转能够带动移动丝杠404升降,进而带动升降板301升降,使得整个激光毛化装置3升降。
44.工作原理:首先手动掰开上夹板107和下夹板108,将待毛化零件5的大开口一端放在上夹板107的带孔板111内,待毛化零件5的小开口一端放在下夹板108的带孔板111内,并
且待毛化零件5的大开口向上,通过上弹簧113和下弹簧114的收缩,上夹板107和下夹板108通过滚轮110夹紧待毛化零件5,启动夹持气缸103,夹持气缸103通过缸臂将滑板112以及待毛化零件5推到指定位置,将两个夹头213夹在两个带孔板111上,启动定位气缸202缸臂带动滑块203,滑块203带动滑轨205,滑轨205带动支撑架206,支撑架206与夹头213挤压定位弹簧210,当待毛化零件5大开口一端的横杆208与夹头213接触时,对应的套筒ⅰ207和套筒ⅱ212开始旋转,因为此时小开口一端的横杆208还没有与夹头213接触,此时支撑架206也开始倾斜,最终支撑架206的倾斜与待毛化零件5内部斜面的一条腰线共面,启动升降电机304,升降电机304带动丝杠305旋转,丝杠305带动螺纹块306升降,螺纹块306通过铰接杆307和限位板309带动激光清洗头308移动,激光清洗头308射出的激光示意线6,如图17、图18所示,由于螺纹块306的滑动轨迹与待毛化零件5内斜面的一条腰线共面,所以在激光清洗头308移动的同时激光示意线6的位置也随着螺纹块306的变化而变化,并且激光清洗头308与毛化位置的距离始终保持不变,通过螺纹块306的升降和滚轮110驱动待毛化零件5转动,激光清洗头308能够在待毛化零件5的内侧锥面上划出圆形轨迹和直线轨迹,从而进行毛化,但是此时在靠近大开口位置的斜面无法毛化,所以此时夹持气缸103回缩,待毛化零件5离开定位装置2后启动齿轮电机106,齿轮电机106带动大齿轮102和圆板104旋转,圆板104带动上夹板107和下夹板108绕着夹持气缸103缸臂旋转,将待毛化零件5上下颠倒,到大开口向下之后重复之前的步骤,将定位装置2与待毛化零件5进行定位,使得支撑架206与待毛化零件5的其中一条腰线共面,之后启动升降电机304调节螺纹块306,此时激光清洗头308发生角度变化,找到一个能够将激光射入待毛化零件5内的角度,同时启动移动电机401,移动电机401带动齿轮ⅰ402转动,齿轮ⅰ402带动齿轮ⅱ403转动,齿轮ⅱ403带动移动丝杠404升降,移动丝杠404带动激光毛化装置3升降,最终使得激光打在靠近大开口位置的内侧底端,之后继续启动移动电机401使得整个激光毛化装置3沿着支撑架206向上移动,对之前没有毛化到的死角进行毛化。
45.实施例二:一种锥形复杂燃烧室内腔表面激光毛化方法,包括如下步骤。
46.步骤一:启动夹持装置1对待毛化零件5进行夹装。
47.步骤二:启动定位装置2带动激光毛化装置3到达工作位置,并且找准与待毛化零件5内侧斜面腰线重合的平面。
48.步骤三:启动激光毛化装置3从大开口一端对待毛化零件5的内部进行毛化。
49.步骤四:翻转待毛化零件5后从小开口一端对待毛化零件5进行毛化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。