1.本实用新型涉及一种摩托车主管组件焊接夹具,属于焊接工装夹具技术领域。
背景技术:
2.摩托车是一种轻巧便捷的交通工具,比汽车更能适应崎岖的路况,驾驶难度低,消耗成本低,是目前农村和低收入地区较为主要的交通工具,随着外卖、快递行业的发展,城市中的摩托车也在不断增多。摩托车的主管由空心管件焊接而成,其上还有多个用于安装、连接等作用的零件,基本通过焊接固定,为了生产方便,需要设计较多种类的焊接夹具,以减轻生产过程中工人的劳动量。生产中需要能在焊接过程中准确定位、迅速压紧,且在焊接结束后迅速打开以取下产品的焊接夹具。目前,对于一些体积小、数量多的零件,依然由人工夹持进行焊接,此种方式不仅生产效率低下,且工人劳动强度大,焊接质量不易保证。
技术实现要素:
3.针对上述问题,本实用新型提出了一种主管组件焊接夹具,利用气动元件控制主管组件及其上焊接件的定位压紧,一次性定位,提高定位精度,保证焊接质量及后续装配过程。
4.为实现上述功能,本实用新型采用如下技术方案:一种主管组件焊接夹具,用于摩托车主管组和及其上焊接件的定位、压紧,其特征在于:包括水平设置的底板,所述底板上从前至后依次设有定位、压紧待焊接主管组件及其上立管的立管支承机构、第一支承定位压紧机构、第二支承定位压紧机构和第三支承定位压紧机构,以及设于所述底板下方的叉车槽;所述立管支承机构、第一支承定位压紧机构、第二支承定位压紧机构及第三支承定位压紧机构均为气动机构,由气缸驱动,所述第一支承定位压紧机构、第二支承定位压紧机构及第三支承定位压紧机构均关于所述底板前后中线对称设置;所述底板上还设有气动控制按钮及气动控制面板;各个压紧气缸分别与所述气动控制面板、气动控制按钮电连接。
5.进一步的,所述立管支承机构设于所述底板前端中部,包括假想管定位座,所述假想管定位座上表面前端向下倾斜,与水平面夹角20
°
~23
°
,假想管垂直设于所述假想管定位座上表面;还包括设于所述假想管后方的立管定位座,所述立管定位座右侧设有立管气缸座,所述立管气缸座上表面前端向下倾斜,与水平面夹角为20
°
~23
°
,立管压紧气缸设于所述立管气缸座上,所述立管压紧气缸活塞杆与压紧臂一端铰接,所述压紧臂中部通过铰链、铰链座与所述立管压紧气缸铰接,所述立管定位座上还设有立管定位垫,所述立管定位垫两侧分别设有立管限位板;所述立管定位座后方还设有第二立管定位座,其上端设有定位所述立管的凹槽。
6.进一步的,所述第一支承定位压紧机构设于所述立管支承机构后方,包括设于外侧的两个第一压紧气缸,所述第一压紧气缸水平设置,活塞杆向内,通过第一气缸座安装在所述底板上,所述第一压紧气缸活塞杆通过第一推动板连接两个第一导向杆,所述第一导向杆穿过固定在底板上的第一导向座,另一端与第一连接板相连,所述第一连接板上设有
第一定位销及弹性压头;所述两个第一连接板之间设有中部气缸座,所述中部气缸座顶面后端向下倾斜,与水平面夹角为35
°
~40
°
,所述中部气缸座下方设有活塞杆垂直于其顶面的中部顶升气缸,其活塞杆上设有与所述中部气缸座顶面平行的中部定位座,其顶面上设有中部定位销和磁铁;所述中部气缸座后方还设有与主管组件上横管相配合的第二中部支承座,所述第二中部支承座上表面设有弧形支承部。
7.进一步的,所述第二支承定位压紧机构设于所述第一支承定位压紧机构后方,包括设于最外侧的两个第二压紧气缸,所述第二压紧气缸分别通过第二气缸座与底板固连,所述第二气缸座内侧设有与之平行的第二导向座所述第二压紧气缸活塞杆水平向内设置,左侧的第二压紧气缸活塞杆连接第二定位心轴,右侧的第二压紧气缸活塞杆连接有第二压紧芯轴,所述第二定位心轴、第二压紧芯轴分别穿过对应侧的导向板。
8.进一步的,所述第三支承定位压紧机构设于所述底板尾部,包括设于外侧的两个第三压紧气缸,所述第三压紧气缸通过第三气缸座固定,其活塞杆通过第三推动板连接两个第三导向杆,所述两个第三导向杆穿过第三导向座,另一端连接第三定位板,所述第三定位板上端设有第三上定位销,下端设有第三下定位销,所述两个第三上定位销之间设有尾部定位座,所述尾部定位座侧面设有与所述第三上定位销对应的定位销孔;所述尾部定位座前方设有前定位座,所述前定位座侧面设有与所述第三下定位销对应的定位销孔,该定位销孔上方设有弹性支承销,该定位销孔下方设有第三限位板所述弹性支承销顶面上设有磁铁。
9.进一步的,所述第三限位板上表面设有与待焊接件相配合的凹陷部。
10.进一步的,所述叉车槽共两个,分别设于所述底板下方前后两端。
11.综上所述,本实用新型结构简单,装夹方便,可同时定位压紧摩托车主管组件及其上的焊接件,提高焊接效率及焊接质量。
附图说明
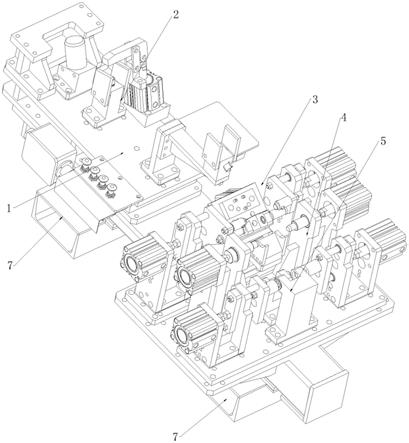
12.图1是主管组件焊接夹具三维结构示意图。
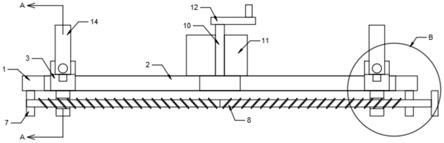
13.图2是主管组件焊接夹具俯视结构示意图。
14.图3是图2的a
‑
a剖视图。
15.图4是主管组件及其上焊接件主视结构示意图。
16.图5是主管组件及其上焊接件俯视结构示意图。
17.图6是立管支承机构三维结构示意图。
18.图7是第一支承定位压紧机构三维结构示意图。
19.图8是第二支承定位压紧机构三维结构示意图。
20.图9是第三支承定位压紧机构三维结构示意图。
21.附图标记说明:
[0022]1‑
底板,2
‑
立管支承机构,3
‑
第一支承定位压紧机构,4
‑
第二支承定位压紧机构,5
‑
第三支承定位压紧机构,6
‑2‑
立管压紧气缸,6
‑3‑
第一压紧气缸, 6
‑4‑
第二压紧气缸,6
‑5‑
第三压紧气缸,6
‑6‑
中部顶升气缸,7
‑
叉车槽,2
‑1‑ꢀ
假想管定位座,2
‑2‑
假想管,2
‑3‑
立管定位座,2
‑4‑
立管气缸座,2
‑5‑
压紧臂,2
‑6‑
铰链,2
‑7‑
铰链座,2
‑8‑
立管定位垫,2
‑9‑
立管限位板,2
‑
10
‑
第二立管定位座,2
‑
11
‑
凹槽,3
‑1‑
第一气缸座,3
‑2‑
第一推动板,3
‑3‑
第一
导向杆,3
‑4‑ꢀ
第一导向座,3
‑5‑
第一连接板,3
‑7‑
第一定位销,3
‑6‑
弹性压头,3
‑9‑
中部气缸座,3
‑
10
‑
中部定位座,3
‑
11
‑
中部定位销,3
‑
12
‑
磁铁,3
‑
13
‑
第二中部支承座,3
‑
14
‑
弧形支承部,4
‑1‑
第二气缸座,4
‑2‑
第二导向座,4
‑3‑
第二定位心轴,4
‑4‑
第二压紧芯轴,5
‑1‑
第三气缸座,5
‑2‑
第三推动板,5
‑3‑
第三导向杆,5
‑4‑ꢀ
第三导向座,5
‑5‑
第三定位板,5
‑6‑
第三上定位销,5
‑7‑
第三下定位销,5
‑8‑ꢀ
尾部定位座,5
‑9‑
前定位座,5
‑
10
‑
弹性支承销,5
‑
11
‑
第三限位板,8
‑
主管组件,8
‑1‑
立管,8
‑2‑
焊接件,8
‑3‑
横管。
具体实施方式
[0023]
下面结合具体实施例及附图来进一步详细说明本实用新型。
[0024]
一种如图1至图9所示的主管组件焊接夹具,用于摩托车主管组和及其上焊接件的定位、压紧,其特征在于:包括水平设置的底板1,所述底板1上从前至后依次设有定位、压紧待焊接主管组件8及其上立管8
‑
1的立管支承机构2、第一支承定位压紧机构3、第二支承定位压紧机构4和第三支承定位压紧机构5,以及设于所述底板1下方的叉车槽7;所述立管支承机构2、第一支承定位压紧机构3、第二支承定位压紧机构4及第三支承定位压紧机构5均为气动机构,由气缸驱动,所述第一支承定位压紧机构3、第二支承定位压紧机构4及第三支承定位压紧机构5均关于所述底板1前后中线对称设置;所述底板1上还设有气动控制按钮及气动控制面板;各个压紧气缸分别与所述气动控制面板、气动控制按钮电连接。
[0025]
进一步的,所述立管支承机构2设于所述底板1前端中部,包括假想管定位座2
‑
1,所述假想管定位座2
‑
1上表面前端向下倾斜,与水平面夹角21.6
°
,假想管2
‑
2垂直设于所述假想管定位座2
‑
1上表面;还包括设于所述假想管2
‑
2 后方的立管定位座2
‑
3,所述立管定位座2
‑
3右侧设有立管气缸座2
‑
4,所述立管气缸座2
‑
4上表面前端向下倾斜,与水平面夹角为21.6
°
,立管压紧气缸6
‑
2 设于所述立管气缸座2
‑
4上,所述立管压紧气缸6
‑
2活塞杆与压紧臂2
‑
5一端铰接,所述压紧臂2
‑
5中部通过铰链2
‑
6、铰链座2
‑
7与所述立管压紧气缸6
‑
2 铰接,所述立管定位座2
‑
3上还设有立管定位垫2
‑
8,所述立管定位垫2
‑
8两侧分别设有立管限位板2
‑
9;所述立管定位座2
‑
3后方还设有第二立管定位座 2
‑
10,其上端设有定位所述立管的凹槽2
‑
11。
[0026]
进一步的,所述第一支承定位压紧机构3设于所述立管支承机构2后方,包括设于外侧的两个第一压紧气缸6
‑
3,所述第一压紧气缸6
‑
3水平设置,活塞杆向内,通过第一气缸座3
‑
1安装在所述底板1上,所述第一压紧气缸6
‑
3活塞杆通过第一推动板3
‑
2连接两个第一导向杆3
‑
3,所述第一导向杆3
‑
3穿过固定在底板1上的第一导向座3
‑
4,另一端与第一连接板3
‑
5相连,所述第一连接板3
‑
5上设有第一定位销3
‑
7及弹性压头3
‑
6;所述两个第一连接板3
‑
5之间设有中部气缸座3
‑
9,所述中部气缸座3
‑
9顶面后端向下倾斜,与水平面夹角为 36.98
°
,所述中部气缸座3
‑
9下方设有活塞杆垂直于其顶面的中部顶升气缸 6
‑
6,其活塞杆上设有与所述中部气缸座3
‑
9顶面平行的中部定位座3
‑
10,其顶面上设有中部定位销3
‑
11和磁铁3
‑
12;所述中部气缸座3
‑
9后方还设有与主管组件8上横管8
‑
3相配合的第二中部支承座3
‑
13,所述第二中部支承座3
‑
13上表面设有弧形支承部3
‑
14。
[0027]
进一步的,所述第二支承定位压紧机构4设于所述第一支承定位压紧机构3 后方,包括设于最外侧的两个第二压紧气缸6
‑
4,所述第二压紧气缸6
‑
4分别通过第二气缸座4
‑
1与底板1固连,所述第二气缸座4
‑
1内侧设有与之平行的第二导向座4
‑
2所述第二压紧气缸
6
‑
4活塞杆水平向内设置,左侧的第二压紧气缸6
‑
4活塞杆连接第二定位心轴4
‑
3,右侧的第二压紧气缸6
‑
4活塞杆连接有第二压紧芯轴4
‑
4,所述第二定位心轴4
‑
3、第二压紧芯轴4
‑
4分别穿过对应侧的导向板。
[0028]
进一步的,所述第三支承定位压紧机构5设于所述底板1尾部,包括设于外侧的两个第三压紧气缸6
‑
5,所述第三压紧气缸6
‑
5通过第三气缸座5
‑
1固定,其活塞杆通过第三推动板5
‑
2连接两个第三导向杆5
‑
3,所述两个第三导向杆 5
‑
3穿过第三导向座5
‑
4,另一端连接第三定位板5
‑
5,所述第三定位板5
‑
5上端设有第三上定位销5
‑
6,下端设有第三下定位销5
‑
7,所述两个第三上定位销 5
‑
6之间设有尾部定位座5
‑
8,所述尾部定位座5
‑
8侧面设有与所述第三上定位销5
‑
6对应的定位销孔;所述尾部定位座5
‑
8前方设有前定位座5
‑
9,所述前定位座5
‑
9侧面设有与所述第三下定位销5
‑
7对应的定位销孔,该定位销孔上方设有弹性支承销5
‑
10,该定位销孔下方设有第三限位板5
‑
11所述弹性支承销 5
‑
10顶面上设有磁铁。
[0029]
进一步的,所述第三限位板5
‑
11上表面设有与待焊接件相配合的凹陷部。
[0030]
进一步的,所述叉车槽7共两个,分别设于所述底板1下方前后两端。
[0031]
本实用新型的焊接夹具,根据摩托车主管组件的结构,从前至后在底板1 上设置了立管支承机构2、第一支承定位压紧机构3、第二支承定位压紧机构4 和第三支承定位压紧机构5,用于支承、定位和压紧待焊接的主管组件及其上的焊接件。
[0032]
立管支承机构2包括前端的假想管定位座2
‑
1及假想管2
‑
2,主管组件8前端的立管8
‑
1套设在假想管2
‑
2上,其后根据主管组件8的倾角设置了倾斜的立管定位座2
‑
3及立管气缸座2
‑
4,使立管压紧气缸6
‑
2能正向压紧在主管组件 8上,便于定位,避免夹伤零件。其后还设置了第二立管定位座2
‑
10,主管组件8嵌入在其上的凹槽2
‑
11内,避免在焊接过程中移动。
[0033]
底板1上设置的第一支承定位压紧机构3,其中的第一定位销3
‑
7及弹性压头3
‑
6用于从两侧定位、压紧焊接件8
‑
2,其中第一定位销3
‑
7通过穿过焊接件 8
‑
2上的工艺孔定位焊接件8
‑
2,弹性压头3
‑
6提供柔性压紧力,避免零件压伤。中部定位座3
‑
11在第一压紧气缸6
‑
3的作用下上下移动,通过中部定位座3
‑
11 与焊接件8
‑
2上的工艺孔配合,在下方定位、支承焊接件8
‑
2。设于第二中部支承座3
‑
13上的弧形支承部3
‑
14,其弧形结构与主管组件8上的横管8
‑
3向契合,在下方支撑横管8
‑
3。
[0034]
第二支承定位压紧机构4两侧分别设置第二定位芯轴4
‑
3及第二压紧芯轴 4
‑
4,在第二压紧气缸6
‑
4作用下一边定位一边压紧,避免过定位。
[0035]
第三支承定位压紧机构5设于底板1尾部,通过第三上定位销5
‑
6及第三下定位销5
‑
7与焊接件8
‑
2上的工艺孔定位,中间的前定位座上设置弹性支承销5
‑
10及第三限位板5
‑
11,用于在水平方向及竖直方向上支承焊接件8
‑
2。弹性支承销5
‑
10上设有磁铁,对焊接件8
‑
2提供吸引力,弹性支承销5
‑
10在第三上定位销5
‑
6及第三下定位销5
‑
7定位、压紧焊接件8
‑
2的过程中,提供柔性支承力,避免压紧力过大造成零件变形。
[0036]
设于底板1底部的叉车槽7用于焊接夹具在移动过程中与叉车的装夹、配合,便于移动,提高焊接夹具的使用率。
[0037]
以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施
例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。