1.本实用新型属于航空机械加工装置技术领域,更具体的是涉及航空零件曲面方向打孔的打孔机工装夹具技术领域,用于曲面零件的表面进行孔加工。
背景技术:
2.打孔装置属于机械精加工装置的一种,打孔装置主要是为工件进行打孔时提供方便,便于打孔工作的进行,根据打孔工件形状的不同,打孔装置的设计也不同,其中,轴类、圆管类零件目前使用普遍,且大多数此类零件在加工时需要进行打孔,但是,目前的打孔装置多为平面打孔装置,曲面打孔装置甚少,因为曲面存在不好固定和易滑脱等问题,在轴类、圆管类零件轴线周向位置上打孔时,由于不便装夹且要求多个孔位轴线位置在同一平面上,造成定位难,孔位对称度难以保证,这样往往生产效率低,增加了企业的加工成本。
3.圆柱曲面打孔一般直接通过钻床进行,圆柱通过人工手持或者钻床夹具装夹进行定位,在实际操作时,曲面开孔位置不容易定位,且开孔时也容易发生偏移,开孔精度低,加工效率低。
技术实现要素:
4.本实用新型的目的在于:为了解决现有的对零件曲面打孔的打孔机不能够对零件曲面准确打孔的问题,本实用新型提供航空零件曲面方向打孔的打孔机工装夹具。
5.本实用新型为了实现上述目的具体采用以下技术方案:
6.航空零件曲面方向打孔的打孔机工装夹具,包括加工固定套、第一底座和第二底座,所述第一底座和所述第二底座之间的中端位置安装有加工轴杆,所述加工轴杆通过螺母锁紧固定在第一底座和第二底座上,第一底座和第二底座的上端具有所述加工固定套,加工固定套通过旋转手柄锁紧固定在第一底座和第二底座的上端,加工固定套上开设有加工孔,所述加工孔内套有加工衬套。
7.具体的说明,所述加工固定套的左、右两端具有扇形滑动块,所述扇形滑动块开有定位螺纹孔,左、右两端加工固定套的下端焊接有拱形加工板,所述加工板上开设有所述加工孔,加工孔沿拱形加工板的横截面方向的弧线均匀分布。
8.具体的说明,所述第一底座的下端具有t型滑块,所述第二底座具有底板,所述底板的左上端开有t型槽,所述t型滑块配合于所述t型槽。
9.具体的说明,所述第一底座和所述第二底座的上端都具有半圆形面,所述半圆形面上沿半圆周线均匀分布并开有盲孔螺纹孔。
10.具体的说明,所述盲孔螺纹孔与所述加工固定套具有的扇形滑动块上开有的定位螺纹孔轴心对齐。
11.具体的说明,所述加工固定套具有扇形滑动块,所述扇形滑动块的底端具有扇形面,所述第一底座和所述第二底座的上端都具有半圆形面,所述扇形面与所述半圆形面滑动配合。
12.具体的说明,所述第一底座和所述第二底座的中端位置具有轴孔,所述加工轴杆具有变径轴,所述变径轴配合于所述轴孔,所述螺母在第一底座和第二底座的外端面螺纹锁紧变径轴。
13.本实用新型的有益效果如下:
14.1、本实用新型所述第一底座和所述第二底座之间的中端位置安装有加工轴杆,所述加工轴杆通过螺母锁紧固定在第一底座和第二底座上,第一底座和第二底座的上端具有所述加工固定套,加工固定套通过旋转手柄锁紧固定在第一底座和第二底座的上端,加工固定套上开设有加工孔,所述加工孔内套有加工衬套,通过锁紧加工轴杆和加工固定套,钻刀进入加工孔套有的加工衬套对轴类曲面零件表面加工,解决了零件曲面打孔的打孔机不能够对零件曲面准确打孔的问题。
15.2、本实用新型所述加工固定套的左、右两端具有扇形滑动块,所述扇形滑动块开有定位螺纹孔,左、右两端固定套的下端焊接有拱形加工板,所述加工板上开设有所述加工孔,加工孔沿拱形加工板的横截面方向的弧线均匀分布,锁定扇形滑动块,根据加工孔的位置不同可以调节钻刀加工角度,对不同角度的钻刀加工轴类曲面零件。
16.3、本实用新型所述第一底座的下端具有t型滑块,所述第二底座具有底板,所述底板的左上端开有t型槽,所述t型滑块配合于所述t型槽,第一底座相对于第二底座滑动利于安装加工轴杆以及第一底座和第二底座内端面与轴类零件端面摩擦接触。
17.4、本实用新型所述第一底座和所述第二底座的上端都具有半圆形面,所述半圆形面上沿半圆周线均匀分布并开有盲孔螺纹孔,所述盲孔螺纹孔与所述加工固定套具有的扇形滑动块上开有的定位螺纹孔轴心对齐,扇形滑动块相对于半圆形面滑动使加工固定套灵活调节钻刀加工角度。
18.5、本实用新型所述第一底座和所述第二底座的中端位置具有轴孔,所述加工轴杆具有变径轴,所述变径轴配合于所述轴孔,所述螺母在第一底座和第二底座的外端面螺纹锁紧变径轴,具体说明了第一底座相对于第二底座滑动使螺纹锁紧加工轴杆并与轴类零件端面摩擦接触,使轴类零件不转动。
附图说明
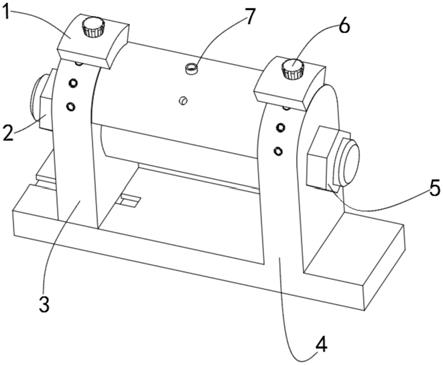
19.图1是本实用新型的立体结构示意图;
20.图2是本实用新型的剖面结构示意图;
21.图3是本实用新型的加工固定套立体结构示意图;
22.图4是本实用新型的加工轴杆立体结构示意图;
23.图5是本实用新型的两底座立体结构示意图。
24.附图标记:1-加工固定套、11-扇形滑动块、12-定位螺纹孔、13-拱形加工板、14-加工孔、2-加工轴杆、21-变径轴、3-第一底座、31-t型滑块、4-第二底座、41-t型槽、42-轴孔、43-半圆形面、44-螺纹孔、45-底板、5-螺母、6
‑ꢀ
旋转手柄、7-加工衬套、8-管轴。
具体实施方式
25.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描
述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
26.如图1、2所示,本实施例提供航空零件曲面方向打孔的打孔机工装夹具,包括加工固定套1、加工轴杆2、第一底座3和第二底座4,所述第一底座3和所述第二底座4之间的中端位置安装有加工轴杆2,所述加工轴杆2通过螺母5 锁紧固定在第一底座3和第二底座4上,第一底座3和第二底座4的上端具有所述加工固定套1,加工固定套1通过旋转手柄6锁紧固定在第一底座3和第二底座4的上端,加工固定套1上开设有加工孔14,所述加工孔14内套有加工衬套7。
27.如图3所示,所述加工固定套1的左、右两端具有扇形滑动块11,所述扇形滑动块11开有定位螺纹孔12,左、右两端的加工固定套1的下端焊接有拱形加工板13,所述加工板13上开设有所述加工孔14,加工孔14沿拱形加工板13 的横截面方向的弧线均匀分布。
28.如图4所示,所述加工轴杆2具有变径轴21,所述变径轴21配合于所述轴孔42,所述螺母5在第一底座3和第二底座4的外端面螺纹锁紧变径轴21,加工轴杆2具有中间部分,所述中间部分位于左、右端的变径轴21之间,加工轴杆2的中间部分套有管轴8,所述管轴8的长度等于或略大于加工轴杆2的中间部分的长度,管轴8的管内壁和加工轴杆2的中间部分外壁过渡配合。
29.所述第一底座3和所述第二底座4的内端面抵靠管轴8的左、右端面,第一底座3和所述第二底座4的内端面可以涂抹厚度在0.5mm左右的防滑粉,以增加管轴8与两底座的内端面有足够的摩擦,使管轴8不能转动,所述的防滑粉可以为硅酸镁材料。
30.如图5所示,所述第一底座3的下端具有t型滑块31,所述第二底座4具有底板45,所述底板45的左上端开有t型槽41,所述t型滑块31配合于所述 t型槽41,所述第一底座3和所述第二底座4的上端都具有半圆形面43,所述半圆形面43上沿半圆周线均匀分布并开有盲孔螺纹孔44,所述盲孔螺纹孔44 与所述加工固定套1具有的扇形滑动块11上开有的定位螺纹孔12轴心对齐。
31.所述加工固定套1具有扇形滑动块11,所述扇形滑动块11的底端具有扇形面,所述第一底座3和所述第二底座4的上端都具有半圆形面43,所述扇形面与所述半圆形面43滑动配合,所述第一底座3和所述第二底座4的中端位置具有轴孔42。
32.本实用新型的工作原理是:第一底座3先滑出第二底座4,将加工轴杆2装上的管轴8后,变径轴21先与第一底座3和第二底座4的轴孔42对齐后,再次滑动第一底座3向第二底座4靠近,通过螺母5锁紧加工轴杆2(如图1所示)。根据加工固定套1与半圆形面43的贴合角度,旋转手柄6插入任意的一个盲孔螺纹孔44并锁紧固定在第一底座3和第二底座4的上端,钻刀调节角度并通过加工衬套7的导向作用对管轴8的外壁加工,通过固定加工固定套1后加工孔 14沿拱形加工板13的横截面方向的弧线均匀分布也可以调节钻刀调节角度加工,一举两得的方式对不同角度钻刀调整并加工管轴8的外壁。
33.上述具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。