1.本技术涉及线切割技术领域,具体地,涉及一种线切割系统及线切割机。
背景技术:
2.线切割技术是目前世界上比较先进的切割技术。它的原理是金刚线形成切割线网,切割线网高速运动的金刚线对待加工工件(例如:磁材、蓝宝石、其他半导体硬脆材料)进行摩擦,从而达到切割目的。传统的线切割系统包括切割线网、收线线轮、放线线轮、设置在收线线轮和放线线轮之间的多个过线轮。由于过线轮数量较多,会直接增加金刚线在走线时的扭转次数和惯量损失,同时部件较多,设置复杂,且制造成本较高。
3.现有的线切割系统的过线轮较多,导致线切割系统的结构复杂。
4.在背景技术中公开的上述信息仅用于加强对本技术的背景的理解,因此其可能包含没有形成为本领域普通技术人员所知晓的现有技术的信息。
技术实现要素:
5.本技术实施例提供了一种新结构的线切割系统及线切割机。
6.本技术实施例提供了一种线切割系统,应用于线切割机,所述线切割机包括主辊组件,所述线切割系统包括两个走线单元;
7.两个所述走线单元设置于所述主辊组件的同一侧且上下布置;所述走线单元包括:
8.间隔设置的换向轮和张力轮;
9.排线轮,设置在所述张力轮和所述换向轮之间的间隔之下;
10.储线轮,设置在所述排线轮的下方;
11.其中,上侧走线单元的换向轮上边缘和张力轮上边缘共面,上侧走线单元的张力轮下边缘和排线轮上边缘共面;
12.下侧走线单元的换向轮下边缘和张力轮上边缘共面,下侧走线单元的张力轮下边缘和排线轮上边缘共面。
13.本技术实施例还提供以下技术方案:
14.一种线切割机,包括上述线切割系统。
15.本技术实施例由于采用以上技术方案,具有以下技术效果:
16.上侧走线单元和下侧走线单元上下设置在主辊组件的同一侧,对空间的利用率较高。同时,单个的走线单元的结构简单,每个走线单元只有三个轮。通过对上侧走线单元的三个轮和下侧走线单元的三个轮的位置的合理设置,使得线切割系统的整体结构在能够实现走线的前提下,结构简单。设置方式具体为:上侧走线单元的换向轮上边缘和张力轮上边缘共面,上侧走线单元的张力轮下边缘和排线轮上边缘共面;下侧走线单元的换向轮下边缘和张力轮上边缘共面,下侧走线单元的张力轮下边缘和排线轮上边缘共面。本技术实施例的线切割系统,结构和布设简单,对空间的利用率较高,同时线切割系统不需要额外的走
线轮,可以极大的降低控制干扰和惯量损失。
附图说明
17.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
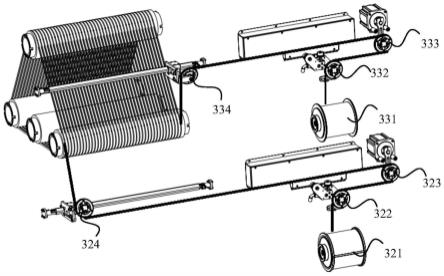
18.图1为本技术实施例的线切割机的线切割系统的示意图;
19.图2为图1所示线切割系统的排线装置的示意图;
20.图3为图2所示的排线装置的另一角度的示意图;
21.图4为图1所示线切割系统的换向装置在切割线网的进线端和出线端进行切割线换向的示意图;
22.图5为图1所示线切割系统的换向装置的示意图;
23.图6为图5所示换向装置的局部示意图;
24.图7为图5所示换向装置的另一角度的局部示意图;
25.图8为图5所示换向装置的导向杆的端面的示意图。
26.附图标记:
27.上侧走线单元的储线轮331,上侧走线单元的排线轮332,上侧走线单元的张力轮333,上侧走线单元的换向轮334,
28.下侧走线单元的储线轮321,下侧走线单元的排线轮322,下侧走线单元的张力轮323,下侧走线单元的换向轮324,
29.排线装置34,
30.排线轮341-1,第一排线摇臂341-2,
31.第一配重块342-1,第二排线摇臂342-2,第二配重块342-3,
32.纠偏导电柱343,排线旋转轴344,排线旋转轴连接板345,
33.排线导向模组346,排线滑座347,排线滑座驱动电机348,
34.换向装置36,
35.导向杆361,
36.滑座362,滑座上滑块362-1,滑座上滑块槽口362-11,滑座下滑块362-2,滑座下滑块槽口362-21,滑座锁紧螺钉362-3,
37.转向连接板363,
38.换向轮组件364,换向轮364-1,换向轮支座364-2,换向轮支座安装销轴364-3,下层弧形孔364-4,下层调整螺钉364-5,上层调整螺钉364-6,
39.导向杆固定座365。
具体实施方式
40.为了使本技术实施例中的技术方案及优点更加清楚明白,以下结合附图对本技术的示例性实施例进行进一步详细的说明,显然,所描述的实施例仅是本技术的一部分实施例,而不是所有实施例的穷举。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
41.实施例一
42.本技术实施例的一种线切割系统,如图1所示,应用于线切割机,所述线切割机包括主辊组件,所述线切割系统包括两个走线单元;
43.两个所述走线单元设置于所述主辊组件的同一侧且上下布置;所述走线单元包括:
44.间隔设置的换向轮和张力轮;
45.排线轮,设置在所述张力轮和所述换向轮之间的间隔之下;
46.储线轮,设置在所述排线轮的下方;
47.其中,上侧走线单元的换向轮334上边缘和上侧走线单元的张力轮333上边缘共面,上侧走线单元的张力轮333下边缘和上侧走线单元的排线轮332上边缘共面;
48.下侧走线单元的换向轮324下边缘和下侧走线单元的张力轮323上边缘共面,下侧走线单元的张力轮323下边缘和下侧走线单元的排线轮322上边缘共面。
49.本技术实施例的线切割系统,上侧走线单元和下侧走线单元上下设置在主辊组件的同一侧,对空间的利用率较高。同时,单个的走线单元的结构简单,每个走线单元只有三个轮。通过对上侧走线单元的三个轮和下侧走线单元的三个轮的位置的合理设置,使得线切割系统的整体结构在能够实现走线的前提下,结构简单。设置方式具体为:上侧走线单元的换向轮上边缘和张力轮上边缘共面,上侧走线单元的张力轮下边缘和排线轮上边缘共面;下侧走线单元的换向轮下边缘和张力轮上边缘共面,下侧走线单元的张力轮下边缘和排线轮上边缘共面。本技术实施例的线切割系统,结构和布设简单,对空间的利用率较高,同时线切割系统不需要额外的走线轮,可以极大的降低控制干扰和惯量损失。
50.只需要六个轮就能实现切割线在上侧走线单元的储线轮和下侧走线单元的储线轮之间的走线,六个轮分别为上侧走线单元的储线轮、排线轮和张力轮,下侧单元的储线轮、排线轮和张力轮。这样,所需的轮数量最少,线切割系统的结构简单。线切割系统和切割线的走线都较为简单。
51.实施中,如图1所示,所述换向轮和所述张力轮的排列方向作为前后方向,且所述换向轮靠近所述主辊组件;
52.切割线经上侧走线单元的储线轮331、上侧走线单元的排线轮332的前侧边缘和上边缘、上侧走线单元的张力轮333的下边缘和后侧边缘以及上边缘、上侧走线单元的换向轮334的上边缘和前侧边缘进入主辊组件形成切割线网;
53.从切割线网的另一端切割线经下侧走线单元的换向轮324的前侧边缘和下边缘、下侧走线单元的张力轮323上边缘和后侧边缘以及下边缘、下侧走线单元的排线轮322的上边缘和前侧边缘,进入到下侧走线单元的储线轮321。
54.切割线从上侧走线单元的储线轮的外周面,经排线轮的前侧边缘和上边缘、张力轮的下边缘和后侧边缘以及上边缘、换向轮的上边缘和前侧边缘进入形成切割线网;切割线从切割线网的出线位置经下侧走线单元的换向轮的前侧边缘和下边缘、张力轮的上边缘和后侧边缘以及下边缘、排线轮的上边缘和前侧边缘将切割线缠绕在储线轮的外周面。线切割系统只需要六个轮就能实现切割线在上侧走线单元的储线轮和下侧走线单元的储线轮之间的走线,六个轮分别为上侧走线单元的储线轮、排线轮和张力轮,下侧单元的储线轮、排线轮和张力轮。这样,所需的轮数量最少,线切割系统的结构简单。线切割系统和切割线的走线都较为简单。本技术实施例的线切割系统,走线单元不需要额外的走线轮,使得线
切割系统的结构简单;线切割系统不需要额外的走线轮,可以极大的降低控制干扰和惯量损失;且操作布线方便,切割线网运行阻力小,进而实现切割线的高速同步运转,线切割系统切割的稳定性和切割质量较高。
55.本技术实施例的线切割系统,适用于作为线切割机的线切割系统。
56.具体的,如图1所示,上侧走线单元的排线轮332和上侧走线单元的储线轮331连接部分的切割线与上侧走线单元的储线轮331的轴线垂直,且上侧走线单元的排线轮和上侧走线单元的储线轮连接部分的切割线与上侧走线单元的储线轮所绕的切割线竖向相切。
57.具体的,如图1所示,下侧走线单元的排线轮322和下侧走线单元的储线轮321连接部分的切割线与下侧走线单元的储线轮321的轴线垂直,且下侧走线单元的排线轮和下侧走线单元的储线轮连接部分的切割线与下侧走线单元的储线轮所绕的切割线竖向相切。
58.储线轮所绕的切割线的厚度会变化,如厚度变大,导致本来竖向相切的不再相切。此时需要调整排线轮,让排线轮摆动一定幅度后固定,保持上侧走线单元的排线轮和储线轮连接部分的切割线与储线轮所绕的切割线继续竖向相切。
59.实施中,如图1所示,上侧走线单元的换向轮334上边缘和上侧走线单元的张力轮333上边缘位于同一水平面;上侧走线单元的张力轮333下边缘和上侧走线单元的排线轮332上边缘与水平面平行;
60.下侧走线单元的换向轮324下边缘和下侧走线单元的张力轮323上边缘与水平面平行,下侧走线单元的张力轮323下边缘和下侧走线单元的排线轮322上边缘与水平面平行。
61.具体的,上侧走线单元的储线轮331和上侧走线单元的的储线轮321,其中一个用于收线,另一个用于放线。由程序控制用于收线的储线轮、切割线网、用于放线的储线轮的切割线线速度一致,用于放线的储线轮按一定螺距在放线的储线轮的上方进行前后方向的放线,用于收线的储线轮按一定螺距在收线的储线轮的上方进行前后方向的收线排线。
62.实施中,如图7所示,线切割系统还包括换向装置36,换向轮是换向装置36的一部分。换向装置用于固定在线切割机的切割室框架的内壁。换向装置36能够对换向轮进行调整,进而在换向轮处对切割线进行多种可能换向,以适应线切割机需要实现多种布线的要求。
63.下面对换向装置的结构进行说明:
64.如图4至图8所示,换向装置36包括:
65.导向杆361和滑座362,所述滑座和所述导向杆361连接,且所述滑座能够沿所述导向杆的长度方向滑动且滑动到位后锁定;其中,所述导向杆的长度方向与所述前后方向平行;
66.转向连接板363,与所述滑座362固定;
67.换向轮组件364,所述换向轮组件364连接于所述转向连接板363,且所述换向轮组件364能够向靠近和远离导向杆方向摆动且摆动到位后锁定;所述换向轮组件包括所述换向轮;
68.其中,所述换向装置用于带动所述换向轮沿前后方向滑动且滑动到位后锁定,以调整切割线进入主辊组件形成切割线网的位置。
69.实施中,所述换向装置还用于带动所述换向轮在靠近或远离主辊组件的方向摆动
后锁定,以实现换向轮与进线或出线主辊组件之间的切割线与主辊圆周面竖向相切(同理可推,换向轮与进线或出线主辊组件之间的切割线与主辊轴线垂直),以保证所述切割线位于换向轮轮槽的中心位置。
70.换向装置中,滑座和转向连接板固定在一起,换向轮组件连接于转向连接板。这样,滑座沿着导向杆的长度方向滑动时,会带动转向连接板和换向轮组件移动。在滑座滑动到位后,锁定滑座,此时,滑座和转向连接板相对于导向杆的位置锁紧。换向轮组件能够向靠近和远离导向杆方向摆动。在换向轮摆动到位后,锁定换向轮组件,此时,换向轮组件相对于导向杆的距离固定。换向装置,一方面换向轮组件在导向杆的长度方向的位置能够调整,另一方面,换向轮组件在靠近和远离导向杆的方向也能够调整,实现了换向轮组件在多个方向的调整,进而实现了换向轮组件灵活调整经过换向轮组件的金刚线的方向。
71.换向装置,尤其适用于作为磁材多线切割机的换向装置。
72.实施中,如图5、图6和图7所示,所述滑座362包括:
73.滑座上滑块362-1,所述滑座上滑块具有槽口向下的滑座上滑块槽口362-11;其中,所述滑座上滑块362-1通过所述滑座上滑块槽口362-11坐落于所述导向杆361处;
74.滑座下滑块362-2,所述滑座下滑块具有槽口向上的滑座下滑块槽口362-21;其中,所述滑座下滑块362-2以滑座下滑块槽口362-21朝上的方式连接在所述滑座上滑块362-1之下,且所述滑座下滑块槽口362-21的底壁和所述导向杆361之间具有间隙;
75.滑座锁紧螺钉362-3,所述滑座锁紧螺钉362-3从所述滑座下滑块362-2的底部穿过所述滑座下滑块槽口并进入所述所述滑座下滑块槽口的底壁和所述导向杆之间的间隙内,以将所述滑座锁定。
76.在需要将滑座沿导向杆的长度方向滑动时,拧松滑座锁紧螺钉,滑座锁紧螺钉的顶部和导向杆之间具有间隙。滑动滑座,滑动到位后,拧紧滑座锁紧螺钉,滑座锁紧螺钉顶住导向杆的底部,进而使得滑座相对于导向杆的长度方向锁定。通过滑座下滑块下方的滑座锁紧螺钉,固定滑座的位置的方式,方便可靠,更便于操作。
77.实施中,如图8所示,所述导向杆361为端面为平角切角的平角菱形,所述平角菱形的四个平角分别朝上、朝下、朝左和朝右;
78.如图7所示,所述滑座上滑块槽口362-11为倒v型槽口,所述滑座上滑块通过所述v型槽口坐落于所述平角菱形朝上的平角处;
79.如图7所示,所述滑座下滑块槽口362-21为凹型槽口,所述凹型槽口的内槽壁卡在所述平角菱形朝左和朝右的两个平角处。
80.滑座上滑块由于重力作用,通过倒v型槽口坐落于平角菱形朝上的平角处。所述凹型槽口的内槽壁卡在所述平角菱形朝左和朝右的两个平角处,能够方便通过螺栓和螺孔实现滑座上滑块和凹型槽口的槽壁顶部的连接。所述滑座锁紧螺钉的顶部能够顶住平角菱形的朝下的平角处,使得滑座锁紧螺钉能够稳定的顶住导向杆,实现滑座的锁定。
81.实施中,如图6所示,所述换向轮组件364包括换向轮364-1和换向轮支座364-2,所述换向轮364-1安装于所述换向轮支座364-2;
82.所述转向连接板具有换向轮支座安装孔,所述换向轮支座通过换向轮支座安装销轴364-3和所述换向轮支座安装孔转动安装在所述转向连接板363处。
83.换向轮安装于所述换向轮支座,使得换向轮能够旋转。换向轮支座安装孔和换向
轮支座安装销轴配合的方式,使得换向轮和换向轮支座能够相对于转向连接板转动,从而实现换向轮和换向轮支座能够向靠近和远离导向杆方向摆动。即换向轮在转向连接板上进行角度调整,以适应多线切割机的切割线网的进线段、出线端的走线和转向,形成多线切割机的线网走丝机构,解决了在多线切割机的切割线网高速运行时的切割线网抖动问题,提升了设备切割稳定性和切割质量。
84.具体的,如图6所示,换向轮的上边缘和换向轮支座安装销轴364-3的轴向相切。
85.实施中,如图6所示,所述转向连接板还具有下层弧形孔364-4,所述下层弧形孔364-4位于所述换向轮支座安装孔之下;
86.所述换向轮组件还包括下层调整螺钉364-5和下层锁紧螺母;所述下层调整螺钉364-5穿过所述下层弧形孔364-4和所述换向轮支座与所述下层锁紧螺母螺纹连接。
87.实施中,所述转向连接板还具有上层弧形孔,所述上层弧形孔位于所述换向轮支座安装孔和所述下层弧形孔之间;
88.所述换向轮组件还包括上层调整螺钉364-6和上层锁紧螺母;所述上层调整螺钉穿过所述上层弧形孔和所述换向轮支座固定与所述上层锁紧螺母螺纹连接。
89.在需要调整换向轮的角度时,拧松下层锁紧螺母和上层锁紧螺母,转动换向轮支座以换向轮支座安装销轴为中心进行转动,转动受到下层弧形孔和上层弧形孔的长度的限制,进而带动转向轮以换向轮支座安装销轴为中心向靠近和远离导向杆的方向摆动。设置下层弧形孔、下层调整螺钉和下层锁紧螺母,同时还设置上层弧形孔、上层调整螺钉和上层锁紧螺母,使得换向轮支座的受力较为均匀。
90.实施中,如图5和图6所示,所述滑座362和所述换向轮组件364位于所述转向连接板的同一侧。
91.这样,换向装置的结构简单。
92.实施中,如图1和图4所示,一个所述导向杆仅对应一个所述换向轮组件。
93.这样,一个导向杆仅对应一个换向轮组件,导向杆只用承受与之对应的换向轮组件的金刚线的力的作用,变形量较小。
94.实施中,如图5所示,换向装置还包括:
95.两个导向杆固定座365,分别固定在所述导向杆361的两端,以将所述换向装置固定。
96.换向装置通过两个导向杆固定座将换向装置固定,使得换向装置的固定较为稳固。
97.实施中,如图2所示,线切割系统还包括排线装置34。排线轮是排线装置装置34的一部分。排线装置用于固定在线切割机的切割室框架的内壁。排线装置装置34能够对排线轮进行调整,进而在排线轮处对切割线进行多种可能排线,以适应线切割机需要实现多种布线的要求。
98.下面对排线装置的结构进行说明:
99.实施中,所述排线装置能够带动所述排线轮沿前后方向在所述储线轮的长度范围内往复移动;
100.所述排线装置能够在所述排线轮在未受到切割线作用力处于自然状态摆动所述排线轮且在所述排线轮摆动到位后,使得排线轮的上边缘和张力轮的下边缘共面,且排线
轮和储线轮连接部分的切割线与储线轮所绕的切割线竖向相切。
101.如图2和图3所示,排线装置34包括:
102.排线装置本体,所述排线装置本体包括能够移动的排线轮341-1;
103.至少一对间隔设置于所述排线轮同一侧的纠偏导电柱343,导电的切割线穿设于至少一对所述纠偏导电柱之间,每个所述纠偏导电柱连接有在所述切割线偏移至与所述纠偏导电柱343接触时即可导通的纠偏电路单元。
104.切割线未发生偏移时,切割线穿设于至少一对纠偏导电柱之间且未与两个纠偏导电柱相接触。如图2和图3所示,在切割线向左发生偏移时,切割线会与左侧的纠偏导电柱发生接触,此时,切割线和左侧的纠偏导电柱相连接,接通了左侧的纠偏导电柱连接的纠偏电路单元。同理,在切割线向右发生偏移时,的纠偏导电柱连接的纠偏电路单元会被接通。这样,每个纠偏导电柱对应一个纠偏电路单元,能够及时发现切割线发生偏移的情况以及偏移的方向,为后续对切割线的调整提供基础。
105.实施中,所述纠偏电路单元包括:
106.纠偏用电源;
107.模拟量输入模块;所述纠偏用电源的一极与所述纠偏导电柱连接,所述纠偏用电源的另一极与模拟量输入模块连接;
108.其中,所述切割线发生偏移与任一个纠偏导向柱接触连接对应纠偏电路单元的纠偏导电柱和模拟量输入模块以接通纠偏电路单元。
109.这样,所述到纠偏用电源的一极与所述纠偏导电柱连接,纠偏用电源的另一极与模拟量输入模块连接,在切割线未与纠偏导电柱接触时,纠偏电路单元和纠偏导电柱是断路。在切割线与纠偏导电柱接触时,纠偏电路单元和纠偏导电柱是通路。通过简单的结构实现了对切割线偏移的检测。
110.实施中,排线装置还包括:
111.纠偏控制单元,分别与所述纠偏电路单元连接;
112.其中,所述纠偏控制单元用于控制所述排线轮移动带动切割线离开与之接触的纠偏导电柱。
113.纠偏控制单元和纠偏电路单元、纠偏导电柱相配合,在切割线向左偏移与左侧的纠偏导电柱相连接,接通了纠偏电路单元和左侧的纠偏导电柱的情况下,纠偏控制单元控制排线轮向左侧的纠偏导电柱移动,使得切割线不与两个纠偏导电柱相接触。同理,在切割线向右偏移与右侧的纠偏导电柱相连接的情况下,纠偏控制单元控制排线轮向右侧的纠偏导电柱移动,使得切割线不与两个纠偏导电柱相接触。
114.实施中,如图2和图3所示,所述排线装置本体包括第一排线摇臂341-2和排线轮旋转组件,所述排线轮341-2安装在所述第一排线摇臂341-2的一侧;所述排线轮旋转组件包括:
115.排线旋转轴344;
116.排线旋转轴连接板345,转动连接在所述排线旋转轴的外周;
117.第二排线摇臂342-2和所述第一排线摇臂341-1,分别与所述排线旋转轴连接板345固定且位于所述排线旋转轴344的两侧;
118.第一配重块342-1,安装在所述第二排线摇臂342-2处,且所述第一配重块342-1能
够在与所述排线旋转轴344的轴线方向相垂直的方向移动;
119.第二配重块342-3,安装在所述排线旋转轴连接板的顶部且靠近所述第二排线摇臂的位置;
120.其中,第二排线摇臂、第一配重块和第二配重块,第一排线摇臂和排线轮处于距离平衡状态以使所述切割线位于所述排线轮的轮槽内。
121.第二排线摇臂、第一配重块和第二配重块,第一排线摇臂和排线轮处于距离平衡状态,这样,排线轮处于未受到切割线作用力处于自然状态时,排线轮不转动,排线轮与排线旋转轴之间呈一定角度,以使所述切割线位于所述排线轮的轮槽内。
122.实施中,如图2和图3所示,所述第二排线摇臂342-2远离所述排线旋转轴连接板的位置凸设有第一配重块安装螺杆;
123.所述第一配重块342-1通过自身预留的螺纹孔转动安装在所述第一配重块安装螺杆处,且所述第一配重块能够沿所述第一配重块安装螺杆的长度方向移动。
124.实施中,如图2和图3所示,所述排线旋转轴连接板345的顶部凸设有第二配重块安装螺杆;
125.所述第二配重块342-3通过自身预留的螺纹孔转动安装在所述第二配重块安装螺杆处,且所述第二配重块342-3能够沿所述第二配重块安装螺杆的长度方向移动;
126.其中,所述第二配重块342-3安装在所述排线旋转轴连接板345的顶部且靠近所述第二排线摇臂342-2的位置。
127.这样,第一配重块的位置能够沿第一配重块安装螺杆的长度方向调整,第二配重块的位置能够沿第二配重块安装螺杆的长度方向调整,力矩不再平衡,会带动排线轮转动。反复调整第一配重块和第二配重块,直至切割线位于所述排线轮的轮槽内,,确保线切割系统的切割线在高速往复运行时的稳定性。
128.实施中,如图2和图3所示,排线装置还包括:
129.排线导向模组346;
130.排线滑座347,与所述排线导向模组346滑动连接;
131.所述排线旋转轴344与所述排线滑座347固定;
132.排线滑座驱动电机348,与所述排线滑座347连接以驱动所述排线滑座347沿所述排线导向模组346的导向方向移动。
133.排线旋转轴和排线滑座固定,即排线旋转轴不旋转,是固定的。排线滑座沿排线导向模组的导向方向移动,带动排线轮也随着移动。
134.具体的,纠偏控制单元与排线滑座驱动电机348连接,并进一步控制排线滑座驱动电机348工作以带动排线轮向左侧或者右侧移动。
135.在切割线向左偏移与左侧的纠偏导电柱相连接,接通了左侧的纠偏导电柱和对应的纠偏电路单元的情况下,纠偏控制单元通过控制排线滑座驱动电机348的工作,进而控制排线滑座347沿排线导向模组346的导向方向向左移动,实现排线轮向左侧移动,使得切割线不与两个纠偏导电柱相接触。同理,在切割线向右偏移与右侧的纠偏导电柱相连接,纠偏控制单元、排线滑座驱动电机和排线滑座配合,实现排线轮向右侧移动,使得切割线不与两个纠偏导电柱相接触。
136.实施例二
137.本技术实施例的线切割机,包括实施例一的线切割系统。
138.尽管已描述了本技术的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
139.显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
