1.本发明涉及卷烟纸技术领域,尤其涉及一种防渗透铝箔卷烟纸及其制备方法和应用,尤其涉及一种适用于加热卷烟的防渗透铝箔卷烟纸及其制备方法和应用。
背景技术:
2.卷烟纸在烟支中发挥十分重要的作用。
3.cn104452418a公开了一种带有铝箔的天然烟草纤维复合卷烟纸,是由可燃性天然烟草纤维纸和铝箔复合而成,且在整个复合卷烟纸上均布有透孔,可燃性天然烟草纤维纸是以下原料组成:木浆纤维15~30%、天然烟草纤维20~50%、填料碳酸钙15~30%、助燃剂柠檬酸钾0.5~5%、造纸助剂1~5%,其纤维纸具有较高疏松度,透气度50~200cu、定量30~200g/m2,厚度为0.02mm~1mm。其公开的复合卷烟纸在卷制成新型烟草制品的烟支时,其铝箔层直接与烟丝接触,燃吸时通过燃烧铝箔外层的可燃性天然烟草纤维纸来加热铝箔进而加热烟丝,其公开的卷烟纸,是以燃烧烟支外层的卷烟纸作为热源加热铝箔进而加热烟丝。
4.cn104480800a公开了一种带有瓦楞层和铝箔层的新型卷烟纸,其公开的卷烟纸是由可燃性纤维纸表层、瓦楞形可燃性纤维纸中间层和铝箔层通过粘接剂压合而成,且铝箔上均布有透孔,所述可燃性纤维纸是以下原料组成:木浆纤维50~70%、填料碳酸钙15~30%、助燃剂0.5~5%、助剂1~5%,该纤维纸具有较高疏松度,透气度50~200cu、定量30~200g/m2,纤维纸本身厚度为0.2mm~1mm。其公开的卷烟纸在卷制成新型烟草制品的烟支时,其铝箔层直接与烟丝接触,燃吸时通过燃烧铝箔外层的可燃性纤维纸表层及瓦楞形可燃性纤维纸中间层来加热铝箔进而加热烟丝。
5.上述卷烟纸均与烟丝直接接触,均需要添加助燃剂,并且透气度相对较高,未探讨如何实现烟支中香精香料及抽吸过程中烟油的低渗透性,未探讨如何实现烟支防潮性,性能具有一定的局限性。
6.综上所述,开发一种无需设置助燃剂,但是具有低透气性和防渗透作用的卷烟纸至关重要。
技术实现要素:
7.针对现有技术的不足,本发明的目的在于提供一种防渗透铝箔卷烟纸及其制备方法和应用,所述防渗透铝箔卷烟纸无需添加助燃剂,形成的烟支香精香料不会渗透到卷烟纸外表面,在抽吸前后烟油渗出量也较低,且具有较好的防潮性。
8.为达此目的,本发明采用以下技术方案:
9.第一方面,本发明提供一种防渗透铝箔卷烟纸,所述防渗透铝箔卷烟纸包括纸层和设置于所述纸层任意一侧的铝箔层;
10.以所述防渗透铝箔卷烟纸的总质量为100%计,所述防渗透铝箔卷烟纸的制备原料按照重量百分数包括如下组分:
[0011][0012]
所述纸层不包括助燃剂。
[0013]
本发明中,所述防渗透铝箔卷烟纸采用全麻浆纤维,能更好的提升纸张的均匀性与致密性。
[0014]
本发明所述防渗透铝箔卷烟纸具有铝箔层,透气度可以低至0,且未打孔,未添加助燃剂,具备较好的防渗透性与防潮性,使用此卷烟纸制成的烟支中的香精香料不会渗透到卷烟纸外表面,抽吸过程中烟油渗出量也较低,且具有较好的防潮性。
[0015]
本发明中,所述麻将纤维的重量百分数为40%-50%,例如40%、42%、44%、46%、48%、50%%等。
[0016]
所述铝丝的重量百分数为20%-50%,例如20%、25%、30%、35%、40%、45%、50%等。
[0017]
所述填料的重量百分数为10%-15%,例如10%、11%、12%、13%、14%、15%等。
[0018]
所述造纸助剂的重量百分数为0.5%-1%,例如0.5%、0.6%、0.7%、0.8%、0.9%、1%等。
[0019]
优选地,所述填料包括轻质碳酸钙。
[0020]
优选地,所述造纸助剂包括淀粉、改性淀粉或天然植物胶中的任意一种或至少两种的组合,其中典型但非限制性的组合包括:淀粉和改性淀粉的组合,改性淀粉和天然植物胶的组合,淀粉、改性淀粉和天然植物胶的组合等。
[0021]
优选地,所述防渗透铝箔卷烟纸的厚度为0.03-0.9mm,例如0.03mm、0.05mm、0.1mm、0.15mm、0.2mm、0.25mm、0.3mm、0.35mm、0.4mm、0.45mm、0.5mm、0.55mm、0.6mm、0.65mm、0.7mm、0.75mm、0.8mm、0.85mm等。
[0022]
优选地,所述纸层和铝箔层的厚度比为(2-25):1,其中,2-25可以为3、5、10、15、20、22、24等。
[0023]
优选地,所述防渗透铝箔卷烟纸的透气度为0cu。
[0024]
优选地,所述纸层的定量为20-200g/m2,例如20g/m2、40g/m2、60g/m2、80g/m2、100g/m2、120g/m2、140g/m2、160g/m2、180g/m2等。
[0025]
优选地,所述防渗透铝箔卷烟纸的纸层设置有横螺纹、竖螺纹、斜螺纹或不压纹。
[0026]
优选地,所述铝箔层无孔洞。
[0027]
本发明中,所述防渗透铝箔卷烟纸的铝箔层中未进行孔洞设置,能够更好地保证防渗透铝箔卷烟纸的防渗透与防潮效果。
[0028]
第二方面,本发明提供一种第一方面所述的防渗透铝箔卷烟纸的制备方法,所述制备方法包括如下步骤:
[0029]
(1)将麻浆纤维、铝丝、填料和造纸助剂按照配方量混合,造纸,形成纸层;
[0030]
(2)在纸层的任意一侧设置铝箔层,得到所述防渗透铝箔卷烟纸。
[0031]
优选地,步骤(2)中,所述设置铝箔层的方式为将铝丝通过转移法膜面镀铝工艺镀于纸层表面。
[0032]
相较于现有技术的生产工艺中将普通卷烟纸与铝箔通过胶黏剂粘接的方式复合在一起,本发明所述防渗透铝箔卷烟纸是通过转移法膜面镀铝工艺实现,即将铝丝通过转移法膜面镀铝工艺镀于卷烟纸表面,该方法与复合方式相比的最大优势是可实现更低的铝箔厚度,生产工艺更加稳定,铝箔厚度更加均匀,进而实现低厚度的防渗透铝箔卷烟纸,保证防渗透铝箔卷烟纸整体的厚度符合烟支生产要求。
[0033]
第三方面,本发明提供一种加热卷烟烟支,所述加热卷烟烟支包括依次连接的抽吸段、降温段和烟芯段;
[0034]
第一方面所述的防渗透铝箔卷烟纸包覆于抽吸段、降温段和烟芯段表面。
[0035]
优选地,所述烟芯段包括烟芯薄片丝以及设置于所述烟芯薄片丝表面的成型纸,所述成型纸与防渗透铝箔卷烟纸的铝箔层直接接触。
[0036]
本发明中,所述防渗透铝箔卷烟纸不仅能够防止烟芯段中的香精香料渗出成型纸,进而渗透到卷烟纸表面,还能够防止烟芯段中的香精香料通过烟芯段与降温段的接缝位置渗出到卷烟纸表面,即采用了本发明的防渗透铝箔卷烟纸后,烟支中的香精香料成分无法穿透防渗透铝箔卷烟纸内测的铝箔层渗出到防渗透铝箔卷烟纸外侧,从而消除了香精香料渗透到防渗透铝箔卷烟外侧而引起的外观污染缺陷。
[0037]
本发明中,所述防渗透铝箔卷烟纸铝箔层可阻止空气中的水分穿透铝箔层进入到烟支内部,可显著降低因烟支吸潮引起的发烟量偏低甚至烟支霉变等质量缺陷。
[0038]
本发明中,所述防渗透铝箔卷烟纸之所以可以起到良好的防渗透性与防潮性的原因主要为该卷烟纸致密性好,采用了不打孔的铝箔层,卷烟纸透气度为0cu,防渗透铝箔卷烟纸可阻止香精香料和水分穿透铝箔层,进而起到良好的防渗透性与防潮性。
[0039]
本发明中,所述防渗透铝箔卷烟纸专门应用于加热卷烟,且所述加热卷烟是通过针式或片式加热器具加热烟支。
[0040]
优选地,所述加热卷烟烟支的长度为40mm-50mm,例如42mm、45mm、46mm、48mm等。
[0041]
优选地,所述加热卷烟烟支的圆周为22mm-24mm,例如22.2mm、22.4mm、22.6mm、22.8mm、23mm、23.2mm、23.4mm、23.6mm、23.8mm等。
[0042]
优选地,所述加热卷烟烟支的吸阻为300pa-1000 pa,例如400pa、500pa、600pa、700pa、800pa、900pa等。
[0043]
相对于现有技术,本发明具有以下有益效果:
[0044]
(1)本发明所述防渗透铝箔卷烟纸的采用全麻浆纤维,致密性好,采用了不打孔的铝箔层,透气度为0cu,具备较好的防渗透性与防潮性;所述卷防渗透铝箔烟纸能够防止烟支中的香精香料渗透到防渗透铝箔卷烟外侧,显著降低烟支抽吸后烟油渗出量。
[0045]
(2)本发明所述防渗透铝箔卷烟纸采用转移法膜面镀铝工艺,生产工艺更加稳定,铝箔厚度更加均匀,进而实现低厚度的防渗透铝箔卷烟纸,最低厚度可低至0.03mm,厚度选择区间较大,可最大限度保证防渗透铝箔卷烟纸整体的厚度符合烟支生产要求。
[0046]
(3)本发明所述防渗透铝箔卷烟纸,厚度在0.03mm-0.9mm范围内,透气度为0cu,定量在20g/m
2-200g/m2范围内;本发明所述防渗透铝箔卷烟纸透气度为0cu,进一步形成的烟
支的香精香料无渗出,抽吸后的烟油渗出卷烟纸外表面比例在1%以内,在现有技术常规卷烟纸烟支(纸层表面不设置铝箔层)的5%以内;防潮性较好,在温度22℃、相对湿度60%的条件下平衡烟支,含水率增加值在0.9%以内,在现有技术常规卷烟纸烟支的30%以内。
附图说明
[0047]
图1是实施例1所述的防渗透铝箔卷烟纸的结构示意图;
[0048]
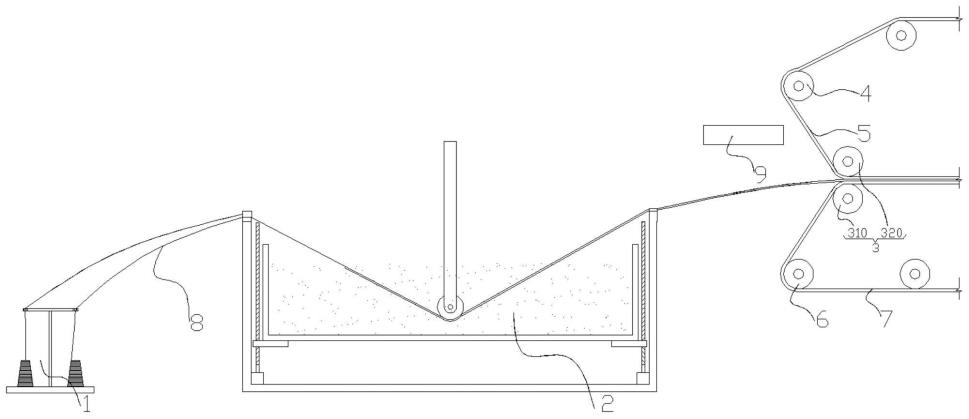
图2本发明所述防渗透铝箔卷烟纸加工工艺示意图;
[0049]
其中,1-纸层;2-铝箔层。
具体实施方式
[0050]
为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
[0051]
本发明各实施例中制备原料购置信息如下:
[0052]
纤维:购于青岛中易国际贸易有限公司,牌号为麻浆纤维;
[0053]
铝丝:购于江苏嘉实铜铝材制造有限公司,牌号为纯铝丝
[0054]
填料:购于建德市泰合新材料有限公司,牌号为轻质碳酸钙;
[0055]
造纸助剂:购于德州润德淀粉有限公司,名称为淀粉、改性淀粉、天然植物胶。
[0056]
本发明造纸采用的是现有的麻浆造纸加工工艺与现有的转移法膜面镀铝加工工艺,形成了本发明防渗透铝箔卷烟纸加工工艺,具体工艺流程如图2所示。
[0057]
实施例1
[0058]
本实施例提供一种防渗透铝箔卷烟纸,其结构示意图如图1所示,所述卷烟纸包括纸层1和设置于所述纸层一侧的铝箔层2;
[0059]
以所述纸层的总质量为100%计,所述纸层按照重量百分数由如下组分组成:
[0060][0061]
所述防渗透铝箔卷烟纸由如下方法制备,所述制备方法包括如下步骤:
[0062]
(1)将麻浆纤维、碳酸钙、造纸助剂按照配方量混合,按照麻浆造纸加工工艺制备,形成纸层,其中厚度为0.048mm,横螺纹,纸层的定量为45g/m2;
[0063]
(2)通过镀铝工艺在纸层的其中一侧均匀镀上厚度为0.002mm的铝箔,得到所述防渗透铝箔卷烟纸。
[0064]
实施例2
[0065]
本实施例提供一种防渗透铝箔卷烟纸,所述卷烟纸包括纸层和设置于所述纸层一侧的铝箔层;
[0066]
以所述纸层的总质量为100%计,所述纸层按照重量百分数由如下组分组成:
[0067][0068]
所述卷烟纸由如下方法制备,所述制备方法包括如下步骤:
[0069]
(1)将麻浆纤维、碳酸钙、造纸助剂按照配方量混合,按照麻浆造纸加工工艺制备,形成纸层,其中厚度为0.047mm,竖螺纹,纸层的定量为52g/m2;
[0070]
(2)通过镀铝工艺在纸层的其中一侧均匀镀上厚度为0.003mm的铝箔,得到所述防渗透铝箔卷烟纸。
[0071]
实施例3
[0072]
本实施例提供一种防渗透铝箔卷烟纸,所述卷烟纸包括纸层和设置于所述纸层一侧的铝箔层;
[0073]
以所述纸层的总质量为100%计,所述纸层按照重量百分数由如下组分组成:
[0074][0075][0076]
所述卷烟纸由如下方法制备,所述制备方法包括如下步骤:
[0077]
(1)将麻浆纤维、碳酸钙、造纸助剂按照配方量混合,按照麻浆造纸加工工艺制备,形成纸层,其中厚度为0.046mm,斜螺纹,纸层的定量为58g/m2;
[0078]
(2)通过镀铝工艺在纸层的其中一侧均匀镀上厚度为0.004mm的铝箔,得到所述防渗透铝箔卷烟纸。
[0079]
实施例4
[0080]
本实施例提供一种防渗透卷烟纸,所述卷烟纸包括纸层和设置于所述纸层一侧的铝箔层;
[0081]
以所述纸层的总质量为100%计,所述纸层按照重量百分数由如下组分组成:
[0082][0083]
所述卷烟纸由如下方法制备,所述制备方法包括如下步骤:
[0084]
(1)将麻浆纤维、碳酸钙、造纸助剂按照配方量混合,按照麻浆造纸加工工艺制备,
形成纸层,其中厚度为0.046mm,无螺纹,纸层的定量为58g/m2;
[0085]
(2)通过镀铝工艺在纸层的其中一侧均匀镀上厚度为0.004mm的铝箔,得到所述防渗透铝箔卷烟纸。
[0086]
实施例5
[0087][0088][0089]
所述卷烟纸由如下方法制备,所述制备方法包括如下步骤:
[0090]
(1)将麻浆纤维、碳酸钙、造纸助剂按照配方量混合,按照麻浆造纸加工工艺制备,形成纸层,其中厚度为0.035mm,横螺纹,纸层的定量为63g/m2;
[0091]
(2)通过镀铝工艺在纸层的其中一侧均匀镀上厚度为0.005mm的铝箔,得到所述防渗透铝箔卷烟纸。
[0092]
对比例1
[0093]
本对比例提供一种卷烟纸,其为实施例1中制成的未镀铝的普通卷烟纸,所述卷烟纸为不设置铝箔层的卷烟纸;
[0094]
以所述纸层的总质量为100%计,所述纸层按照重量百分数由如下组分组成:
[0095]
麻浆纤维
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
78.18%
[0096]
碳酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20%
[0097]
造纸助剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1.82%
[0098]
所述卷烟纸由如下方法制备,所述制备方法包括如下步骤:
[0099]
将麻浆纤维、碳酸钙、造纸助剂按照配方量混合,按照现有的麻浆造纸加工工艺制备,形成纸层,其中厚度为0.048mm,横螺纹。
[0100]
性能测试
[0101]
将实施例1-5和对比例1所述的卷烟纸进行如下测试:
[0102]
(1)透气度:采用gb/t 23227的规定逐张测定。
[0103]
将实施例1-5和对比例1所述的卷烟纸制成烟支进行如下测试:
[0104]
(1)实施例1-5和对比例1所述的卷烟纸在加热卷烟专用复合设备上通过复合成型制作成复合烟棒,将复合烟棒通过加热卷烟专用搓裹分切机搓裹上水松纸,并分切为采用长度45mm、圆周22.90mm、吸阻700a的烟支。其中,防渗透卷烟纸铝箔面在复合烟棒的内测。
[0105]
(2)香精香料渗出比例:分别取上述烟支1000支,在温度22℃、相对湿度60%的条件下平衡7天,观察香精香料渗出到卷烟纸外表面的比例。
[0106]
(4)抽吸后烟油渗出卷烟纸外表面比例:采用片式加热器具,借助吸烟机,分别各正常抽吸上述烟支100支,观察抽吸后烟油渗出到卷烟纸外表面的比例。
[0107]
(5)防潮性:烟支下线后,分别立即按照yc/t 28.8的规定检测烟支含水率,在温度22℃、相对湿度60%的条件下平衡7天,再分别按照yc/t 28.8的规定检测烟支含水率,分别计算出对应烟支在平衡7天后含水率增加值。
[0108]
测试结果汇总于表1中。
[0109]
表1
[0110][0111]
分析表1可知,本发明所述防渗透铝箔卷烟纸透气度为0cu,进一步形成的烟支的香精香料无渗出,抽吸后的烟油渗出卷烟纸外表面比例在1%以内,在现有技术常规卷烟纸烟支(纸层表面不设置铝箔层,对比例1)的5%以内,含水率增加值在0.9%以内,在现有技术常规卷烟纸烟支的30%以内。本发明所述卷烟纸不进行打孔,透气度为0cu,具备较好的防潮性,无需添加助燃剂;所述卷烟纸能够防止烟支中的香精香料从烟支中渗透到卷烟纸外侧,形成的烟支在抽吸后烟油渗出量也较低。
[0112]
分析对比例1与实施例1,对比例1性能不如实施例1,证明本发明所述卷烟纸的性能更佳。
[0113]
申请人声明,本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限于上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。