1.本发明涉及电极制备技术领域,尤其涉及一种化学气象沉积设备下部电极的制备方法及其焊接装置。
背景技术:
2.在化学气象沉积设备下部电机的制备中,需要将通过盖板将加热线凹槽进行焊接密封。
3.现有技术中,在将盖板与凹槽进行焊接时,一般都是普通焊接方式进行焊接,普通焊接方式焊接具有焊接面不够干净、消耗材料多和产生的气体污染较大等缺点,因此,需要一种焊接面干净、焊接材料消耗少和降低污染的焊接方式。
4.针对以上技术问题,本发明公开了一种化学气象沉积设备下部电极的制备方法及其焊接装置,本发明具有在化学气象沉积设备下部电机的制备中,通过搅拌摩擦焊进行台板盖板焊接,使得焊接面干净、焊接材料消耗少和降低污染,并且在焊接工作时,焊接更加高效等优点。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供了一种化学气象沉积设备下部电极的制备方法及其焊接装置,以解决现有技术中在化学气象沉积设备下部电机的制备中,通过普通方式焊接会使得焊接面不够干净、消耗材料多和产生的气体污染较大等技术问题,本发明具有在化学气象沉积设备下部电机的制备中,通过搅拌摩擦焊进行台板盖板焊接,使得焊接面干净、焊接材料消耗少和降低污染,并且在焊接工作时,焊接更加高效等优点。
6.本发明通过以下技术方案实现:本发明公开了一种化学气象沉积设备下部电极的制备方法,包括以下步骤:步骤一:首先将一块板材放入热处理炉进行热处理,消除应力;步骤二:将步骤一中的板材放置于加工中心工作台的真空吸盘上,进行真空吸附固定;步骤三:使用刀具对板材进行表面切削加工,切削至目标厚度,其中包含功能面以及缔结面;步骤四:将板材进行翻转,继续通过加工中心的真空吸盘进行真空吸附固定;步骤五:使用刀具对板材进行表面切削加工,切削至目标厚度,其中包含下表面以及加热线放置槽;步骤六:取另一块圆柱形材料,使用车床对圆柱的内,外侧进行加工,直至目标厚度;步骤七:再领取两块板材,放置于加工中心,加工两个对称的加热线放置槽的盖板;步骤八:将两个加热线进行折弯,最终形状与加热线凹槽相同;
步骤九:将折弯后的加热线进行通电加热测试;步骤十:将两个加热线与四个感温探头,放置于加热线凹槽内;步骤十一:将两个盖板,盖在加热线凹槽上,进行按压组装;步骤十二:将盖板表面及下表面进行酒精清洁;步骤十三:将盖板与下表面的缝隙通过焊接装置进行搅拌摩擦焊接;步骤十四:使用步骤六的套筒对加热线与感温探头的延伸段进行包裹;步骤十五:套筒底部与下表面进行氩弧焊;步骤十六:使用氦气检漏仪对所有焊接部进行检漏检查;步骤十七:对加热线、感温探头进行电性检查步骤十八:将台板放置于热处理颅内进行加热;步骤十九:待自然冷却后,将台板取出,使用激光平坦度测量对台板功能面进行平坦度测量;步骤二十:将台板放置在加工中心上,真空吸附固定;步骤二十一:对表面的孔、螺纹孔、边角进行精修;步骤二十二:重复步骤十六的操作;步骤二十三:使用端子及热缩护套,对加热线和感温探头的末端进行连接及标记。
7.进一步的,板材与圆柱形材料的材质均为铝合金。
8.一种化学气象沉积设备下部电极制备用的焊接装置,包括底座以及设置在底座一侧的搅拌摩擦焊设备,搅拌摩擦焊设备上设置有电控箱以及焊接部,底座的上方设置有上料点,搅拌摩擦焊设备工作台上设置有焊接点,底座的上方还设有环形循环输送机构,环形循环输送机构包括环形支撑架、板材移动机构、驱动机构和定位机构,环形循环输送机构的一端固定设置在底座的上方,环形循环输送机构的另一端设置在搅拌摩擦焊设备的工作台上且位于焊接点处,且环形循环输送机构水平布置,板材移动机构至少设置有两个,且板材移动机构通过环形支撑架的限位在焊接部的下方做环形运动,板材移动机构通过驱动机构在环形支撑架上进行自动化运动,环形支撑架的前端与后端均设置有对板材移动机构进行定位的定位机构。
9.进一步的,电控箱可对环形循环输送机构进行电控,底座上方还设有检测机构,环形支撑架包括环形架和环形导轨,环形导轨固定设置在环形架的上方,环形导轨为v形导轨。
10.进一步的,板材移动机构包括移动板、限位导轮、安装架和板材固定机构,移动板设置在环形架的上方,移动板下方设置有限位导轮,且限位导轮的一端与移动板转动连接,限位导轮至少有四个,限位导轮呈两排分布,且限位导轮为v形导轮,环形导轨插接在限位导轮的v形凹槽内部,且限位导轮与环形导轨滚动连接,安装架固定设置在移动板的上方,板材固定机构固定设置在安装架的上方。
11.进一步的,板材固定机构包括基准座和自动下压机构,基准座与自动下压机构均固定设置在安装架的上方,自动下压机构包括电动推杆和下压板,电动推杆至少设置有八个,且电动推杆分布在基准座的四边,电动推杆的伸缩轴一端固定设置有下压板,电动推杆伸缩轴在收缩时,下压板下移可以与基准座的上端面贴合,下压板与电动推杆的伸缩轴一端螺纹连接,电动推杆伸缩轴的一端固定设置有连接柱,连接柱的内部螺纹连接有螺杆,螺
杆的另一端与下压板转动连接,且螺杆另一端的外壁固定套接有螺帽,安装架由上固板和下固板组成,且上固板与下固板之间留有空间,上固板与下固板之间通过支撑杆固定连接,安装架上固定安装有蓄电池组单独对上方的电动推杆进行供电,蓄电池组安装在上固板和下固板之间,基准座的上端面横边和竖边均设置有基准块。
12.进一步的,驱动机构包括固定架、转轴、驱动轮和环形传送带,固定架设置有两个,两个固定架分别固定设置在环形架内部的两侧,转轴设置有四个,四个转轴呈矩形分布在环形架内部的两侧,且转轴与固定架通过轴承转动连接,转轴的两端分别延伸至固定架的上方与下方,转轴位于固定架上方的一端固定设置有驱动轮,驱动轮的外部套接有环形传送带,且驱动轮与环形传送带通过齿牙啮合连接,转轴的底端设置有驱动电机,且驱动电机固定安装在固定架的下方,驱动电机的输出端与转轴的底端固定连接,移动板的外壁与环形传送带的外壁固定连接。
13.进一步,检测机构包括导轨机构、平移机构、连接架、转动杆、转动盘和量具,导轨机构固定设置在底座的上方,且导轨机构位于上料点处,平移机构与导轨机构滑动配合,平移机构的上方设置有连接架,且连接架为l形,连接架的一端转动连接有转动杆,转动杆的底端固定设置有转动盘,转动盘的下端面一侧磁力安装有量具,转动杆的顶端设置有转动把手,导轨机构包括底板和滑轨,底板固定设置在底座的上端面,滑轨设置有两个,两个滑轨分别固定设置在底板上端面的两侧,平移机构包括移动架、滑套、螺纹筒、螺纹杆和操作转盘,移动架位于滑轨的上方,移动架下端面的两侧均固定设置有滑套,且滑套滑动套接在滑轨的外壁,移动架通过滑套和滑轨的配合在底座的上方朝向环形架方向进行滑动移动,螺纹筒固定设置在移动架的上方,螺纹筒的内部螺纹连接有螺纹杆,螺纹杆的另一端与连接架转动连接,且螺纹杆的外壁固定套接有对螺纹杆进行转动操作的操作转盘。
14.进一步,安装架的外壁安装有感应件,且感应件的材质为感应金属,搅拌摩擦焊设备工作台上固定设置有感应开关组件,感应开关组件与电控箱电控连接,定位机构分别设置在环形架的前端与后端,定位机构包括连接轴承、转杆、连接块、定位推杆和定位块,转杆通过连接轴承分别可传动的设置在环形架的前端和后端,转杆外壁的中段固定套接有连接块,环形架外壁固定安装有定位推杆,且定位推杆伸缩轴的一端与连接块的一端转动连接,定位推杆内部伸缩轴伸缩时,伸缩轴可以带动转杆进行小范围转动,转杆的外壁固定套接有定位块,且定位块的数量与移动板的数量相同,移动板的外壁开设有定位槽,定位块的顶端固定设置有定位柱,安装架外壁的感应件与感应开关组件感应接触时,移动板会移动至定位块顶端定位柱的上方,且定位柱与定位槽插接配合。
15.进一步,滑轨之间设置有齿条,移动架中安装有控制电机,控制电机的输出端安装有齿轮,且齿轮与齿条啮合连接,安装架的下端面固定设置有吸附座,焊接点处设置有电磁座,且吸附座的下端面与电磁座的上端面贴合且滑动配合。
16.本发明具有以下优点:(1)本发明通过设置搅拌摩擦焊设备和环形循环输送机构,从而在进行焊接工作时,工作人员将板材安装在基准座的上方时,通过启动驱动电机,使得驱动轮转动带动环形传送带运动,从而使得移动板运动,从而带动安装架、基准座和板材移动至焊接点通过焊接部进行焊接,由于焊接需要一定的时间,因此在焊接过程中,工作人员可以在环形架上方其他的基准座上安装板材,之后焊接完成后,再次启动驱动电机,可以不间断的将其他板材传
送至焊接点进行焊接,从而可以将焊接时间进行利用,适合大批量板材的焊接工作,节省更多的时间,提高效率,避免浪费过多的安装时间,并且将盖板与下表面的缝隙通过搅拌摩擦焊装置进行摩擦焊接,通过搅拌摩擦使得盖板与下表面的缝隙焊接效果更好,使得焊接面更为干净和整洁,并且在焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等,且不会产生污染,使得焊接更加环保;(2)本发明通过在每个安装架上均设置有蓄电池组,使得每个基准座上方的电动推杆均有独立的供电系统,并且每个供电系统可以随着安装架和基准座进行运动,使得电动推杆的启动无需与外界连接电线,避免安装架在环形架上进行环形运动时导致电线互相缠绕,而通过设置定位机构、电磁座和吸附座,从而在感应开关组件感应到感应件后,会将信号传递至电控箱,而电控箱会将驱动电机关闭,并且同时启动定位推杆,定位推杆内部伸缩轴伸出后,伸缩轴可以通过连接块带动转杆转动,而转杆转动会使得定位块转动,定位块转动会使得顶端的定位柱插接在定位槽的内部,从而使得移动板被进行定位无法移动,同时电控箱启动电磁座,电磁座通过磁力将吸附座进行吸附,从而使得基准座可以稳固的固定在焊接点,从而使得板材的位置固定更加稳固。
附图说明
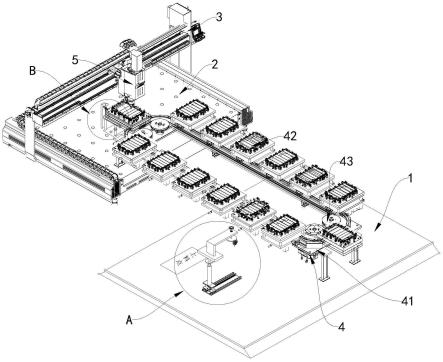
17.图1为本发明的整体结构示意图;图2为本发明的图1的a处局部放大结构示意图;图3为本发明的安装架与环形支撑架结构示意图;图4为本发明的环形支撑架结构示意图;图5为本发明的环形架与环形导轨结构示意图;图6为本发明的移动板与环形架结构示意图;图7为本发明图6的d处局部放大结构示意图;图8为本发明的环形导轨与限位导轮正视结构示意图;图9为本发明的板材移动机构结构示意图;图10为本发明的自动下压机构结构示意图;图11为本发明的驱动机构拆分状态结构示意图;图12为本发明图4的c处局部放大结构示意图;图13为本发明的定位机构结构示意图;图14为本发明的电磁座结构示意图;图15为本发明图1的b处局部放大结构示意图;图16为本发明的齿条与齿轮结构示意图。
18.图中:1、底座;2、搅拌摩擦焊设备;3、电控箱;4、环形循环输送机构;5、焊接部;6、检测机构;7、连接柱;8、螺杆;9、螺帽;10、感应件;11、感应开关组件;12、控制电机;13、齿条;14、吸附座;15、电磁座;16、齿轮;17、蓄电池组;18、基准块;41、环形支撑架;42、板材移动机构;43、驱动机构;44、定位机构;411、环形架;412、环形导轨;421、移动板;422、限位导轮;423、安装架;424、板材固定机构;4231、下固板;4232、上固板;4233、支撑杆;4241、基准座;4242、自动下压机构;42421、电动推杆;42422、下压板;431、固定架;432、转轴;433、驱动轮;434、环形传送带;435、驱动电机;441、连接轴承;442、转杆;443、连接块;444、定位推杆;
445、定位块;446、定位槽;447、定位柱;61、导轨机构;62、平移机构;63、连接架;64、转动杆;65、转动盘;66、量具;67、转动把手;611、底板;612、滑轨;621、移动架;622、滑套;623、螺纹筒;624、螺纹杆;625、操作转盘。
具体实施方式
19.下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例,在本发明的描述中,类似于“前”、“后”、“左”、“右”等指示方位或位置关系的词语仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.实施例1实施例1公开了一种化学气象沉积设备下部电极的制备方法,包括以下步骤:步骤一:首先将一块铝合金板材放入热处理炉进行热处理,消除应力;步骤二:将步骤一中的铝合金板材放置于加工中心工作台的真空吸盘上,进行真空吸附固定;步骤三:使用刀具对铝合金板材进行表面切削加工,切削至目标厚度,其中包含功能面以及缔结面;步骤四:将铝合金基板进行翻转,继续通过加工中心的真空吸盘进行真空吸附固定;步骤五:使用刀具对铝合金板材进行表面切削加工,切削至目标厚度,其中包含下表面以及加热线放置槽;步骤六:取另一块铝合金圆柱形材料,使用车床对圆柱的内,外侧进行加工,直至目标厚度;步骤七:再领取两块铝合金板材,放置于加工中心,加工两个对称的加热线放置槽的盖板;步骤八:将两个加热线进行折弯,最终形状与加热线凹槽相同;步骤九:将折弯后的加热线进行通电加热测试;步骤十:将两个加热线与四个感温探头,放置于加热线凹槽内;步骤十一:将两个盖板,盖在加热线凹槽上,进行按压组装;步骤十二:将盖板表面及下表面进行酒精清洁;步骤十三:将盖板与下表面的缝隙通过搅拌摩擦焊装置进行摩擦焊接,通过搅拌摩擦使得盖板与下表面的缝隙焊接效果更好,使得焊接面更为干净和整洁,并且在焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等,且不会产生污染,使得焊接更加环保;步骤十四:使用步骤六的套筒对加热线与感温探头的延伸段进行包裹;步骤十五:套筒底部与下表面进行氩弧焊;步骤十六:使用氦气检漏仪对所有焊接部进行检漏检查;步骤十七:对加热线、感温探头进行电性检查步骤十八:将台板放置于热处理颅内进行加热;
步骤十九:待自然冷却后,将台板取出,使用激光平坦度测量对台板功能面进行平坦度测量;步骤二十:将台板放置在加工中心上,真空吸附固定;步骤二十一:对表面的孔、螺纹孔、边角进行精修;步骤二十二:重复步骤十六的操作;步骤二十三:使用端子及热缩护套,对加热线和感温探头的末端进行连接及标记。
21.一种化学气象沉积设备下部电极的焊接装置,如图1-2所示,包括底座1以及设置在底座1一侧用于搅拌摩擦焊的搅拌摩擦焊设备2,搅拌摩擦焊设备2上设置有用于搅拌摩擦焊设备2编程控制的电控箱3以及可以移动的焊接部5,底座1的上方设置有上料点,搅拌摩擦焊设备2工作台上设置有焊接点,底座1的上方还设有环形循环输送机构4,且环形循环输送机构4的一端通过承重杆固定设置在底座1的上方,环形循环输送机构4的另一端通过承重杆设置在搅拌摩擦焊设备2的工作台上且位于焊接点处,且环形循环输送机构4水平布置,环形循环输送机构4可以通过电控箱3进行电控,通过设置环形循环输送机构4,从而工作人员可以在焊接部5对环形循环输送机构4上的板材进行焊接的过程中,可以提前将其他板材进行安装,使得焊接工作可以不间断进行,提高焊接效率,节省时间,并且为了便于工作人员对环形循环输送机构4上安装的板材进行平整度和侧边垂直度检测,在底座1的上方还设有检测机构6;具体的,如图1-4所示,环形循环输送机构4包括环形支撑架41、板材移动机构42、驱动机构43和定位机构44,其中,环形支撑架41的两端分别位于搅拌摩擦焊设备2工作台的上方和底座1的上方,板材移动机构42设置有六个,且板材移动机构42通过环形支撑架41的限位在焊接部5的下方做循环环形运动,从而使得六个板材移动机构42可以循环的移动至焊接点处通过焊接部5进行搅拌摩擦焊接,而板材移动机构42通过驱动机构43在环形支撑架41上进行自动化运动,使得本装置更加自动化,使得工人工作更加轻松,环形支撑架41的前端与后端均设置有对板材移动机构42进行定位固定的定位机构44,从而使得在板材移动机构42将板材移动至焊接点时,可以通过定位机构44对板材移动机构42的位置进行固定限位;具体的,如图5所示,环形支撑架41包括环形架411和环形导轨412,其中环形导轨412固定设置在环形架411的上方,具体的,如图5-9所示,环形导轨412为v形导轨,板材移动机构42包括移动板421、限位导轮422、安装架423和板材固定机构424,其中,移动板421设置在环形架411的上方,移动板421下方设置有限位导轮422,且限位导轮422的一端通过连接轴与移动板421转动连接,限位导轮422设置有四个,四个限位导轮422呈两排分布,且限位导轮422为v形导轮,环形导轨412的单边导轨位于移动板421下方的两排限位导轮422之间,且环形导轨412插接在限位导轮422的v形凹槽内部,限位导轮422与环形导轨412滚动连接,从而通过限位导轮422和环形导轨412的配合使得移动板421可以在环形架411的上方随着环形导轨412进行环形运动,且移动板421的下端面与环形导轨412的上端面贴合且滑动配合,而限位导轮422的下端面与环形架411的上端面贴合且滑动配合,从而可以通过环形导轨412和环形架411对移动板421进行支撑,而安装架423固定设置在移动板421的上方,具体的,安装架423由上固板4232和下固板4231组成,且上固板4232与下固板4231之间留有空间,上固板4232与下固板4231之间通过支撑杆4233固定连接,且支撑杆4233设置有四个,板
材固定机构424固定设置在上固板4232的上方,从而通过板材固定机构424对焊接板材进行固定进行焊接,而板材固定机构424包括基准座4241和自动下压机构4242,其中,基准座4241固定设置在上固板4232的上方,从而工作人员可以将板材放置在基准座4241并且通过自动下压机构4242对板材进行下压固定,而自动下压机构4242包括电动推杆42421和下压板42422,其中,电动推杆42421设置有八个,且八个电动推杆42421分别位于基准座4241的四边,且电动推杆42421固定安装在上固板4232的上方,而电动推杆42421的伸缩轴一端固定设置有下压板42422,电动推杆42421伸缩轴在收缩时,下压板42422下移可以与基准座4241的上端面贴合,从而使得在将板材放置在基准座4241的上方时,可以通过启动电动推杆42421使得下压板42422下压将板材压紧固定在基准座4241的上方,而由于下压板42422长时间使用,会使得下压板42422的下端面有磨损,从而每个下压板42422将板材进行下压固定会由于下压板42422的磨损致使板材下压不够平整,因此将下压板42422与电动推杆42421的伸缩轴一端进行螺纹连接,具体的,如图10所示,电动推杆42421伸缩轴的一端固定设置有连接柱7,连接柱7的内部螺纹连接有螺杆8,而螺杆8的另一端与下压板42422转动连接,且螺杆8另一端的外壁固定套接有螺帽9,因此,在每个下压板42422下压后,可以检测板材的平整度,之后可以将板材端面较高方向的下压板42422通过螺杆8进行下移,具体操作为,通过扳手将螺帽9转动,使得螺杆8转动,从而使得螺杆8带动下压板42422下移,而由于螺杆8与下压板42422螺纹连接,因此螺杆8转动不会带动下压板42422转动,下压板42422会保持对板材的下压,从而可以根据板材的平整度调节下压板42422的压紧度;如图1、图3和图9所示,每个安装架423上固定安装有蓄电池组17单独对上方的电动推杆42421进行供电,具体的,蓄电池组17安装在上固板4232和下固板4231之间,从而通过在每个安装架423上均设置有蓄电池组17,使得每个基准座4241上方的电动推杆42421均有独立的供电系统,并且每个供电系统可以随着安装架423和基准座4241进行运动,使得电动推杆42421的启动无需与外界连接电线,避免安装架423在环形架411上进行环形运动时导致电线互相缠绕,而为了使得板材在放置时,定位更加方便,在基准座4241上端面相互垂直的横边和竖边均设置有基准块18,从而使得工作人员在将板材放置在基准座4241上时,可以通过基准块18对板材的垂直摆放进行定位,避免板材摆放倾斜,从而使得焊接部5在走刀焊接时,避免走刀路线偏位;具体的,如图1、图6、图7和图11所示,驱动机构43包括固定架431、转轴432、驱动轮433和环形传送带434,其中,固定架431设置有两个,两个固定架431分别固定设置在环形架411内部的两侧,具体的,固定架431由两块固定板上下排列组成,而转轴432设置有四个,四个转轴432呈矩形分布在环形架411内部的两侧,且转轴432与固定架431通过轴承转动连接,而转轴432的两端分别延伸至固定架431的上方与下方,转轴432位于固定架431上方的一端固定设置有驱动轮433,而四个驱动轮433的外部套接有环形传送带434,且驱动轮433与环形传送带434通过齿牙啮合连接,四个转轴432中单独一个转轴432的底端设置有驱动电机435,且驱动电机435固定安装在固定架431的下方,驱动电机435的输出端与转轴432的底端传动连接,从而在工作时,启动驱动电机435,驱动电机435带动驱动轮433转动,驱动轮433带动环形传送带434和其他驱动轮433转动,从而使得在四个驱动轮433转动时可以带动环形传送带434进行转动,而移动板421的外壁与环形传送带434的外壁固定连接,从而使得环形传送带434在转动时可以带动移动板421进行转动,同时移动板421通过环形导轨412和
限位导轮422的限位进行环形运动,因此可以使得安装架423和基准座4241环形运动,从而使得基准座4241可以带动板材循环的往焊接点移动进行焊接,因此,在焊接工作时,工作人员将板材安装在基准座4241的上方时,通过启动驱动电机435,使得驱动轮433转动带动环形传送带434运动,从而使得移动板421运动,从而带动安装架423、基准座4241和板材移动至焊接点进行焊接,由于焊接需要一定的时间,因此在焊接过程中,工作人员可以在环形架411上方其他的基准座4241上安装板材,之后焊接完成后,再次启动驱动电机435,可以不间断的将其他板材传送至焊接点进行焊接,从而可以将焊接时间进行利用,适合大批量板材的焊接工作,节省更多的时间,提高效率,避免浪费过多的安装时间;为了便于工作人员对板材进行端面平整度和侧边安装垂直度进行检测,如图 1和图2所示,在底座1的上方设置有检测机构6,并且检测机构6位于上料点,因此,工作人员可以在上料点进行安装板材时,可以对板材的平整度和垂直度进行检测,具体的,检测机构6包括导轨机构61、平移机构62、连接架63、转动杆64、转动盘65和量具66,其中,导轨机构61固定设置在底座1的上方,且导轨机构61位于上料点处,而平移机构62与导轨机构61滑动配合,平移机构62的上方设置有连接架63,且连接架63为l形,连接架63的一端转动连接有转动杆64,转动杆64的底端固定设置有转动盘65,转动盘65的下端面一侧磁力安装有量具66,具体的,量具66为千分表,且千分表倒装,而转动杆64的顶端设置有转动把手67,从而工作人员可以通过导轨机构61的移动将平移机构62进行移动,使得连接架63将量具66移动至基准座4241的上方,之后通过量具66对板材进行检测;具体的,如图2所示,导轨机构61包括底板611和滑轨612,其中,底板611固定设置在底座1的上端面,而滑轨612设置有两个,两个滑轨612分别固定设置在底板611上端面的两侧,平移机构62包括移动架621、滑套622、螺纹筒623、螺纹杆624和操作转盘625,其中,移动架621位于滑轨612的上方,移动架621下端面的两侧均固定设置有滑套622,且滑套622滑动套接在滑轨612的外壁,移动架621通过滑套622和滑轨612的配合在底座1的上方朝向环形架411方向进行滑动移动,因此,通过设置滑套622和滑轨612,使得移动架621的移动更加平稳,从而使得检测效果更加精确,螺纹筒623固定设置在移动架621的上方,螺纹筒623的内部螺纹连接有螺纹杆624,螺纹杆624的另一端与连接架63转动连接,且螺纹杆624的外壁固定套接有对螺纹杆624进行转动操作的操作转盘625,从而工作人员可以通过转动螺纹杆624调节千分表的升降,从而进行平整度检测,因此,在需要对板材的平整度进行检测时,首先将移动架621通过滑套622和滑轨612进行移动,使得连接架63一端的量具66移动至基准座4241上板材的上方,之后通过将螺纹杆624转动,使得量具66下移,当千分表的顶针与板材的端面接触后,之后通过转动把手67将转动盘65转动,从而使得千分表转动,因此千分表可以在板材的上端面进行转动,从而通过千分表对板材的平整度进行检测,之后平整度检测完毕后,将千分表进行调整,使得千分表的顶针可以对准板材的侧边并且与板材的侧边接触,之后将移动架621通过滑轨612和滑套622的配合进行移动,从而使得千分表在板材的侧边顺着板材的侧边进行移动,从而通过千分表上的读数进行侧边基准面检测,因此,通过设置检测机构6,从而使得工作更加方便;具体的,如图1、图4、图12和图13所示,定位机构44分别设置在环形架411的前端与后端,定位机构44包括连接轴承441、转杆442、连接块443、定位推杆444和定位块445,其中,转杆442通过连接轴承441分别可传动的设置在环形架411的前端与后端,转杆442外壁的中
段固定套接有连接块443,而环形架411外壁还固定安装有定位推杆444,且定位推杆444伸缩轴的一端与连接块443的一端转动连接,当定位推杆444内部伸缩轴伸缩时,伸缩轴可以带动转杆442进行小范围转动,而转杆442的外壁固定套接有定位块445,且定位块445的数量与移动板421的数量相同,移动板421的外壁开设有定位槽446,定位块445的顶端固定设置有定位柱447,在安装架423移动至焊接点处时,移动板421会移动至定位块445顶端定位柱447的上方,定位柱447与定位槽446插接配合,从而在定位推杆444内部伸缩轴伸出后,伸缩轴可以通过连接块443带动转杆442转动,而转杆442转动会使得定位块445转动,定位块445转动会使得顶端的定位柱447插接在定位槽446的内部,从而使得移动板421被进行定位无法移动;而为了使得板材在移动至焊接点可以精准定位并且停止,如图1、图9、图14和图15所示,在每个安装架423的外壁均安装有感应件10,具体的,感应件10的材质为感应金属,而搅拌摩擦焊设备2工作台上固定设置有感应开关组件11,且在基准座4241移动至焊接点时,感应开关组件11与感应件10感应连接,感应开关组件11与驱动电机435和定位推杆444均与通过电控箱3电控连接,从而使得在感应开关组件11与感应件10感应接触后,移动板会移动至定位块445顶端定位柱447的上方,同时感应开关组件11会将信号传递至电控箱3,而电控箱3会将驱动电机435关闭,并且同时启动定位推杆444,定位推杆444内部伸缩轴伸出后,伸缩轴可以通过连接块443带动转杆442转动,而转杆442转动会使得定位块445转动,定位块445转动会使得顶端的定位柱447插接在定位槽446的内部,从而使得移动板421被进行定位无法移动,使得本装置自动化更高。
22.实施例2在实施例1的基础上,一种化学气象沉积设备下部电极的焊接装置,为了使得移动架621的移动更加具有自动化,使得检测工作更加方便,如图3和图16所示,在两个滑轨612之间设置有齿条13,而移动架621中安装有控制电机12,且控制电机12的输出端安装有齿轮16,齿轮16与齿条13啮合连接,从而通过启动控制电机12,控制电机12控制齿轮16转动,从而通过齿轮16与齿条13的配合使得移动架621可以自动在滑轨612的上方进行移动,使得检测工作更加方便;为了使得在感应件10与感应开关组件11感应后,基准座4241的固定更加稳定,如图1、图3、图9、图14和图15所示,在下固板4231的下端面固定设置有吸附座14,在焊接点处设置有电磁座15,且吸附座14的下端面与电磁座15的上端面贴合且滑动配合,并且电磁座15与电控箱3电控连接,因此,在感应开关组件11感应到感应件10后,会将信号传递至电控箱3,电控箱3启动电磁座15,电磁座15通过磁力将吸附座14进行吸附,从而使得基准座4241可以稳固的固定在焊接点。
23.本发明的原理如下:本发明在进行焊接工作时,工作人员将板材安装在基准座4241的上方时,通过启动驱动电机435,使得驱动轮433转动带动环形传送带434运动,从而使得移动板421运动,从而带动安装架423、基准座4241和板材移动至焊接点进行焊接,由于焊接需要一定的时间,因此在焊接过程中,工作人员可以在环形架411上方其他的基准座4241上安装板材,之后焊接完成后,再次启动驱动电机435,可以不间断的将其他板材传送至焊接点进行焊接,并且焊接完毕的板材可以通过移动板421移动至上料点,工作人员可以通过启动电动推杆42421,使得下压板42422与板材分离,之后将板材取出,并且重新装入板
材进行焊接,从而可以将焊接时间进行利用,适合大批量板材的焊接工作,节省更多的时间,提高效率,避免浪费过多的安装时间。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。