1.本发明涉及加工刀具领域,尤其涉及一种球冠刀及其加工工艺。
背景技术:
2.近年来在电子器件生产用超精密金刚石切削进行微加工具有重要作用,目前电子器件以高功能化和微型的方向发展,电子器件中有些塑料元件是用金属模具压制的,这种金属模具的加工要求达到亚微米级成形精度和纳米级表面光洁度,此外加工的元器件,不只是平面或者圆柱形,还有要求达到微米级精度的三维空间形状,因此,金刚石刀具在这些领域的加工过程中起到不可或缺的作用。
3.但是,由于目前加工时,刀具温度较高,使得目前的加工刀具存在着不耐磨的问题,因此,本发明提出了一种球冠刀及其加工工艺。
技术实现要素:
4.本发明要解决的技术问题是针对上述缺陷,提供一种球冠刀,以解决现有技术中球冠刀不耐磨的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种球冠刀,所述球冠刀包括:
7.切削部,所述安装部为金刚石;
8.安装部,所述安装部和切削部固定连接;所述安装部内设置有连接冷却气体的冷却部,所述冷却部在靠近所述切削部的一端设置有环绕安装部的出气口,所述冷却部在安装部的侧面设置有连接气源的进气口。
9.进一步的,所述球冠刀还包括:
10.所述安装部包括:
11.第一轴颈,所述第一轴颈上设置有用于连接所述切削部的刀头部;
12.第二轴颈,所述第二轴颈的外径大于所述第一轴颈的外径,所述第二轴颈上设置有导气槽,所述导气罩套设在所述第二轴颈上;
13.刀柄。
14.进一步的,所述导气罩靠近切削部的一端为缩口结构。
15.进一步的,所述球冠刀还包括:
16.进气接口,所述进气接口固定连接到所述导气罩上,所述进气接口与所述冷却部连通。
17.一种球冠刀加工工艺,包括以下步骤:
18.粗加工,对所述切削部和所述安装部粗加工,将其加工成预设形状,并在所述安装部内加工出冷却部;
19.预处理,对所述切削部进行焊接前预处理,用于增加所述切削部与所述安装部之间的焊接强度;
20.焊接所述安装部与所述切削部,在所述切削部上喷焊胎体材料,将所述切削部夹紧在所述安装部上,并将所述切削部和所述安装部置于真空炉中,将真空炉加热到预设温度后自然冷却后取出,然后焊接后的所述安装部和所述切削部悬挂预设时间,得到半成品刀具;
21.精加工,将所述半成品刀具置于磨削设备上,采用磨削设备将所述切削部打磨加工至预设精度,然后将打磨后的半成品刀具置于合金加工设备上加成预设精度,得到半成品球冠刀;
22.热处理,将所述半成品球冠刀放置于真空炉中在加热至预设温度,保温预设时间后随炉冷却至室温,再将冷却至室温的半成品球冠刀再次加热后保温,然后冷却至室温,得到球冠刀。
23.作为本发明进一步的方案,所述预处理包括以下步骤:
24.将所述切削部分别用稀盐酸、丙酮清洗干净并烘干,然后将烘干后的所述切削部置于坩埚中与钛粉混合,再用氯基混合盐将其覆盖;
25.将坩埚放入加热至氯基混合盐熔点温度以上100摄氏度至150摄氏度的加热炉中,保温0.5至1小时后随炉冷却,将取出后的坩埚放入清水中,溶解氯基混合盐,取出所述切削部,并烘干;
26.将处理后的所述切削部置于真空炉中,在真空环境下加热900℃并恒温一小时后随炉冷却;
27.取出经真空炉处理后的所述切削部,并在所述切削部表面的非焊接区域涂覆热绝缘剂。
28.作为本发明进一步的方案,所述热绝缘剂为tih2粉末。
29.作为本发明进一步的方案,加工所述冷却部包括以下步骤:
30.将原料置于合金加工设备上,分别加工出安装部和导气罩,在安装部上加工导气槽;
31.焊接所述安装部和所述导气罩。
32.作为本发明进一步的方案,焊接所述安装部与所述切削部时,所述真空炉内的温度为800摄氏度。
33.作为本发明进一步的方案,精加工所述半成品刀具时,以所述切削部的切削点为起始点。
34.综上所述,本发明与现有技术相比具有以下有益效果:
35.1、本发明通过在球冠刀的切削部采用金刚石材料,并在零部件加工时,通过低温惰性气体作为冷却剂降低切削部的温度,同时切削部与外界环境使得切削部处于无氧环境,从而提高切削部的热稳定性和降低切削部的温度,进而提高金刚石刀具的耐磨性。
36.2、本发明采用先焊接切削部和安装部再进行精加工切削部和安装部的方式,以切削部的切削点作为起始点加工刀具,提高了刀具的精度,从而提高了零部件加工的精度。
附图说明
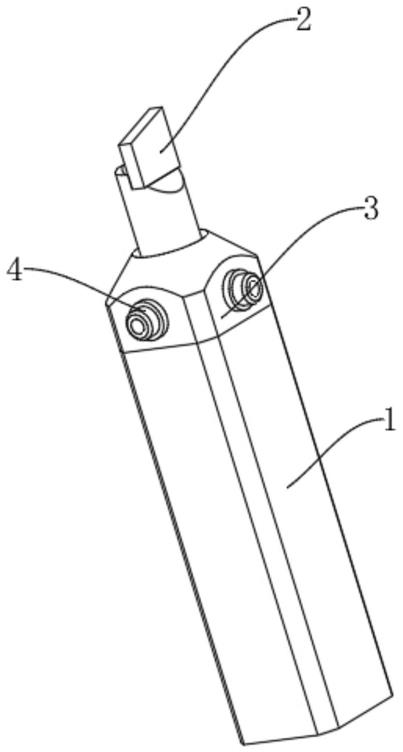
37.图1为本发明的结构示意图。
38.图2为本发明爆炸图。
39.图3为本发明的全剖图。
40.图4为本发明中刀柄的结构示意图。
41.图5为本发明中导气罩的结构示意图。
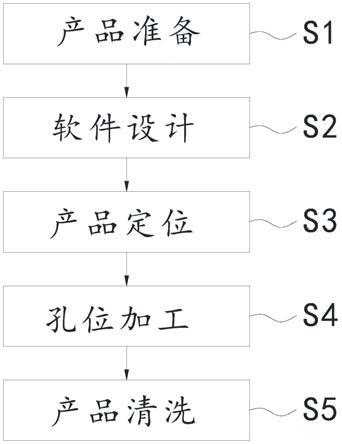
42.图6为本发明实施例提供的加工工艺的流程图。
43.附图标记:1
‑
安装部,11
‑
第一轴颈,12
‑
刀头部,13
‑
第二轴颈,14
‑
导气槽,15
‑
刀柄,2
‑
切削部,3
‑
导气罩,31
‑
接口孔,4
‑
进气接口。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.由图1~图3所示,在本发明提供的一个实施例中,一种球冠刀,其与用于机床加工零部件,所述球冠刀包括:
46.切削部2,所述切削部2用于在机床上加工零部件,所述安装部1为金刚石;
47.安装部1,所述安装部1和切削部2固定连接,所述安装部1将切削部2固定连接到机床上;所述安装部1内设置有连接冷却气体的冷却部,所述冷却部在靠近所述切削部2的一端设置有环绕安装部1的出气口,所述冷却部在安装部1的侧面设置有连接气源的进气口;
48.在一些示例中,所述安装部1和切削部2通过焊接的方式固定连接,所述安装部1为合金或钨钢;
49.在加工零部件时,将含有低温惰性气体的气源接入冷却部的进气口,加工时,向所述安装部1内充入低温惰性气体,所述惰性冷却气体从所述冷却部的出气口吹出,所述低温惰性气体环绕所述切削部2并从所述切削部2上处吹向加工位置,所述低温惰性气体将所述切削部2和所述零部件与外界隔离,使得所述切削部2处于无氧环境,同时,所述低温惰性气体在吹向所述切削部2的过程中将所述切削部2的热量带走,达到对所述切削部2降温的目的,所述切削部2在无氧环境中具有较高的热稳定性,从而提高所述切削部2的耐磨性,同时,所述低温惰性气体对所述切削部2降温,防止所述切削部2产生高温而影响所述切削部2的稳定性,从而提高所述切削部2的耐磨性。
50.在本发明的一个实施例中,所述球冠刀还包括:
51.导气罩3,所述导气罩3固定连接到安装部1上,所述导气罩3与安装部1配合形成所述冷却部的出气口,所述导气罩3两端设置有开口的筒状,所述导气罩3靠近切削部2的一端为缩口结构,使得低温惰性气体能够均匀的吹向所述切削部2;
52.所述安装部1包括:
53.第一轴颈11,所述第一轴颈11上设置有用于连接所述切削部2的刀头部12,所述刀头部12为剖切二分之一圆台,所述切削部2通过焊接的方式固定连接到所述刀头部12处;
54.第二轴颈13,所述第二轴颈13的外径大于所述第一轴颈11的外径,所述第二轴颈13上设置有导气槽14,所述导气槽14在第二轴颈13靠近第一轴颈11的一端设置有开口,所述导气罩3套设在所述第二轴颈13上,且所述导气罩3与所述第二轴颈13密封连接,所述导气罩3上设置有与所述导气槽14连通的接口孔31;
55.刀柄15,所述第一轴颈11、第二轴颈13和刀柄15为一体结构,所述刀柄15用于连接机床;
56.作为本发明实施例中一种优选的方式,所述第二轴颈13和刀柄15的外侧为方形;
57.所述导气槽14设置有四组,所述导气槽14绕所述第二轴颈13的轴线均布;所述接口孔31设置有四组,所述接口孔31绕所述第二轴颈13的轴线均布。
58.在本发明的中的一个实施例中,所述球冠刀还包括:
59.进气接口4,所述进气接口4固定连接到所述接口孔31处,所述进气接口4用于连接低温惰性气体的气源;
60.在一些示例中,所述进气接口4通过焊接的方式与所述导气罩3固定连接;
61.需要说明的是,本发明并不限定所述进气接口4与所述导气罩3的连接方式,所述进气接口4还可以通过螺纹连接与所述导气罩3固定连接。
62.如图6所示,一种球冠刀的加工工艺,包括以下步骤:
63.s100、粗加工,对所述切削部和所述安装部粗加工,将其加工成预设形状,并在所述安装部内加工出冷却部;
64.在本发明提供的实施例中,所述步骤s100具体包括:
65.加工切削部2,取金刚石毛坯,通过金刚石加工装置加工成预设形状;
66.加工安装部1,取钨钢棒,将其置于电火花切割设备上对其进行粗加工,得到第一粗胚,然后将其置于磨削设备上将其加工出第一轴颈11、刀头部12和第二轴颈13的形状,得到半成品刀柄,再将其置于火花机上加工出导气槽14的结构,得到刀柄;
67.加工导气罩3,取钨钢棒,将其置于电火花切割设备上对其进行粗加工,得到第二粗胚,然后将第二粗胚置于磨削设备上加工出导气罩3的形状,得到半成品导气罩,再将半成品导气罩置于火花机上加工出接口孔31;
68.s200、预处理,对所述切削部进行焊接前预处理,用于增加所述切削部与所述安装部之间的焊接强度;
69.在本发明提供的实施例中,所述步骤s200具体包括:
70.s210、将所述切削部2分别用稀盐酸、丙酮清洗干净并烘干,然后将烘干后的所述切削部2置于坩埚中与钛粉混合,再用氯基混合盐将其覆盖;
71.s220、将坩埚放入加热至氯基混合盐熔点温度以上100摄氏度至150摄氏度加热炉中,保温0.5至1小时后随炉冷却,将取出后的坩埚放入清水中,溶解氯基混合盐,取出所述切削部2,并烘干。
72.s230、将步骤s130处理后的所述切削部2真空炉中,在真空环境下加热900℃并恒温一小时后随炉冷却;
73.s240、取出经步骤s140处理后的所述切削部2,并在所述切削部2表面的非焊接区域涂覆热绝缘剂,在一些示例中,所述热绝缘剂为tih2粉末,涂覆热绝缘剂时,将所述热绝缘剂融化后涂覆在所述切削部2的非焊接区域;
74.s300、焊接所述安装部与所述切削部,在所述切削部上喷焊胎体材料,将所述切削部夹紧在所述安装部上,并将所述切削部和所述安装部置于真空炉中,将真空炉加热到预设温度后自然冷却后取出,然后焊接后的所述安装部和所述切削部悬挂预设时间,得到半成品刀具;
75.在本发明提供的实施例中,所述步骤s300具体包括:
76.焊接所述安装部1和所述切削部2,在所述刀头部12处喷焊低熔点的胎体材料,将预处理后的所述安装部1采用夹紧装置固定到所述刀头部12处,并将其置于真空炉中,在所述真空炉中加热至800摄氏度后自然冷却后至少2小时后取出,然后将焊接后的所述安装部1和所述切削部2悬挂至少10小时;
77.在所述安装部1和所述导气罩3的接触面涂覆助焊剂,采用涡流焊接的方式将所述安装部1和所述导气罩3固定连接,得到半成品刀具;
78.所述胎体材料以镍、钴为主要成分,加入适量的钛、微量的稀土及少量的硼、硅等,稀土、硼、硅等在降低合金熔点的同时能提高合金流动性与浸润性,从而提高所述安装部1和切削部2的焊接牢固性;在制作胎体材料时,将预选的合金按照预设的比例将其熔炼成合金,并将熔炼后的合金雾化成所需力度的胎体粉末,将胎体粉末喷焊在所述安装部1上;
79.s400、精加工,将所述半成品刀具置于磨削设备上,采用磨削设备将所述切削部打磨加工至预设精度,然后将打磨后的半成品刀具置于合金加工设备上加成预设精度,得到半成品球冠刀;
80.在本发明提供的实施例中,所述步骤s400具体包括:
81.将半成品刀具置于磨削设备上将所述切削部2打磨至预设精度,将打磨后的半成品刀具置于合金加工设备上以所述切削部2的切削点为起始点对所述安装部1和所述导气罩3精加工,使其满足预设尺寸,将所述进气接口4安装到所述接口孔31处,得到半成品球冠刀;
82.其中,所述切削点为所述切削部2与所述零部件的接触点;
83.s500、热处理,将所述半成品球冠刀放置于真空炉中在加热至预设温度,保温预设时间后随炉冷却至室温,再将冷却至室温的半成品球冠刀再次加热后保温,然后冷却至室温,得到球冠刀;
84.在本发明提供的实施例中,所述步骤s500具体包括:
85.热处理,将半成品球冠刀置于真空炉中加热至630摄氏度至670摄氏度,并保持加热状态22小时至66小时后随炉冷却,当温度降低到80摄氏度至120摄氏度时,将半成品球冠刀取出,在空气中自然冷却至室温,然后冷却至室温的半成品球冠刀放置于真空炉中,在真空环境下加热至220摄氏度至240摄氏度,保温2小时至4小时后随炉冷却,温度降低到80摄氏度至120摄氏度时,将半成品球冠刀取出,在空气中自然冷却至室温得到球冠刀。
86.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。