1.本实用新型属于金属热模锻成形技术领域,具体涉及一种用于热模锻的切边冲孔复合模架。
背景技术:
2.现有技术中用于锻件复合切边冲孔的模架主要有两类:一类是锻件在切边冲孔时发生运动,切边刃口模和冲孔冲头固定在模架下半部分且不发生运动,工作时模架上半部分运动,并通过上凸模推动锻件运动完成切边;第二类是锻件在切边冲孔时不发生运动,切边刃口模和冲孔冲头固定在模架上半部分且随着模架上半部分运动而运动,从而完成切边。
3.第一类模架在使用过程中,由于冲孔废料不好处理,应用表面较小。第二类模架应用较广,但第二类模架在锻件完成切边后,锻件随着切边刃口模具一同被带上去,每次都需要顶出来。常见的顶出方式是通过一个固定在下模架上的横杆完成卸料,因该横杆要穿过固定切边刃口模的工装,且还要保证模具上半部分运动时,不会碰到卸料横杆,所以模架上部分体积就会比较大;另外,该种卸料方式,不能使这种模架从侧面进行自动化送料,有一定的局限性。还有一种卸料方式是将卸料横杆固定在几个氮气弹簧上,通过弹簧力完成卸料,这种卸料方式,每次切边冲孔时都会接触到锻件,对一些异形锻件不友好,使用过程中很容易压伤。
技术实现要素:
4.针对现有技术中存在不足,本实用新型提供了一种用于热模锻的切边冲孔复合模架,实现切边上模、冲孔冲头和切边冲孔下模快速拆换。
5.本实用新型是通过以下技术手段实现上述技术目的的。
6.一种用于热模锻的切边冲孔复合模架,包括:通过导套和导柱配合的上模座和下模座;
7.所述下模座上部固定有切边冲孔下模;
8.所述切边冲孔下模和切边上模的中心线在竖直方向对齐,切边上模上端依次固定有上模承接座和上底座,上底座固定在上模座底端;
9.所述上底座内部间隙配合有顶杆座,顶杆座下端固定上顶杆,上顶杆下端依次穿过上模承接座和切边上模;
10.所述上模承接座内部固定有冲孔冲头;
11.所述上模承接座顶端与顶杆座之间设有矩形弹簧;
12.所述顶杆座上部设有顶杆接杆,顶杆接杆与冲床压力机上的打杆接触。
13.上述技术方案中,所述下模座上部固定有下底座,下底座上部的凹槽中固定切边冲孔下模承接座,切边冲孔下模承接座上部固定切边冲孔下模。
14.上述技术方案中,所述切边冲孔下模上端穿过卸料板,卸料板四周穿入卸料导杆,
卸料导杆底端固定在下底座上,且卸料导杆上套设有弹簧。
15.上述技术方案中,所述切边冲孔下模、切边冲孔下模承接座和下模座中间均开设有通孔。
16.上述技术方案中,所述切边冲孔下模上表面的形状根据锻件形状进行设计。
17.上述技术方案中,所述下底座的凹槽中设有调节螺栓。
18.上述技术方案中,导套下端套入导柱上端,导柱下端固定在下模座上,导套上端穿入上模座,导套上部的法兰通过导套压板压住,且导套压板固定在上模座底端。
19.上述技术方案中,所述上模座和下模座均与冲床压力机连接。
20.上述技术方案中,所述切边上模为中空设计。
21.本实用新型的有益效果为:
22.(1)本实用新型中的切边上模固定在上模承接座上,且位于上模座的最下端,上模承接座内部固定有冲孔冲头,切边上模和冲孔冲头便于拆换;
23.(2)本实用新型中的切边冲孔下模固定在切边冲孔下模承接座上部,且位于下模座的最上端,切边冲孔下模便于拆换;且切边冲孔下模上表面的形状根据锻件形状进行设计,便于不同型号锻件的快速切换;
24.(3)本实用新型中杆接杆顶端插入冲床压力机滑块内,与冲床压力机上的打杆接触,在切边冲孔结束后,冲床压力机复位过程中,当打杆在限位装置的作用下停止运动,从而依次推动顶杆接杆、顶杆座、上顶杆向下移动,上顶杆将卡在切边上模中的锻件推出,完成卸料;避免模架上部分体积过大、压伤异形锻件的问题。
附图说明
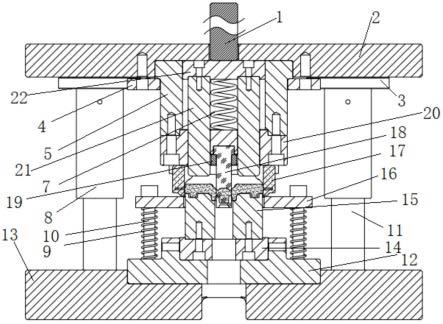
25.图1为本实用新型所述用于热模锻的切边冲孔复合模架结构示意图;
26.图中:1-顶杆接杆,2-上模座,3-导套压板,4-上底座压板,5-上底座,7-矩形弹簧,8-导套,9-弹簧,10-卸料导杆,11-导柱,12-下底座,13-下模座,14-切边冲孔下模承接座,15-切边冲孔下模,16-卸料板,17-切边上模,18-冲孔冲头,19-压板,20-上模承接座,21-上顶杆,22-顶杆座。
具体实施方式
27.下面结合附图以及具体实施例对本实用新型作进一步的说明,但本实用新型的保护范围并不限于此。
28.如图1所示,本实用新型一种用于热模锻的切边冲孔复合模架,包括顶杆接杆1、上模座2、导套压板3、上底座压板4、上底座5、矩形弹簧7、导套8、弹簧9、卸料导杆10、导柱11、下底座12、下模座13、切边冲孔下模承接座14、切边冲孔下模15、卸料板16、切边上模17、冲孔冲头18、压板19、上模承接座20、上顶杆21和顶杆座22。
29.导套8上端穿入上模座2,导套压板3固定在上模座2底端,且导套压板3压住导套8法兰;导套8下端套入导柱11上端,导柱11下端固定在下模座13上。上模座2和下模座13通过导柱11和导套8的配合,保证前后左右相对位置的准确性。上模座2和下模座13直接与冲床压力机相连。
30.下模座13上部固定有下底座12,下底座12上部设有凹槽,凹槽中固定切边冲孔下
模承接座14,切边冲孔下模承接座14前后左右的位置可以通过下底座12凹槽中的调节螺栓进行微调,保证切边冲孔加工的准确性;切边冲孔下模承接座14上部固定切边冲孔下模15,根据锻件形状设计切边冲孔下模15上表面的形状,保证工作时,每次放置锻件都能准确的定位;切边冲孔下模15上端穿过卸料板16,卸料板16四周穿入卸料导杆10,卸料导杆10底端固定在下底座12上,且卸料导杆10上套设有弹簧9。切边冲孔下模15、切边冲孔下模承接座14和下模座13中间均开设有通孔。
31.切边上模17和切边冲孔下模15的中心线在竖直方向对齐,切边上模17上端固定在上模承接座20上,上模承接座20上端固定在上底座5上,上底座5通过上底座压板4固定在上模座2底端;上底座5内部间隙配合有顶杆座22,顶杆座22下端固定上顶杆21,上顶杆21下端依次穿过上模承接座20和切边上模17;上模承接座20内部通过压板19和螺栓固定有冲孔冲头18;上模承接座20顶端与顶杆座22之间设有两个矩形弹簧7;顶杆接杆1底端穿入上模座2中,且底部与顶杆座22接触,顶杆接杆1顶端插入冲床压力机滑块内,与冲床压力机上的打杆接触。切边上模17为中空设计。
32.一种用于热模锻的切边冲孔复合模架的使用方法,将锻件放置在切边冲孔下模15顶端,上模座2在冲床压力机的带动下,向下移动,冲孔冲头18将锻件中间冲孔连皮冲掉,冲孔连皮沿中间通孔掉入废料箱中,然后,切边上模17将锻件周边的飞边切掉,切边上模17推动卸料板16向下移动,在切边上模17向上移动时,卸料板16在弹簧9的作用下复位,切掉的飞边均落在卸料板16上,方便取出;切边冲孔后的锻件卡在切边上模17中,切边冲孔时,前后对称的两个矩形弹簧7撑起顶杆座22,避免上顶杆21向下移动;冲床压力机带动上模座2复位,在复位过程中,冲床压力机打杆在限位装置的作用下停止运动,从而依次推动顶杆接杆1、顶杆座22、上顶杆21向下移动,上顶杆21将卡在切边上模17中的锻件推出,完成卸料。
33.所述实施例为本实用新型的优选的实施方式,但本实用新型并不限于上述实施方式,在不背离本实用新型的实质内容的情况下,本领域技术人员能够做出的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。