1.本实用新型涉及软磁铁氧体磁芯压制成型模具工装领域,尤其涉及一种压机模具转换装置。
背景技术:
2.软磁铁氧体磁芯制造过程包括成型、烧结及研磨三大工序,其中成型工序是起到基础关键作用。成型的原理是使用合适压力吨位的压机,先将粉末填充在模具母型,通过上模冲头、下模冲头作用在粉末,在母型内冲压成型。
3.旋转压机因为多工位高速旋转成型,效率高而被广泛使用;目前使用较多的型号根据压力分为r200、r300、r400、r500等系列。而所需要的成型模具也是相应配套压机系列使用,不能跨压机系列使用,即r300机台配套的模具不能在r400上使用。这对于灵活安排生产,充分利用压机产能非常不利。
4.由于r200、r300、第二压机结构,机械运动行程不一样,因此第一压机模具转换到第二压机要开发的组合装置与r200压机模具转换到第一压机会有所不同。
技术实现要素:
5.本实用新型所要解决的技术问题在于,提供一种压机模具转换装置,其装置简单、设计合理,易于加工制作,使用操作便捷,可有效降低生产成本,利于提高生产效率。
6.为了解决上述技术问题,本实用新型提供了一种压机模具转换装置,用于将第一压机模具转换在第二压机中使用,所述第二压机包括上转盘、中转盘和下转盘,所述第一压机模具包括上模冲头、下模冲头和母模,所述组合装置包括上型定位圈,所述上型定位圈安装在所述上转盘上,所述上型定位圈上方设有上型垫板,所述上型垫板和所述上型定位圈配合固定所述上模冲头,所述上型定位圈下方设有母型套,所述母型套安装在所述中转盘上并用于固定所述第一压机模具,所述母型套下方设有下型座,所述下型座用于安装在所述下转盘上并用于固定所述下模冲头。
7.优选地,所述上型定位圈上设有第一凸台,所述上型定位圈通过所述第一凸台实现与所述上转盘固定定位;
8.所述上型垫板上设有第一凹槽,所述第一凹槽与所述第一凸台相配合,实现所述上型定位圈与上型垫板的定位。
9.优选地,所述上型定位圈上设有第一内槽和第一通孔,所述第一内槽与第一通孔相连通;
10.所述上模冲头伸入所述第一内槽内并穿过所述第一通孔,所述上型垫板盖于所述上型定位圈上方,并通过上螺母将所述上型垫板固定在所述上转盘上,实现固定所述上模冲头。
11.优选地,所述母型套包括第二内槽和第二通孔,所述第二内槽和第二通孔相互连通,所述第一压机模具的母模伸入所述第二内槽内,并穿过所述第二通孔,实现所述第一压
机模具的固定。
12.优选地,所述母型套与所述中转盘通过母型螺母实现固定,所述母型螺母上设有定位孔。
13.优选地,所述下型座设有第三内槽,所述下模冲头伸入所述第三内槽,实现所述下模冲头的固定。
14.优选地,所述下型座与所述下转盘通过下螺母实现固定。
15.优选地,所述下型座下部设有外螺纹,所述外螺纹与所述下螺母的内螺纹紧密配合锁定所述下模冲头;所述下型座外表面上设有外角,用于拆装所述下型座。
16.优选地,所述第一压机模具为r300压机模具,所述第二压机为r400型压机。
17.优选地,所述上型定位圈、上型垫板和下型座为模具钢制品,所述母型套为钨钢制品。
18.本实用新型,具有如下有益效果:
19.本实用新型提供的压机模具转换装置包括上型定位圈,所述上型定位圈安装在所述上转盘上,所述上型定位圈上方设有上型垫板,所述上型垫板和所述上型定位圈配合固定所述上模冲头,所述上型定位圈下方设有母型套,所述母型套安装在所述中转盘上并用于固定所述第一压机模具,所述母型套下方设有下型座,所述下型座用于安装在所述下转盘上并用于固定所述下模冲头。本实用新型能够将第一压机的成型模具转换在第二压机使用的组合装置,可以便于生产灵活排产,其结构设计简单合理、易于加工制作、操作便捷的优点,可有效降低生产设备配件成本,利于充分利用设备产能,灵活安排生产。在第一压机生产订单丰沛,但第一压机不足,第二压机有空余产能,利用这组合装置可以将第一压机成型模具在第二压机上使用,最大化利用现有设备产能来排产,缩短生产周期,满足客户交单需求。
附图说明
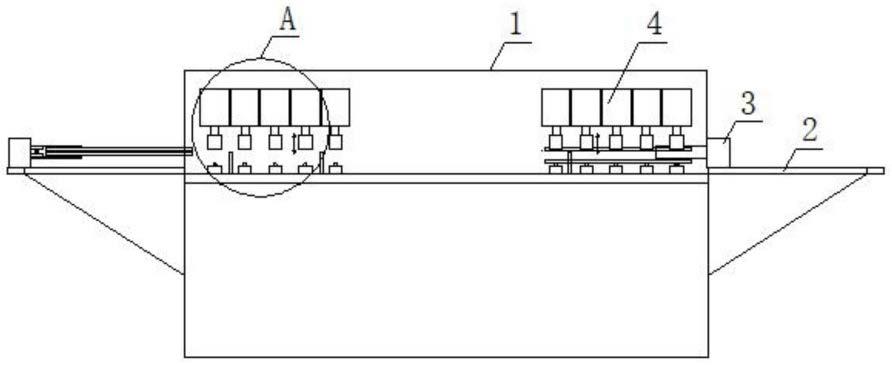
20.图1是本实用新型一种压机模具转换装置的结构示意图;
21.图2是本实用新型中上型定位圈的俯视图;
22.图3是本实用新型中母型套的俯视图;
23.图4是本实用新型中母型螺母的剖面图;
24.图5是本实用新型中母型螺母的俯视图;
25.图6是本实用新型中下型座的俯视图;
26.图7是本实用新型中下螺母的剖面图;
27.图8是本实用新型中上型垫板的俯视图;
28.图9是本实用新型中上螺母的剖面图;
29.图10是本实用新型中上螺母的俯视图。
具体实施方式
30.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
31.软磁铁氧体磁芯制造过程包括成型、烧结及研磨三大工序,其中成型工序是起到
基础关键作用。成型的原理是使用合适压力吨位的压机,先将粉末填充在模具母型,通过上模冲头、下模冲头作用在粉末,在母型内冲压成型。
32.旋转压机因为多工位高速旋转成型,效率高而被广泛使用;目前使用较多的型号根据压力分为r200、r300、r400、r500等系列。而所需要的成型模具也是相应配套压机系列使用,不能跨压机系列使用,即r300机台配套的模具不能在r400上使用。这对于灵活安排生产,充分利用压机产能非常不利。由于r200、r300、第二压机结构,机械运动行程不一样,因此r300压机模具转换到r400压机要开发的组合装置与r200压机模具转换到r300压机会有所不同。
33.为了解决上述技术问题,提供了一种压机模具转换装置,如图1~10所示,用于将第一压机模具转换在第二压机中使用,所述第二压机包括上转盘、中转盘和下转盘,所述第一压机模具包括上模冲头、下模冲头和母模,所述组合装置包括上型定位圈,所述上型定位圈1安装在所述上转盘上,所述上型定位圈1上方设有上型垫板4,所述上型垫板4和所述上型定位圈1配合固定所述上模冲头,所述上型定位圈1下方设有母型套2,所述母型套2安装在所述中转盘上并用于固定所述第一压机模具,所述母型套2下方设有下型座3,所述下型座3用于安装在所述下转盘上并用于固定所述下模冲头。
34.优选地,所述第一压机模具为r300压机模具,所述第二压机为r400型压机。本实用新型能够将r300配套的成型模具转换在r400压机使用的组合装置,可以便于生产灵活排产,其结构设计简单合理、易于加工制作、操作便捷的优点,可有效降低生产设备配件成本,利于充分利用设备产能,灵活安排生产。在r300生产订单丰沛,但r300压机不足,r400压机有空余产能,利用本实用新型可以将r300成型模具在r400压机上使用,最大化利用现有设备产能来排产,缩短生产周期,满足客户交单需求。
35.具体地,所述上型定位圈1一方面与所述第二压机的上转盘固定,另一方面与所述上型垫板4配合来固定所述第一压机模具的上模冲头。优选地,所述上型定位圈1上设有上型定位凸台11,所述上型定位圈1通过所述上型定位凸台11实现与所述上转盘固定定位。所述上型垫板4上设有第一凹槽41,所述第一凹槽41与所述第一凸台11相配合,实现所述上型定位圈1与上型垫板4的定位。
36.优选地,所述上型定位圈1上设有第一内槽12和第一通孔13,所述第一内槽12与第一通孔13相连通;所述上模冲头伸入所述第一内槽12内并穿过所述第一通孔13,所述上型垫板4盖于所述上型定位圈1上方,并通过上螺母5将所述上型垫板4固定在所述上转盘上,实现固定所述上模冲头。
37.所述母型套2一方面与所述第二压机的中转盘固定,另一方面固定所述第一压机模具。优选地,所述母型套2包括第二内槽21和第二通孔22,所述第二内槽21和第二通孔22相互连通,所述第一压机模具的母模伸入所述第二内槽21内,并穿过所述第二通孔22,实现所述第一压机模具的固定。
38.进一步地,所述母型套2与所述中转盘通过母型螺母23实现固定,优选地,所述母型螺母23上设有定位孔25,更佳地,所述母型螺母23设计有3个定位孔25。所述母型螺母23内侧设有内螺纹24,优选地,所述母型螺母23外形为六角形,方便拆装。
39.所述下型座3一方面与所述第二压机的下转盘固定,另一方面固定所述第一压机模具的下模冲头。优选地,所述下型座3设有第三内槽31,所述下模冲头伸入所述第三内槽
31,实现所述下模冲头的固定。所述下型座3与所述下转盘通过下螺母34实现固定。优选地,所述下型座3下部设有外螺纹33,所述外螺纹33与所述下螺母34的内螺纹紧密配合锁定所述下模冲头。更佳地,所述下型座3外表面上设有外角32,用于拆装所述下型座3。
40.优选地,所述上型定位圈1、上型垫板4和下型座3为模具钢制品,所述母型套2为钨钢制品。
41.综上所述,本实用新型提供的组合装置能够将第一压机模具转换到第二压机上使用,装置简单、合理,易于加工制作,操作便捷,成本较低,可有效降低生产成本,有利于提高生产效率。
42.以上所揭露的仅为本实用新型一种较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,仍属本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。