一种免去毛刺的冲裁模具
【技术领域】
1.本实用新型属于模具技术领域,尤其涉及一种免去毛刺的冲裁模具。
背景技术:
2.在模具技术领域中,采用不同结构形式的切边模具来实现工件的切边是众所周知的。五金件在生产时需要采用冲裁模具将胚料进行切边冲裁,而对胚料进行切边冲裁后所得的五金件的切边处边沿会产生毛刺,采用现有的冲裁模具所获得的五金件,其切边处边沿产生的毛刺为外毛刺,现阶段采用的去毛刺的手段为电镀、抛光等,采用电镀方式去毛刺,极其容易造成环境污染,抛光的方式容易影响产品的精度,且成本大,而如果不将外毛刺去除,带有外毛刺的五金件在运输或组装过程中,容易刮花相邻五金片的贵金属涂层或刮伤工作人员。
技术实现要素:
3.本实用新型提出了一种免去毛刺的冲裁模具,目的在于解决背景技术所指出的问题。
4.本实用新型由以下技术方案实现的:
5.一种免去毛刺的冲裁模具,包括上模座和下模座,所述上模座和下模座之间沿胚料输送方向依次设有用于将胚料切边的切边机构、以及用于把切边后胚料冲裁成独立工件的冲裁机构,所述切边机构包括设于上模座底部的切边凸模、以及设于下模座上与切边凸模相适配的切边凹模,所述冲裁机构包括设于上模座底部的冲裁凸模、以及设于下模座上与冲裁凸模相适配的冲裁凹模,所述冲裁凹模内设有与冲裁凸模同轴的凹模型腔,所述凹模型腔内壁上设有用于使冲裁后工件边沿向上弯折的冲弯凹模。
6.如上所述一种免去毛刺的冲裁模具,所述切边凹模上端口边沿设有两相对设置的缺口。
7.如上所述一种免去毛刺的冲裁模具,所述冲裁凸模包括与冲弯凹模相适配的冲弯部、以及设于冲弯部周侧的冲裁刀。
8.如上所述一种免去毛刺的冲裁模具,所述冲弯凹模上端面与冲裁凹模上端面之间设有间距d。
9.如上所述一种免去毛刺的冲裁模具,所述上模座和下模座之间沿胚料输送方向还依次设有第一拉伸机构、第二拉伸机构、第三拉伸机构、冲孔机构、以及成型机构,所述成型机构位于所述切边机构前方。
10.如上所述一种免去毛刺的冲裁模具,所述第一拉伸机构包括多个设于上模座底部的第一拉伸凹模、以及多个设于下模座上与多个所述第一拉伸凹模一一对应且相适配的第一拉伸凸模。
11.如上所述一种免去毛刺的冲裁模具,所述第二拉伸机构包括多个设于上模座底部的第二拉伸凸模、以及多个设于下模座上与多个所述第二拉伸凸模一一对应且相适配的第
二拉伸凹模;所述第三拉伸机构包括多个设于上模座底部的第三拉伸凸模、以及多个设于下模座上与多个所述第三拉伸凸模一一对应且相适配的第三拉伸凹模;所述冲孔机构包括多个设于上模座底部的冲孔凸模、以及多个设于下模座上与多个所述冲孔凸模一一对应且相适配的冲孔凹模;所述成型机构包括多个设于上模座底部的成型凸模、以及多个设于下模座上与多个所述成型凸模一一对应且相适配的成型凹模。
12.如上所述一种免去毛刺的冲裁模具,所述下模座底部设有推料安装底座,所述推料安装底座上设有推料机构,所述推料机构包括多个与多个所述第一拉伸凸模一一对应的氮气弹簧、用于安装多个所述氮气弹簧的安装板、若干设于安装板上的储气腔、连通储气腔和氮气弹簧的第一气路系统、以及与第一气路系统相连通用于向第一气路系统输入或放出氮气的开关组件,所述第一拉伸凸模上设有压边圈,所述压边圈和氮气弹簧之间设有复位组件。
13.如上所述一种免去毛刺的冲裁模具,所述复位组件包括设于所述氮气弹簧上方的复位垫圈、以及设于复位垫圈上的复位顶针,所述压边圈下移时与复位顶针远离复位垫圈的一端接触并推动复位顶针和复位垫圈下移,使复位垫圈压缩氮气弹簧伸缩端。
14.如上所述一种免去毛刺的冲裁模具,所述推料机构还包括用于测量第一气路系统中氮气量的氮气计量表。
15.与现有技术相比,本实用新型有如下优点:
16.1、本实用新型提供了一种免去毛刺的冲裁模具,包括上模座、下模座、设于上模座和下模座之间沿胚料输送方向依次设置的切边机构和冲裁机构,切边机构包括设于上模座底部的切边凸模和设于下模座上与切边凸模相适配的切边凹模,当切边机构对胚料进行切边时,由于切边凸模设于上模座,因此切边后的毛刺向上,冲裁机构包括设于上模座底部的冲裁凸模和设于下模座上与冲裁凸模相适配的冲裁凹模,同理,冲裁机构将胚料与工件的连接点切断后产生向上的毛刺,同时在冲裁凹模内设有冲弯凹模,冲裁后工件通过冲弯凹模后经过冲弯凹模内壁使得边沿向上弯折,使得毛刺朝向内部,因此在组装或运输中,工件边沿朝向内部的毛刺不会刮伤工作人员,且避免相互间刮花或刮除贵金属涂层而造成浪费,免去了去除毛刺的工序,生产效率更高,成本更低;
17.2、本实用新型上模座和下模座之间沿胚料输送方向依次设置第一拉伸机构、第二拉伸机构、第三拉伸机构、冲孔机构、成型机构、切边机构和冲裁机构,采用连续模的生产方式,减少设备占用空间,生产效率高,而且各个机构均包括有多个沿垂直于胚料输送方向布置的工位,使得在一次完整的行程中能够生产多个工件,生产效率更高,且能够更大限度的提高对原材料的利用率,投入成本更低;
18.3、本实用新型在下模座底部设有推料安装底座,推料安装底座上设有氮气弹簧推料机构,当第一拉伸凹模与第一拉伸凸模合模时,随着第一拉伸凹模下移,第一拉伸凹模压住冲压胚料并带动压边圈下移,压边圈下移接触并带动复位顶针和复位垫圈下压,复位垫圈与氮气弹簧接触,直至使氮气弹簧伸缩端下移压缩氮气弹簧内的氮气,氮气被压缩后产生较大压力,形成弹力作用,当第一拉伸凹模脱离第一拉伸凸模后,氮气弹簧的伸缩端由于弹力作用推动复位垫圈和复位顶针上移推出胚料,采用氮气弹簧代替现有复位弹簧进行推料,不仅寿命长,而且维修简便,同时,通过改变弹力的大小可改变压边圈对胚料的压边力大小,而弹力的大小可通过氮气量进行准确的调节,通过设置氮气计量表实时测量氮气弹
簧内的氮气量,由氮气计量表数值来体现压边力,让压边力变得透明及数字化,进而可通过观察氮气计量表来改变氮气量,以使压边圈能够对不同冲压胚料给定符合工艺要求的压边力。
【附图说明】
19.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
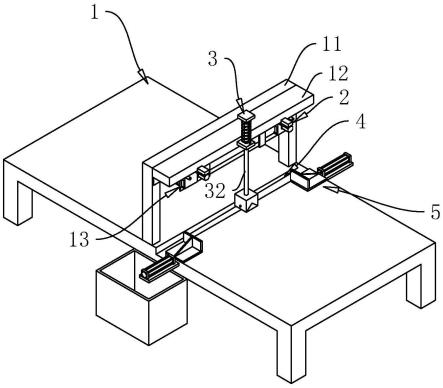
20.图1为本实用新型实施例的结构示意图;
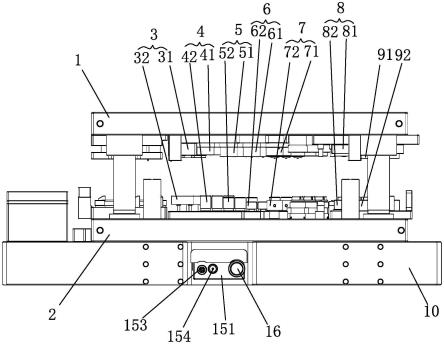
21.图2为本实用新型实施例的结构示意图;
22.图3为本实用新型实施例的结构示意图;
23.图4为本实用新型实施例切边机构的结构示意图;
24.图5为本实用新型实施例冲裁机构的结构示意图;
25.图6为本实用新型实施例经过第一拉伸机构加工后的工件结构示意图;
26.图7为本实用新型实施例经过第二拉伸机构加工后的工件结构示意图;
27.图8为本实用新型实施例经过第三拉伸机构加工后的工件结构示意图;
28.图9为本实用新型实施例经过冲孔机构加工后的工件结构示意图;
29.图10为本实用新型实施例经过成型机构加工后的工件结构示意图;
30.图11为本实用新型实施例经过切边机构加工后的工件结构示意图;
31.图12为本实用新型实施例经过冲裁机构加工后的工件结构示意图;
32.图13为本实用新型实施例推料机构的结构示意图;
33.图14为本实用新型实施例推料机构安装在推料安装底座上的结构示意图;
34.图15为本实用新型实施例的局部剖视结构示意图;
35.图16为图14中a的局部放大图。
【具体实施方式】
36.为了使本实用新型所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
37.当本实用新型实施例提及“第一”、“第二”等序数词时,除非根据上下文其确实表达顺序之意,应当理解为仅仅是起区分之用。
38.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
39.具体实施例,如图1-16所示的一种免去毛刺的冲裁模具,包括上模座1和下模座2,所述上模座1和下模座2之间沿胚料输送方向依次设有用于将胚料切边的切边机构8、以及用于把切边后胚料冲裁成独立工件的冲裁机构9,所述切边机构8包括设于上模座1底部的切边凸模81、以及设于下模座2上与切边凸模81相适配的切边凹模82,所述冲裁机构9包括
设于上模座1底部的冲裁凸模91、以及设于下模座2上与冲裁凸模91相适配的冲裁凹模92,所述冲裁凹模92内设有与冲裁凸模91同轴的凹模型腔921,所述凹模型腔921内壁上设有用于使冲裁后工件边沿向上弯折的冲弯凹模93。当切边机构对胚料进行切边,切边凸模和切边凹模合模时,设于切边凸模外侧的切边刃口1001与设于切边凹模内的刃口1002相交切断胚料并在刃口相交处形成刺状物或飞边,由于切边凸模设于上模座,切边凹模设于下模座,因此切边后的毛刺1003向上,经过切边机构切边后的胚料如图11所示;同理,当冲裁凸模和冲裁凹模合模时,设于冲裁凸模外侧的冲裁刃口2001与设有冲裁凹模内的刃口2002相交切断胚料与工件的连接部1004并在刃口相交处形成向上的毛刺2003,同时在冲裁凹模内设有冲弯凹模,冲裁后工件通过冲弯凹模后经过冲弯凹模内壁使得边沿向上弯折,使得毛刺进而使毛刺1003和毛刺2003都朝向内部,获得如图12所示的工件,因此在组装或运输中,工件边沿朝向内部的毛刺不会刮伤工作人员,且避免相互间刮花或刮除贵金属涂层而造成浪费,免去了去除毛刺的工序,生产效率更高,成本更低。
40.具体地,所述切边凹模82上端口边沿设有两相对设置的缺口821。通过在切边凹模82上端口边沿留有缺口821,使得胚料在经过切边机构8加工后留有两相对设置的连接部1004,使得工件随胚料进入冲裁压弯落料工位,先经过冲裁凸模91和冲裁凹模92切断连接部1004后在内使工件边沿向上弯折后从冲裁凹模92内掉落。
41.更具体地,所述冲裁凸模91包括与冲弯凹模93相适配的冲弯部911、以及设于冲弯部911周侧的冲裁刀912。切边后的胚料经过冲裁机构9后,先由冲裁刀912和冲裁凹模92切断连接部1004,由冲弯部911使工件边沿在冲弯凹模93内向上弯折。
42.进一步地,所述冲弯凹模93上端面与冲裁凹模92上端面之间设有间距d。便于冲裁刀912的刃口2001与冲弯凹模93上的刃口2002相交以切断连接部1004。
43.更具体地,所述上模座1和下模座2之间沿胚料输送方向还依次设有第一拉伸机构3、第二拉伸机构4、第三拉伸机构5、冲孔机构6、以及成型机构7,所述成型机构7位于所述切边机构8前方。采用连续模的生产方式,减少设备占用空间,生产效率高。
44.进一步地,所述第一拉伸机构3包括多个设于上模座1底部的第一拉伸凹模31、以及多个设于下模座2上与多个所述第一拉伸凹模31一一对应且相适配的第一拉伸凸模32,多个所述第一拉伸凸模32沿垂直于胚料输送方向左右依次交错设置,使得相同大小的模具中能够设置更多的第一拉伸凸模32和第一拉伸凹模31。具体地,所述第二拉伸机构4包括多个设于上模座1底部的第二拉伸凸模41、以及多个设于下模座2上与多个所述第二拉伸凸模41一一对应且相适配的第二拉伸凹模42;所述第三拉伸机构5包括多个设于上模座1底部的第三拉伸凸模51、以及多个设于下模座2上与多个所述第三拉伸凸模51一一对应且相适配的第三拉伸凹模52;所述冲孔机构6包括多个设于上模座1底部的冲孔凸模61、以及多个设于下模座2上与多个所述冲孔凸模61一一对应且相适配的冲孔凹模62;所述成型机构7包括多个设于上模座1底部的成型凸模71、以及多个设于下模座2上与多个所述成型凸模71一一对应且相适配的成型凹模72。各个机构均包括有多个沿垂直于胚料输送方向布置的工位,使得在一次完整的行程中能够生产多个工件,生产效率更高,且能够更大限度的提高对原材料的利用率,投入成本更低。具体地,当各个机构中的凸模和凹模分别采用7个,同等规格胚料的利用率由72.35%提高到76.28%,利用率有明显提高,每套模具的产能提高233.3%,大大的提高生产效率。
45.再进一步地,所述下模座2底部设有推料安装底座10,所述推料安装底座10上设有推料机构,所述推料机构包括多个与多个所述第一拉伸凸模32一一对应的氮气弹簧11、用于安装多个所述氮气弹簧11的安装板12、若干设于安装板12上的储气腔13、连通储气腔13和氮气弹簧11的第一气路系统14、以及与第一气路系统14相连通用于向第一气路系统14输入或放出氮气的开关组件15,所述第一拉伸凸模32上设有压边圈18,所述压边圈18和氮气弹簧11之间设有复位组件17。具体地,所述复位组件17包括设于所述氮气弹簧11上方的复位垫圈171、以及设于复位垫圈171上的复位顶针172,所述压边圈18下移时与复位顶针172远离复位垫圈171的一端接触并推动复位顶针172和复位垫圈171下移,使复位垫圈171压缩氮气弹簧11伸缩端。当所述第一拉伸凹模31与第一拉伸凸模32合模时,随着第一拉伸凹模31下移,第一拉伸凹模31压住冲压胚料并带动压边圈16下移,压边圈16下移接触并带动复位顶针172和复位垫圈171下压,复位垫圈171与氮气弹簧11接触,直至使氮气弹簧11伸缩端下移压缩氮气弹簧11内的氮气,氮气被压缩后产生较大压力,形成弹力作用,当第一拉伸凹模31脱离第一拉伸凸模32后,氮气弹簧11的伸缩端由于弹力作用推动复位垫圈171和复位顶针172上移推出胚料,采用氮气弹簧代替现有复位弹簧进行推料,不仅寿命长,而且维修简便,同时,采用本实用新型的氮气弹簧推料机构,相比于正常采用复位弹簧的推料机构,其结构设计所占空间更小。
46.更进一步地,所述推料机构还包括用于测量第一气路系统14中氮气量的氮气计量表16。通过改变弹力的大小可改变压边圈对胚料的压边力大小,而弹力的大小可通过氮气量进行准确的调节,通过设置氮气计量表实时测量氮气弹簧内的氮气量,由氮气计量表数值来体现压边力,让压边力变得透明及数字化,进而可通过观察氮气计量表来改变氮气量,以使压边圈能够对不同冲压胚料给定符合工艺要求的压边力。
47.具体地,所述开关组件15包括气路盒体151、设于气路盒体151内与第一气路系统14相连通的第二气路系统152、以及设于气路盒体151上分别与第二气路系统152相连通的进气门153和出气阀154。更具体地,所述出气阀154包括阀体1541、设于阀体1541内与第二气路系统152相连通的阀体通道1542、活动设于阀体通道1542中的阀芯1543、设于阀芯1543外壁的第一密封件1544、设于阀体通道1542壁上的第二密封件1545、以及用于驱动阀芯1543使第一密封件1544与第二密封件1545相顶触以封闭阀体通道1542的弹性装置1546。进气门153外壁上设有外螺纹,使用时,先通过进气门153将压缩氮气通入到第一气路系统14中,通过外螺纹拧上盖帽,而出气阀154由于弹性装置1546使第一密封件1544和第二密封件1545相互压紧密封,因此氮气不会泄漏。通过进气门153加氮气,或通过按压阀芯1543使第一密封件1544和第二密封件1545分开放出氮气,并通过氮气计量表16实时检测氮气量,以改变氮气弹簧内的氮气量,以准确调节压边力。
48.如上所述是结合具体内容提供的一种实施方式,并不认定本实用新型的具体实施只局限于这些说明,同时由于行业命名不一样,不限于以上命名,不限于英文命名。凡与本实用新型的方法、结构等近似、雷同,或是对于本实用新型构思前提下做出若干技术推演或替换,都应当视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。