1.本实用新型涉及锁具制造设备技术领域,更具体地说,它涉及一种自动装配弹子的锁壳内装机。
背景技术:
2.锁具包括锁芯、锁壳以及装配在锁芯上的弹子、弹簧和平头件。在生产中,装配锁芯、锁壳以及弹子、弹簧、平头件的工序,都是由人工手动操作完成的。特别是在装配弹子时,由于锁芯上需要装配的弹子数量较多,弹子自身的体积又小,在人工装配的过程中,经常会发生难以精准的将弹子装配在锁芯的装配孔内,或者完成装配的弹子从装配孔内脱离造成丢失的现象,使得装配的工作效率低,而且影响整体锁具的产品质量。因此本技术发明一种能自动装配弹子的锁壳内装机。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的在于提供一种工作效率高且节省人工劳力的自动装配弹子的锁壳内装机。
4.为实现上述目的,本实用新型提供了如下技术方案:一种自动装配弹子的锁壳内装机,包括plc控制终端、钥匙齿形码识别装置、弹子送料装置和锁芯送料装置,所述锁芯送料装置包括底座和滑座,所述滑座由气缸驱使朝向弹子送料装置方向来回运动,所述滑座上设有锁芯定位部和锁壳定位部,所述弹子送料装置包括下料座、弹子输料部和装配部,所述弹子输料部和装配部分别位于下料座两端的上方,所述下料座对应装配部的正下方设有出料部,所述下料座内滑动配合有送料台,所述送料台上设有供弹子放置的多个置物通槽,所述出料部上设有多个出料槽,所述装配部包括多个可插设于置物通槽内的驱动轴,所述弹子输料部将弹子输送至下料座的置物通槽内,下料座由气缸驱使运动至出料部和装配部之间,此时所述驱动轴、置物通槽和出料槽呈同轴心状态,所述滑座由气缸驱使朝向弹子送料装置方向运动,使锁芯定位部运动至下料座的下方,所述驱动轴由气缸驱使朝向置物通槽内运动,将弹子推送至锁芯定位部的锁芯内。
5.本实用新型进一步设置为:所述锁芯定位部包括定位座和用于供锁芯套设的定位轴,所述定位轴上套设有转盘,所述转盘与定位轴之间设有轴承。
6.本实用新型进一步设置为:所述弹子输料部包括送料板和驱动部,在送料板的端部设有多个进料口,进料口处外接弹子储料管道,所述送料板内对应每个进料口处均设有输送通道,所述输送通道的底端汇成一个出料口,所述驱动部驱使送料板的出料口沿着送料台的端面左右运动。
7.本实用新型进一步设置为:所述装配部包括装配座和滑动块,所述驱动轴的一端固定在滑动块上,另一端贯穿装配座朝向下料座延伸。
8.通过采用上述技术方案,实现弹子与锁芯的装配机械自动化进行,设备的工作质量高,还能节省人工劳力,提升装配的工作效率,而且降低了产品的次品率,大大提升了锁
具产品的质量。
附图说明
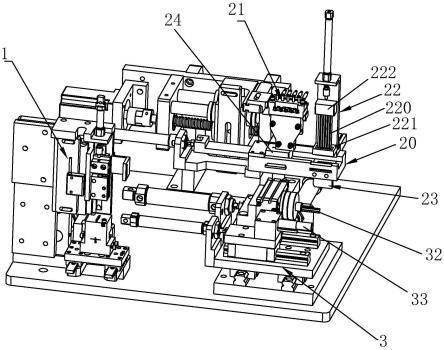
9.图1为本实用新型结构示意图;
10.图2为锁芯送料送料装置的结构示意图;
11.图3为弹子送料装置的结构示意图;
12.图4为锁芯定位部的结构示意图;
13.图5为弹子输料部剖视图。
14.1、钥匙齿形码识别装置;2、弹子送料装置;20、下料座;21、弹子输料部;210、送料板;211、进料口;212、输送通道;213、出料口;22、装配部;220、驱动轴;221、装配座;222、滑动块;23、出料部;230、出料槽;24、送料台;240、置物通槽;3、锁芯送料装置;30、底座;31、滑座;32、锁芯定位部;320、定位座;321、定位轴;322、转盘;323、轴承;33、锁壳定位部。
具体实施方式
15.参照图1至图5对本实用新型实施例做进一步说明。本说明书所附图中所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
16.一种自动装配弹子的锁壳内装机,包括plc控制终端、钥匙齿形码识别装置1、弹子送料装置2和锁芯送料装置3,所述锁芯送料装置3包括底座30和滑座31,所述滑座31由气缸驱使朝向弹子送料装置2方向来回运动,所述滑座31上设有锁芯定位部32和锁壳定位部33,所述弹子送料装置2包括下料座20、弹子输料部21和装配部22,所述弹子输料部21和装配部22分别位于下料座20两端的上方,所述下料座20对应装配部22的正下方设有出料部23,所述下料座20内滑动配合有送料台24,所述送料台24上设有供弹子放置的多个置物通槽240,所述出料部23上设有多个出料槽,所述装配部22包括多个可插设于置物通槽240内的驱动轴220,所述弹子输料部21将弹子输送至下料座20的置物通槽240内,下料座20由气缸驱使运动至出料部23和装配部22之间,此时所述驱动轴220、置物通槽240和出料槽呈同轴心状态,所述滑座31由气缸驱使朝向弹子送料装置2方向运动,使锁芯定位部32运动至下料座20的下方,所述驱动轴220由气缸驱使朝向置物通槽240内运动,将弹子推送至锁芯定位部32的锁芯内。所述锁芯定位部32包括定位座320和用于供锁芯套设的定位轴321,所述定位轴321上套设有转盘322,所述转盘322与定位轴321之间设有轴承323。所述弹子输料部21包括送料板210和驱动部,在送料板210的端部设有多个进料口211,进料口211处外接弹子储料管道,所述送料板210内对应每个进料口211处均设有输送通道212,所述输送通道212的底端汇成一个出料口213,所述驱动部驱使送料板210的出料口213沿着送料台24的端面左右运动。所述装配部22包括装配座221和滑动块220,所述驱动轴220的一端固定在滑动块220
上,另一端贯穿装配座221朝向下料座20延伸。
17.工作原理:通过钥匙齿形码识别装置1上的磁栅尺检测器,可以对钥匙上的齿形进行检测,将需要的弹子类型信息输送至plc控制终端上,plc控制终端将操控系统对弹子输料部21内输送相应的弹子,弹子输料部21上的进料口211设置有五个,分别外接五种不同类型的弹子储料管道,根据需求,相应弹子储料管道内的弹子沿着进料口211进入到输送通道212内,再从出料口213掉落至送料台24的置物通槽240内,弹子输料部21通过气缸的驱动使其沿着送料台24的端面左右运动,起到逐一将送料台24上的置物通槽240均填上弹子的作用。
18.然后将需要装配弹子的锁芯套设在锁芯定位部32的定位轴321上,锁芯的端部与转盘322相抵触,通过气缸带动滑座31朝向弹子送料装置2方向运动,直至将锁芯运送至出料部23的正下方,此时出料部23上的储料槽与锁芯上需要装配弹子的装配孔呈同轴心状态。接着送料台24在气缸的驱动下,载着弹子运动至装配部22和出料部23之间,驱动轴220端部的滑块与驱动部上的气缸连接,通过气缸的驱动,使驱动轴220朝向置物通槽240内运动,将弹子推送至锁芯的装配孔内,在完成弹子的装配后,电机带动转盘322旋转运动,锁芯则抵着转盘322随动转动,使弹子的位置与锁芯上的装配孔呈相错开的状态,避免弹子的脱落,最后再进行锁芯与锁壳装配的其他工序。以上的结构设计,使锁芯和弹子能进行机械自动化装配,工作效率更高,且还能节省人工劳力,降低生产成本。
19.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。