1.本发明涉及一种气化炉全有机混合废弃物入炉原料的分级调控配置方法,属于固废资源化利用技术。
背景技术:
2.工业有机废弃物指在工业生产中排出的含有机质成分的固态、液态、半固半液等不同相态的物质。现有工业有机废弃物的处理技术包括减量化处理技术、无害化处置技术、资源化利用技术。减量化处理技术主要是通过物理或化学的处理手段,为废弃物体积或重量的减少,目的为减少后端的处理压力。
3.目前回转窑焚烧技术是无害化处置有机废弃物的常用技术,由于处理过程中需补加能源,因此对固体、液体等不同相态的要求较为宽松,入炉处理标准较低,实际生产过程除了对进炉物料中无机盐、含卤有机物含量等加以调控外,无需对热值、灰熔点、流动性以及粘度等进行复杂、精细的调控均能满足入炉要求,配置过程较为简单。水煤浆气化协同处置有机废弃物技术是近年来新兴的固废资源化利用技术,其主要特征在于利用有机固废部分替代煤制水煤浆的过程,制备浆料需满足国标(gb/t31426-2015)气化水煤浆对于浆料的要求,主要指标包括浓度、灰分、粒度、氯含量、砷含量、汞含量等。水煤浆气化协同技术入炉原料仍以煤为主体,固体废弃物含量占比相对较低,有机固废对水煤浆整体性能的影响较小,因此配置过程中各项指标的控制较为简单,无需采用多种方法分步处理即可满足指标要求。
4.一种利用全工业有机废弃物作为气化炉的原料,在高温气化及熔融的条件下实现无害化和资源化是最近新发明的技术,其核心在于对全有机废弃物进行多相态预处理、多元素调控、多组份均质,且经精准配伍后混合液满足入炉原料配置的相关标准要求。由于有机废弃物具有化学成分复杂,种类多样等特点,入炉标准相对较为复杂,同时各项指标之间具有一定的关联性和制约性,因此配置方法相对复杂且工作量繁杂。本专利首先对入炉标准中各项指标要求进行合理的分级控制,确定各项指标的满足顺序,从而快捷简便地得到目标配方,以满足实际生产的需要。本发明相比较于传统水煤浆料浆的配置,无需关注对煤浆性质的影响,充分利用了有机危废成分复杂多样的特性,分级配置过程步骤清晰,工艺简单,各个步骤具有可操作性和高效性。
技术实现要素:
5.本发明是利用全工业有机废弃物进行气化入炉原料的配置,该原料不含有任何化石能源,该方法为全工业有机废弃物的分级配置提供了新思路、新工艺和新流程。本发明所指定工业有机废弃物为含c、h二种及以上元素组成的工业生产、使用等过程中产生的固体废物和液体废物,例如有机废液、有机废水、有机溶剂、精馏残渣、废活性碳、制药残渣、废橡胶、废电路板、废轮胎等。工业有机废弃物进行气化处理前需要进行预处理分析,主要流程分为工业有机废弃物分级预处理、工业有机废弃物理化性质分析测定、气化入炉原料调控
及配置等三个阶段。
6.本发明的技术方案如下:
7.工业有机废弃物进行高温气化处理前需要对其进行分级预处理,使其成为均质稳定的状态。本发明首先提供了一种气化炉全有机混合废弃物入炉原料的分级调控配置方法,具体包括如下步骤:
8.1)对待处理的工业有机废弃物进行物相分析;根据相态并对工业有机废弃物进行相应的预处理;
9.2)对预处理后各工业有机废弃物进行理化性质检测;
10.3)对检测后的各工业有机废弃物进行入炉原料配方筛选,使其满足气化炉入炉要求;
11.4)将调控后的气化原料送入气化炉进行气化,所述气化炉仅以工业有机废弃物作为唯一入炉物料进行气化。
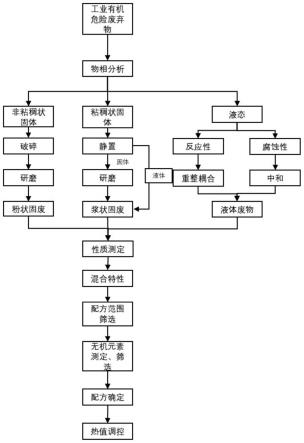
12.作为本发明的优选方案,所述的步骤1)具体为:工业有机废弃物根据物相分为非粘稠状固体、粘稠状固体、液体三种状态,根据相态,对工业有机废弃物进行相应预处理;
13.其中,非粘稠状固体废弃物经破碎和研磨,控制粒径在20目-300目,经研磨后的固体粉末储存待用;
14.液体有机废弃物经相互反应去除反应性、调质中和,经过滤和静置后根据分层情况对各层液体在不同的原料槽中储存待用;
15.粘稠状固体废弃物若能静置分层,上层液体作为液体有机废弃物处理;下层粘稠状固体或无法静置分层的粘稠状固体废弃物制浆待用;
16.作为本发明的优选方案,液体有机废弃物的预处理过程具体为:液体有机废弃物分类为有机溶剂和废水两大类;液体有机废弃物先经过滤后根据生产来源进入不同储罐待用;各储罐中的有机溶剂类的液体有机废弃物在有机溶剂反应釜中相互反应去除反应性;各储罐中的废水类液体有机废弃物在废水反应釜中相互反应中和;有机溶剂反应釜和废水反应釜中反应后的液体,经过滤后分别输送至有机溶剂中间槽与废水中间槽,有机溶剂中间槽与废水中间槽中的液体静置,废水输送至废水原料槽;有机溶剂静置出现分层,将各层有机溶剂分别输送至不同的有机溶剂原料槽存储。
17.更为进一步的,有机溶剂从中间槽输送到原料槽的过程中,利用质量流量计对分层现象进行判别,若输送过程质量流量计示数上升或下降10%,则认为该分层输送完成停止对相应原料槽进行输送,原料槽中液体有机废弃物搅拌均质待用。
18.进一步的,粘稠状固体废弃物的预处理过程具体为:
19.粘稠状固体废弃物若能静置分层,上层液体作为液体有机废弃物处理;下层粘稠状固体或无法静置分层的粘稠状固体废弃物进入机械撕碎机对其撕碎,撕碎完成的固体废弃物进入封闭传送带,对其利用有机溶剂原料槽或废水原料槽中的液体有机废弃物进行清洗,原料槽的选择根据粘稠状固体溶解性进行选择;清洗完的粘稠状固体作为浆料搅拌待用;清洗出的包装桶碎片,塑料碎片收集洗涤后可作为固体有机废弃物处理,铁片收集洗涤后用于熔炼。
20.作为本发明的优选方案,所述的步骤2)具体为:
21.预处理后各工业有机废弃物需对其热值、灰熔点、含水率、粘度、氯含量、磷含量、
氟含量、硫含量、灰分化学成分、灰分含量、重金属含量、溶解特性、反应特性、ph值等进行测定;其中,有机溶剂无需测定灰熔点、灰分化学成分和灰分含量,固体粉末无需测定粘度。
22.作为本发明的优选方案,检测过的有机废弃物需要配置为入炉原料,入炉原料需要满足以下要求:原料总热值为15kj/g~25kj/g、原料灰分灰熔点为800℃~1200℃、原料粘度应小于800mpa
·
s、原料含水率为10%~30%、原料总氯含量应小于10%、有机氯含量应小于6%、原料总硫量应小于8%、原料含总氟量应小于6%;原料灰分元素组成应满足:硅含量为5%-50%、磷含量应小于10%、铝含量为5%-15%、铁含量应小于10%、钠含量应小于40%、钙含量为10%-50%;
23.作为本发明的优选方案,所诉入炉原料配方筛选过程包括以下步骤:
24.8.1)配方比例的筛选
25.8.1.1)取各种待处理固体废物或粘流状固体废弃物分别掺杂进入废水中,当混合溶液粘度为800mpa
·
s时,记录各项物质掺杂量与废水质量百分比;该百分比为后续均匀实验表各物质与废水比例平行梯度设定上限参考值;
26.8.1.2)对除废水与有机溶剂之外所有物质的灰熔点进行测定,以灰熔点为1200℃为界限,对物质进行分类;灰熔点高于1200℃的物质,在配方配置过程中,需控制其百分比含量,降低其平行梯度设计值,实际操作过程中,应对灰熔点高于1200℃物质,平行梯度初始值设置为0%,平行梯度之间差值,不应大于2%;灰熔点低于1200℃物质,平行梯度设置的过程则不需对此进行要求;
27.8.1.3)根据需要处理危废种类数,选择相应均匀配方实验表;同时设定废水与初步配方混合比例为1:1;均匀配方实验表中平行梯度,参考步骤8.1.1)和8.1.2)范围进行设立,根据均匀实验表要求,对各物质含量比例进行填写,均匀实验表最终指标要求为配方灰分灰熔点为800℃-1200℃,配方粘度应小于800mpa.s;根据各配方依次对其进行检验;
28.8.1.4)均匀配方实验表筛选出合乎要求的配方比例范围,同时分析各物质对配方的性质的影响,了解配方制备过程调整方向;配方筛选过程将会出以下几种情况:1、筛选配方表均满足要求;2、配方表部分满足要求;3、配方表均不满足要求;其中,出现情况1或情况2时,直接进入步骤8.1.5);若发生情况3,即无任何配方满足设定要求,则分析其不满足要求的指标,若性质指标中粘度不满足情况较多,配方与废水的配置比例调整,提高废水比例;若配方性质指标中灰熔点不满足情况较多,对高灰熔点物质的平行梯度数值减小,降低高灰熔点物质含量,并重新进行筛选;直至符合情况1或情况2;
29.8.1.5)初步筛选后的配方测定灰分化学成分,判断灰分各项数据是否满足入炉原料规定要求;若灰分化学成分满足规定要求则该配方可作为配方进行工业配置使用;若配方灰分化学成分不满足则对其化学成分分析,确定影响指标的关键组分,降低或调高组分含量;调整的范围为均匀实验表筛选内配方实验范围,通过调整确定入炉原料初步配方;
30.8.1.6)入炉原料初步配方再次测定其原料热值,根据其热值的多少,经平均计算,确定加入有机溶剂含量,调节入炉原料的热值数据;最终输出入炉混合液配置比例表,确定各物质用量,得到最终筛选的配方比例,进行备料;
31.8.2)入炉原料混合液的配置
32.根据步骤8.1)筛选的配方比例,按照废水、粘性固体、非粘性固体粉末的顺序依次,将废水、粘性固体、非粘性固体粉末输入搅拌釜进行充分搅拌;输送过程中有机溶剂与
搅拌釜搅拌的原料可各自独立地输入气化炉,也可在混合器中混合后一起输入气化炉,有机溶剂的用量同样由步骤8.1)筛选的配方比例决定。
33.本发明的有益效果为:本发明提供了一种全有机混合废弃物入炉原料的分级调控配置方法。配置方法包括样品的前处理,配方筛选与工业样品配置。配方筛选的过程中,对各项指标进行合理的分级,确定各项指标的满足顺序,从而快捷简便的得到目标配方,满足实际生产的需要,该配方筛选过程,分级处理各项指标,在不降低配置过程要求的同时,实现各个步骤的可操作性与高效性。
34.本发明相比较于水煤浆气化协同处置危废技术中料浆的配置,无需关注对煤浆性质的影响,充分利用有机危废成分复杂多样的特性,分级配置过程结构清晰,工艺简单。在要求设定指标繁杂的情况下,对各项指标进行精准的调整分析。从而实现全有机废弃物的高效处理。
附图说明
35.图1为本发明工业有机废弃物处理流程图。
具体实施方式
36.如图1所示,本发明的气化炉全有机混合废弃物入炉原料的分级调控配置方法,可以按如下步骤实施:
37.工业有机废弃物根据物相分为非粘稠状固体、粘稠状固体、液体三种状态,根据相态,对工业有机废弃物进行相应预处理;
38.非粘稠状固体一般为吨袋运输,袋装固废进入拆包机进行拆包,对包装袋进行回收利用。大块固体废弃物进入破碎机进行破碎,破碎后进行研磨。小块固体废弃物直接进行研磨。研磨后固体废弃物粒径控制在20目-300目。经研磨后的固体废弃物(固体粉末)储存待用。
39.液体有机废弃物进入储罐前需对其进行过滤,控制液体有机废弃物中悬浮物含量低于20mg/l。过滤后的液体有机溶剂根据生产来源分别储存在不同储罐中。不同储罐中的液体根据种类分别计入到有机溶剂反应釜或废水反应釜中进行反应。废水反应釜中利用不同ph值的废水相互反应中和,调节废水ph值为中性,并在反应的过程中去除部分废水的反应性,反应完成后的高浓度废水对其进行过滤去除反应过程中产生的悬浮物,控制废水中悬浮物含量低于20mg/l,过滤后的废水进入废水中间槽静置,然后输入废水原料槽待用。有机溶剂反应釜中去除部分有机溶剂分反应性后,进行过滤并控制反应后有机溶剂中悬浮物含量低于20mg/l,过滤后的有机溶剂进入有机溶剂中间槽进行静置。液体有机溶剂静置的过程将会出现分层现象,将各层液体分别输送至不同的有机溶剂原料槽存储,输送过程利用质量流量计对分层现象进行判断,若输送过程质量流量计示数上升或下降10%,则认为该分层输送完成停止对相应原料槽进行输送。原料槽中液体有机废弃物搅拌均质待用。
40.粘稠状固体若能静置分成,上层液体作为液体有机废弃物处理。下层粘稠状固体或不能分层的粘稠状固体则统一进入撕碎机对其撕碎,撕碎完成的固体废弃物进入封闭传送带,对其利用原料槽中液体有机废弃物进行清洗,原料槽的选择根据粘稠状固体溶解性进行选择。清洗完的粘稠状固体作为浆料搅拌待用。清洗出的包装碎片,塑料碎片作为固体
有机废弃物处理,铁片收集洗涤后用于熔炼。
41.经过预处理后的有机废弃物分为有机溶剂、高浓度废水、固体粉末、浆料四种状态物质。对其分别进行性质的检测。检测指标如下表1
42.表1待处理物质性质检测表
43.样品有机溶剂高浓度废水固体粉末浆料热值(kj/g)√√√√灰熔点(℃)
╳
√√√含水率(%)√√√√粘度(mpa
·
s)√√
╳
√氯含量(%)√√√√磷含量(%)√√√√氟含量(%)√√√√硫含量(%)√√√√灰分化学成分
╳
√√√灰分含量(%)
╳
√√√重金属含量(
‰
)√√√√溶解特性√√√√ph值√√√√
44.检测过的有机废弃物需要配置为入炉原料,入炉原料需要满足以下要求:原料总热值为15kj/g~25kj/g、原料灰分灰熔点为800℃~1200℃、原料粘度应小于800mpa
·
s、原料含水率为10%~30%、原料总氯含量应小于10%、有机氯含量应小于6%、原料总硫量应小于8%、原料含总氟量应小于6%;原料灰分元素组成应满足:硅含量为5%-50%、磷含量应小于10%、铝含量为5%-15%、铁含量应小于10%、钠含量应小于40%、钙含量为10%-50%;
45.入炉原料配方筛选过程以下步骤进行:1)配方比例的筛选;2)入炉原料混合液的配置。
46.1)配方比例的筛选
47.配方的筛选过程对各项指标进行分级控制,各项指标分为三级控制。1、配方入炉指标层级。2、配方元素控制层级。3、配方有机物调控层级。三个分级需依次满足相关要求。层级的混乱将导致配方筛选过程中工作量的增加或无法正常筛选出所需配方。
48.配方入炉指标层级,该层级目的为筛选出满足入炉指标的配方范围,为后需配方元素调控进行范围限制,配方范围的筛选所利用的方法为均匀配方实验表。具体操作为,取各种待处理固体废物或粘流状固体废弃物分别掺杂进入100g待处理工业废水中,当混合溶液粘度为800mpa
·
s时,记录各项物质掺杂量与废水质量百分比。该比值为各项物质与废水溶解的最大百分比。若该百分比大于100%,则认为该废弃物有良好的溶解性,后续对其配方含量平行梯度的调整只需关注其灰分灰熔点情况,不需对其溶解性进行过度考量。若不大于100%,则后续平行梯度的设立需结合样品的溶解性与灰熔点数据合并考量。
49.入炉混合液中灰熔点的配置要求操作较为复杂,通过对各项物质灰熔点的测定,了解各项物质灰熔点数据,重点关注灰熔点高于1200℃物质。若某物质灰熔点高于1200℃
则平行梯度从最初数值从0%开始设定,平行梯度之间差值,不应大于2%。灰熔点低于1200℃物质,平行梯度设置的过程则不需对此进行要求。
50.通过对各物质溶解性与灰熔点数据的分析,基本了解各物质理化性质。根据需要处理的工业有机废弃物数量选取相应的均匀配方实验表,各物质的平行梯度的设立,根据对性质的理解进行设定,设定完成后的配方与废水进行1:1配置。最终测定各配方的粘度与灰熔点,要求各配方粘度灰熔点小于800mpa
·
s,灰分灰熔点为800℃~1200℃
51.根据设定的平行梯度结合均匀实验表机进行混合液的筛选,筛选过程将会出现以下几种情况:
52.情况1、均匀实验表中配方无任何配方满足设定要求
53.情况2、均匀实验表中配方均满足配方设定要求
54.情况3、均匀实验表中配方部分满足设定要求
55.若无任何配方满足设定要求,分析其不满足要求的指标,若性质指标中粘度不满足情况较多,配方与废水的配置比例调整,提高废水比例。若配方性质指标中灰熔点不满足情况较多,对高灰熔点物质的平行梯度数值减小,降低高灰熔点物质含量,重新进行筛选。若出现均匀实验表配方均满足实验配方要求,则均可作为候选配方进行筛选。若部分满足设定要求,则无需进行后续的筛选与分析。
56.初步筛选后的配方为各物质含量比例波动范围,未提供精确的配置比例配方。精确的配置比例配方应进入灰分化学成分调整层级进行二次筛选。
57.选定初步筛选配方范围中,中间配方进行灰分含量的测定,若灰分化学成分满足规定要求则该配方可作为配方进行工业配置使用。若配方灰分化学成分不满足灰分化学成分,需对灰分化学成分进行进一步的化学成分调整。灰分化学成分含量其均有各项物质化学成分影响,元素含量增减遵循简单的数学计算法则。若某项元素不满足要求,对各项物质对总灰分该化学元素的质量百分比进行计算。指标数值较高,在初步配方筛选范围内适当降低所占质量百分比最大值物质含量。若数值较低,则增加该物质含量。通过该种手段对各项元素含量进行微调,使其均满足生产要求。
58.经前两层级配方的筛选,有机混合物除热值含量外各项指标均满足实际生产,对灰分热值进行计算分析,确定有机溶剂掺杂含量与配方比值最终输出入炉混合液配置比例表,确定各物质用量,进行备料。
59.配方的筛选过程分三级进行,首先对合理配方范围进行筛选,确定配方调整范围,其次对混合液灰分化学成分进行精确调控,最终补加有机溶剂,提升有机混合液热值含量。
60.2)入炉原料混合液的配置
61.入炉混合液的配置过程,分别输送输入搅拌釜中,按照废水、粘性固体、非粘性固体粉末,顺序依次输入搅拌釜进行充分搅拌。搅拌后原料可直接输送到气化炉中,输送过程中包含有机溶剂输送管,两者可经过管道混合器混合。有机溶剂也可单独输入气化炉中。
62.实例一
63.现有五种典型工业有机废弃物需进行处理。五种工业有机废弃物根据物相可分为3类。活性炭与抗生素发酵渣为固体工业有机废弃物,精馏残渣为半固半液工业有机废弃物,有机溶剂与高浓度废水为液体工业有机废弃物。活性炭与抗生素发酵渣利用棒磨机分别进行研磨,研磨为500目粉末待用。精馏残渣经静置后,上层液体抽出待用,下层固体物质
利用棒磨机进行研磨,研磨为500目浆状物质,上层液体再次注入研磨后浆状物质,进行搅拌,形成浆状固体。
64.预处理后工业有机废弃物,测定其物理化学性质,如下表3。
65.表2工业有机废弃物理化性质表
[0066][0067]
测定后的个样品进行配方的筛选过程,各固体与半固半液物质分别溶解在100g高浓度废水中,当粘度为800mpa
·
s确定各物质的溶解量。经测定分析活性炭溶解20g,精馏残渣溶解80g,抗生素发酵渣溶解40g。同时观察分析发现活性炭与抗生素发酵渣灰熔点温度较高,因此平行梯度的设计其占比应从0%开始。经均匀实验筛选后,表2配方均满足要求。
[0068]
表3入炉原料配比
[0069][0070][0071]
以配比2为检测配方进行化学性质分析,该种入炉原料性质如下表4。该种配方原料灰分性质如表5。经分析该种配方灰分性质满足实际生产入炉标准。因此该混合料配方可作为下一步实验配方要求。
[0072]
表4入炉原料性质表
[0073][0074]
表5灰分元素含量
[0075]
元素质量百分比(%)ca27.4482o21.186na12.8554fe9.54p7.9331si7.5428ti3.7629al2.6309mg1.8581k1.15
[0076]
该种原料配方经热值检测仪检测配方热值为11800j/g,不能满足实际生产要求,需要利用有机溶剂对配方进行调整,经过理论计算,需要加入20%有机溶剂进行热值的调节,因此确定最终配放比例。
[0077]
各混合液分别输送输入搅拌釜中,按照废水、抗生素发酵渣、活性炭、精馏残渣顺序依次输入搅拌釜进行充分搅拌。搅拌后原料,经过管道混合器混合输送20%有机溶剂,最后进入气化炉中气化。
[0078]
对比例1
[0079]
采用样品与实例1样品相同,对配方的筛选采用现有水煤浆气化技术筛选方法进行。
[0080]
水煤浆气化的料浆需要对浓度、灰分、粒度、氯含量、砷含量、灰熔点等进行分析筛选,借鉴其筛选方法,对各配方进行直接配置。料浆配方应先满足热值、灰熔点、流动性数据指标。对三种指标采用正交实验表进行配方筛选。正交实验表可以筛选出满足样品热值、灰熔点、流动性数据的配方要求。筛选配方如下
[0081]
表6入炉原料配比表
[0082][0083]
该配方根据实际生产过程要求满足入炉指标,在确定灰分化学性质是否满足实际生产要求。
[0084]
表7入炉原料性质表
[0085][0086]
表8灰分元素含量
[0087]
元素质量百分比(%)ca24.4514o21.4691na15.331fe12.458p13.145si3.9141ti2.9912al1.4595mg1.6541k1.15
[0088]
通过分析发现该配方中的灰分铁、磷含量超标,硅含量较低。根据该种特点需要进行对配方进行调整。初步分析需要对活性炭量与抗生素发酵渣进行调整,抗生素发酵渣中含有大量的硅藻土,磷含量高、硅含量高。因此不能降低同比例降低抗生素发酵渣。精馏残渣中铁含量较高,因此需要降低精馏残渣含量。正交实验表只能提供最优秀配方,在此配方的基础上进行调整。最终配方如下表。
[0089]
表9调整配方表
[0090][0091]
配方数据发现灰熔点数据较高,超过规定数值,因此需要降低高灰熔点物质,根据初步分析,抗生素发酵渣不能进行减少,因此需要降低同比例降低其他固体含量,但灰分抗生素发酵渣占比增大,灰熔点将会更高。因此无法在该基础配方上筛选。需要进行其他方法尝试。
[0092]
该对比例与实例形成对比,表明采用现有的配方筛选过程,任务量繁重复杂,且操作流程不宜进行,各项操作流程经验成分较大,不适合全有机废弃物的混合液配置处理。实例1,各项操作流程可靠清晰,在规定各项操作步骤的同时,简单方便的完成配方的筛选。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。