1.本发明涉及铅酸蓄电池生产加工设备领域,具体为一种蓄电池自动铸焊生产线。
背景技术:
2.在常见的铅酸蓄电池生产加工过程中,采用的铸焊工序经常需要工人把放置有待铸焊极群的夹具翻转倒扣在且切刷耳机上完成切刷耳工步,然后再由工人搬起该夹具依次到助焊剂槽沾助焊剂、到平放的毛巾上将极耳上多余的助焊剂吸走,最后再搬起夹具放置到铸焊机里的夹具卡槽中,手动启动铸焊机,对其进行铸焊,完成铸焊后工人需要将铸焊好的蓄 电池搬出并将其放置在工作台上。该传统的操作过程耗费时间,工人劳动强度大,效率低, 而且铸焊机的熔铅槽温度在500℃以上,人工搬运使得铸焊机内铅蒸汽挥发时间较长,不仅会影响工人身体健康,而且会造能源的大量消耗浪费。由此,出现了一系列无需操作人员介入便能够实现对蓄电池自动化铸焊加工过程的各种加工设备以及生产线。
3.如申请号为cn202011520817.3 的中国发明专利文件中公开的一种铅酸蓄电池铸焊设备中,包括铸焊工位,所述铸焊工位上设置有铸焊单元、多组设置于所述铸焊单元侧部的浸铅单元、多组与所述浸铅单元一一对应设置的铸焊模具以及在所述铸焊单元和各对应的浸铅单元之间传输转移所述铸焊模具的转移单元;工作时,多组铸焊模具交替与铸焊单元配合进行蓄电池组的铸焊作业。
4.又如授权公告号为cn111266556b的中国发明专利文件中公开的一种铅酸蓄电池全自动铸焊工艺及生产线 包括龙门架、沿着所述龙门架长度方向滑动设置在所述龙门架上的上料手以及沿着所述龙门架长度方向至少设置一组的加工生产线;所述加工生产线包括相对于所述上料手滑动设置在所述龙门架另一面上的卸料手、位于所述卸料手下方的铸焊机、设置在所述龙门架下方的工位切换机以及位于所述铸焊机一侧设置的入槽机,所述工位切换机的两端分别设置有上料工位以及加工工位,所述加工工位位于所述铸焊机的输出端上方,所述铸焊机包括铅炉、水平滑动在所述铅炉上的铸焊模具以及位于所述铸焊模具输出端下方的冷却组件,所述入槽机沿长度方向依次设置有接料工位、入槽工位以及出料工位,所述上料手将完成切刷工作后倒置的铅酸蓄电池组夹持放置在上料工位上,工位切换机将铅酸蓄电池组从上料工位切换至加工工位上,同时铸焊模具在所述铅炉内完成浸铅工作后向上抬升并水平向所述铅炉外输出至铅酸蓄电池组下方,铅酸蓄电池组下降至铸焊模具表面并配合冷却组件进行铸焊工作。
5.在上述文件所给出的铸焊设备方案中,都采用了各个加工设备互相固定依次按顺序连接或是直接集成在一起形成整体生产线的方式进行连接固定,同时利用龙门架设备完成蓄电池在各个加工设备之间进行移动。这种结构的蓄电池铸焊设备或是生产线中,由于各加工设备自身独特加工工艺过程例如切刷或是铸焊工艺,会不可避免地导致在不同设备上的进出料工位在竖直方向上高度的不同。此时,如果单纯地利用机架抓取结构实现在不同设备之间的转移动作,那么在大幅度对蓄电池进行升降移动时,由于升降机构中难以避免地存在启动冲击和停止冲击,在惯性的作用下蓄电池极易相对于夹爪组件发生滑动位
移,不便于对蓄电池位置进行更为精确的移动控制;尤其是对于一些自身重量较大或是形状结构较为精密的蓄电池产品进行加工时,此类蓄电池铸焊设备的适应程度便会相应地降低。
6.针对上述问题,本发明提供了一种能够对蓄电池产品进行稳定精确移动和各阶段加工处理的蓄电池自动铸焊生产线。
技术实现要素:
7.本发明提供了一种能够对蓄电池产品进行稳定精确移动和各阶段加工处理的蓄电池自动铸焊生产线。
8.本发明的上述技术目的是通过以下技术方案得以实现的:一种蓄电池自动铸焊生产线,包含有由前向后依次设置的切刷处理设备、助焊剂沾涂设备、铸焊加工设备以及用于实现蓄电池在各个设备之间进行移动的转运移动架系统,蓄电池产品在前述各设备中进行加工处理时或是利用所述转运移动架系统在各设备之间进行移动时始终保持极耳部分朝下的翻转倒置状态;所述切刷处理设备包含有设置于切刷机构外侧的工作平台,所述工作平台的上部设置有用于对蓄电池在切刷加工过程中起到支承和定位作用的工作台板,所述工作台板上开设有上下贯通的切刷槽口,用于供呈翻转倒置状态的蓄电池上的极耳部分穿过并与内部切刷机构相接触;所述助焊剂沾涂设备固定设置于所述工作台板上,且位于所述切刷槽口的后方。
9.作为对本发明的优选,所述助焊剂沾涂设备包含有作为安装基础的底部基板,蓄电池支承单元,助焊剂存储单元以及用于驱动所述助焊剂存储单元进行升降移动,以实现蓄电池极群组的极耳部分与助焊剂存储单元中的助焊剂相接触效果的沾涂升降机构。
10.作为对本发明的优选,所述助焊剂沾涂设备还包含有用于实现所述蓄电池支承单元相对于所述助焊剂存储单元向后方的所述铸焊加工设备进行平移运动的水平移动机构,所述水平移动机构包含有固定于所述底部基板上且位于所述蓄电池支承单元两侧的直立承载板,所述直立支承板上固定安装有用于对所述承托板直接进行支承的滚轮组件。
11.作为对本发明的优选,所述铸焊加工设备包含机架以及设置于机架上向外凸出的送料平台,在所述送料平台上设置有用于实现将呈翻转倒置状态的蓄电池移动进入或退出所述铸焊加工设备内部的送料组件,所述送料组件上用于固定承载蓄电池的送料工作位与所述助焊剂存储单元中水平移动机构的出料工作位在竖直方向上的高度不同。
12.作为对本发明的优选,所述助焊剂沾涂设备的后部设置有用于将蓄电池产品抬升至与所述铸焊加工设备相接近高度位置的承托抬升机构,所述承托抬升机构包含有用于对呈翻转倒置状态的蓄电池下部起到承托作用的承托抬升板,以及用于驱动所述承托抬升板向上顶起蓄电池的支顶升降气缸。
13.作为对本发明的优选,还包含由用于将呈翻转倒置状态的蓄电池进行二次翻转以复位至极耳部分朝上正向放置状态的翻转出料装置;所述转运移动架系统包含有用于将蓄电池在铸焊生产线整体的入口位置和所述助焊剂沾涂设备的进料位置之间以夹持抓取方式进行转运移动的第一转运移动架单元,以及用于将蓄电池产品在所述助焊剂沾涂设备的出料位置和所述翻转出料装置用于放置蓄电池产品的进料位置之间以夹持抓取方式进行转运移动的第二转运移动架单元。
14.作为对本发明的优选,所述第一转运移动架单元中包含有用于将蓄电池由正向设置状态进行转动、使蓄电池呈翻转倒置状态的前端翻转机构。
15.作为对本发明的优选,所述翻转出料装置的上部包含有用于对蓄电池产品进行固定夹持的夹持单元和用于对蓄电池进行转动的翻转单元,所述夹持单元和翻转单元互相独立并在各自驱动组件的作用下进行工作。
16.作为对本发明的优选,在生产线的前后两端还包含有输送带系统。
17.综上所述,本发明能够实现以下多项有益效果:1.本发明所述的蓄电池自动铸焊生产线中的切刷处理设备、助焊剂沾涂设备、铸焊加工系统以及转运移动架系统互相独立工作,能够针对不同的蓄电池产品铸焊加工需求进行独立的更换调整,使得该蓄电池自动铸焊生产线的通用性提升,满足各种不同的生产环境需求。
18.2.在本发明所述的蓄电池自动铸焊生产线中,将助焊剂沾涂设备安装在切刷处理设备的工作平台上,使蓄电池产品在这两部分设备之间利用转运移动架系统进行转运输送时,能够省去一些不必要的升降移动阶段或是减少竖直方向上蓄电池所必须的移动量,对于利用夹持方式实现对蓄电池固定作用的转运移动架系统,能够减少在移动过程中蓄电池相对于夹爪机构的偏移量,尤其适用于结构尺寸和自身重量较大蓄电池产品加工系统或是对移动位置精准性要求较高的蓄电池铸焊生产线。
19.3.本发明所述的蓄电池自动铸焊生产线中所包含的助焊剂沾涂设备在对蓄电池产品的极耳部分表面沾涂助焊剂的过程中,不需要对蓄电池整体进行升降移动,对于一些结构复杂脆弱或是尺寸质量较大的蓄电池产品能够起到有效的保护作用,此外还能够降低用于实现升降动作的驱动机构和部件的工作负荷,使沾涂设备更加可靠耐用。
20.4.本发明所述的蓄电池自动铸焊生产线中所包含的助焊剂沾涂设备和翻转出料装置中都采用了对蓄电池底部以平面贴合接触、承托方式进行移动的升降单元,缩短了以夹持方式对蓄电池进行升降移动的阶段行程,尤其对于一些结构尺寸、质量较大的蓄电池,能够有效防止滑脱掉落,从而对蓄电池起到有效的保护作用。
21.5.本发明所述的蓄电池自动铸焊生产线中,在对主要设备以模块化独立布局的基础上,又将一些机构装置进行了优化整合,不仅在空间布局上更为合理,也使蓄电池在移动过程中更为稳定精确。
附图说明
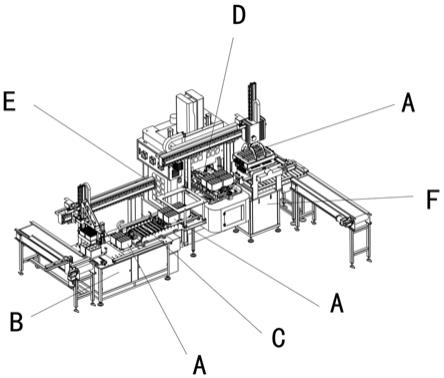
22.图1为蓄电池自动铸焊生产线整体结构示意图一;图2为蓄电池自动铸焊生产线整体结构示意图二;图3为切刷处理设备和助焊剂沾涂设备的结构关系示意图;图4为助焊剂沾涂设备整体结构示意图;图5为助焊剂沾涂设备用于沾涂助焊剂部分局部结构示意图;图6为助焊剂沾涂设备用于沾涂助焊剂部分内部结构示意图;图7为助焊剂沾涂设备用于沾涂助焊剂部分侧方向示意图;图8为助焊剂沾涂设备内部的沾涂升降机构结构示意图;图9为助焊剂沾涂设备内部的沾涂升降机构结构局部放大示意图;
图10为翻转出料装置中夹持单元和翻转单元之间结构关系示意图;图11为翻转出料装置中夹持单元和翻转单元之间结构关系侧方向示意图;图12为翻转出料装置中夹持单元和翻转单元之间结构关系局部放大示意图;图13为翻转出料装置结构示意图;图14为翻转出料装置结构侧向示意图。
23.图中:a——蓄电池b——切刷处理设备,b1——工作平台,b101——工作台板,b101a——切刷槽口,b102——切刷机构;c——助焊剂沾涂设备,c1——底部基板,c2——蓄电池支承单元,c3——助焊剂存储单元,c4——沾涂升降机构,c5——水平移动机构,c501——直立承载板,c502——滚轮组件,c6——承托抬升机构,c601——承托抬升板,c602——支顶升降气缸;d——铸焊加工设备,d1——送料平台;e——转运移动架系统,e1——第一转运移动架单元,e101——前端翻转机构,e2——第二转运移动架单元;f——翻转出料装置,f1——夹持单元,f2——翻转单元,f3——承托下降机构;g——输送带系统。
具体实施方式
24.以下具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
25.本方案是通过以下技术手段实现的:实施例:在本实施例中,给出了一种蓄电池自动铸焊生产线的具体结构实施方式,从整体上来说,生产线主要包含有依次设置且互相独立进行工作的切刷处理设备b、助焊剂沾涂设备c和支铸焊加工设备d,以及设置于各设备之间用于实现蓄电池a在各个设备之间进行移动的转运移动架系统e。对于转运移动架系统e,实际的结构布置,可以将该系统可以分为有用于将蓄电池a在铸焊生产线整体的入口位置和所述助焊剂沾涂设备c的进料位置之间以夹持抓取方式进行转运移动的第一转运移动架单元e1,以及用于将蓄电池a产品在所述助焊剂沾涂设备c的出料位置和所述翻转出料装置f用于放置蓄电池a产品的进料位置之间以夹持抓取方式进行转运移动的第二转运移动架单元e2。由于该蓄电池自动铸焊生产线主要用于对蓄电池a上部的极耳部分进行加工处理,因此在铸焊生产线中,蓄电池a主要以一种翻转倒置的状态进行移动转运并参与铸焊加工过程。针对这一特点,所述第一转运移动架单元e1中的夹装装置通过一种前端翻转机构e101以可旋转活动的方式与连接架进行安装固定,用于实现将蓄电池a在夹持升起的同时由正向设置状态进行转动、使蓄电池a迅速切换至呈翻转倒置状态。
26.在蓄电池自动铸焊生产线主体部分中,设置于前端位置的是切刷处理设备b,设备结构以及工作方式可以参照申请号为cn201210313945.x中国发明专利申请文件中所给出的“一种蓄电池a极板的切耳、刷耳一体装置”。该设备的主体为一种呈长方体状放置于地面
上的工作平台b1,而该工作平台b1又包括电控机构、工作台板b101以及设于工作平台b1内的切刷机构b102,工作平台b1内部设有可供切刷机构b102滑动的导轨和驱动切刷机构b102沿该导轨滑动的驱动机构,所述工作台板b101上设有上开设有上下贯通的切刷槽口b101a,用于供呈翻转倒置状态的蓄电池a上的极耳部分穿过并与内部切刷机构b102相接触。具体的,驱动机构采用气缸,气缸一端连接在工作平台b1上,另一端连接于切刷机构b102上,为提高气缸动作的灵活性,其连接方式可采用铰接。工作平台b1沿切刷机构b102滑动方向的两端设有感应开关,感应开关电连接到电控机构,电控机构根据感应开关的感应信号控制驱动机构,装置启动后,切刷机构b102向左运动,当触发工作平台b1左侧的感应开关后,电控机构根据感应信号控制气缸活塞回缩,拉动切刷机构b102向右运动,当触发工作平台b1右侧的感应开关后,电控机构根据感应信号控制气缸活塞伸出,推动切刷机构b102向左运动,从而实现切刷机构b102在导轨上的往复滑动。为提高切刷机构b102滑动的稳定性,在切刷机构b102上设置直线轴承,直线轴承与导轨配合,能保证切刷机构b102的平稳顺畅运行。
27.上述的切刷机构b102包括滑动座,滑动座上设有刷毛体和切刀体,滑动座上还设有驱动刷毛体的刷耳电机和驱动切刀体的切耳电机,刷耳电机和切耳电机分设于滑动座的两侧,刷耳电机和刷毛体之间通过带轮组件传动,切耳电机与切刀体之间通过带轮组件传动。刷耳电机和切耳电机均通过可升降的调节板连接滑动座,松开调节板,利用刷耳电机和切耳电机的自重,将皮带下拉张紧,起到预紧效果。
28.另外,本实施例的切刷机构b102还包括围置在刷毛体和切刀体周围的防护板,通过防护板的阻挡,防止修切下来的铅渣飞散,利于铅渣的收集;在防护板的内壁设有刷毛,防护板上的刷毛不仅可以避免铅渣从防护板上弹出,还能配合刷毛体提高极耳刷耳效果,刷耳质量更好。具体实施时可将防护板略微倾斜,形状漏斗状,修切下来的铅渣沿防护板下落,在工作平台b1底部设有铅渣收集抽屉,集中收集掉落的铅渣,并进行二次利用,环保且又降低成本。在工作台板b101上设有与工作平台b1内部空间连通的抽风口,在装置工作时,将抽风口连接抽气装置,可将工作平台b1内部飘散的铅尘抽走,保持工作平台b1内良好的工作环境,提高设备使用寿命。而此处工作台板b101的具体结构可参考现有技术,如申请号为“201010128768.9”、名称为“一种切耳、刷耳组合装置”的中国发明专利申请文件,申请号为“200710025220x”、名称为“一种切耳装置”的中国发明专利申请文件,在这里不再进行赘述。
29.在蓄电池自动铸焊生产线中紧接着切刷处理设备b设置的是助焊剂沾涂设备c,由于切刷处理设备b中的工作台板b101呈一种平板状,受限于内部切刷机构b102的布置,工作台板b101形成有向后端延伸且上部不设置有部件的延伸部。因此,考虑到助焊剂沾涂设备c整体也呈一种扁平状态以及布置安装后的稳定性,可以助焊剂沾涂设备c直接放置于工作台板b101上。该助焊剂沾涂设备c主要包含有一块用于作为安装其他部件基础的金属材质底部基板c1,以及安装在该底部基板c1上的蓄电池支承单元c2、助焊剂存储单元c3和沾涂升降机构c4这几个部分。
30.与常规用于对极耳表面沾涂助焊剂设备相似的,对于蓄电池支承单元c2,其主要功能是能够对呈倒置状态的蓄电池a起到承托作用,并且让蓄电池a的极耳部分向外凸出与助焊剂进行充分的接触。具体的,蓄电池支承单元c2主要包含有安装在所述底部基板c1上的承托板,该承托板位于容纳盒体的上方并且开设有上下贯通的槽口,供蓄电池a的极耳部
分穿过。而其中的助焊剂存储单元c3中的主要部件为一个中空的容纳盒体,该容纳盒体的上方开口,形成由上向下凹陷用于存储呈液态助焊剂的收容腔。在该收容腔的内部,架设有开设与蓄电池a极耳部分相对应孔槽的限位挡板,位于收容腔内所存储的助焊剂和蓄电池a产品之间。
31.该限位挡板的作用在于,当容纳盒体向上抬升时,呈倒置状态的蓄电池a会与容纳盒体相靠近,此时蓄电池a极板的极耳部分便会穿过限位挡板上所开设的孔槽并与助焊剂相接触。随着收容盒体的进一步抬升,限位挡板会与承载蓄电池a的部件相抵靠,阻止助焊剂进一步浸没极耳,实现了对极耳沾取助焊剂部分高度的控制。
32.而在助焊剂存储单元c3的下方,设置有用于使容纳盒体进行升降以实现蓄电池a极群组的极耳部分与助焊剂存储单元c3中的助焊剂相接触效果的沾涂升降机构c4。该沾涂升降机构c4主要包含有一个固定安装安装在底部基板c1上的支座部以及活动安装在这个支座部上的转动支顶件。具体的,支座部上开设有沿水平方向延伸的贯通孔并通过螺栓结构锁紧固定安装在底部基板c1上,而转动支顶件包含有分列设置于支座部两侧的杆件,通过插销同时穿过杆件的支座部上贯通孔的方式,将转动支顶件与支座部以铰接的方式进行连接,使转动支顶件能够绕支座部上固定的铰接中心进行转动。以此处铰接中心为分界点,可以将转动支顶件分隔为用于与外部驱动部件相连接的驱动段以及用于与容纳盒体的底部面相抵靠的支顶段。具体的,所述驱动段和支顶段都由铰接中心点位置相两侧延伸且向上翘起,此时支顶段的外侧端部位于容纳盒体的下方且驱动段的外侧端部远离容纳盒体。在此处驱动段的外侧端部位置安装有一个竖直放置的伸缩气缸作为驱动部件。在进行助焊剂沾涂工作时,当伸缩气缸的支顶杆部向外伸长时会驱动转动支顶件正向转动且支顶段的外侧端部沿圆弧形轨迹向上运动顶起抬升容纳盒体,使蓄电池a的极耳部分进入助焊剂内部;而当伸缩缸的支顶杆部向内收缩时会驱动转动支顶件逆向转动,此时容纳盒体下降至原位置并使助焊剂与极耳相分离,完成极耳表面助焊剂的沾涂工作。
33.作为上述助焊剂沾涂设备c结构的一种优选,可以在支顶段的外侧端部活动安装有一个能够绕水平延伸轴线自由转动的支顶滚轮,同时将转动连接件的形状设计为驱动段长度大于支顶段长度的一种结构。在此结构下,在需要向上抬升容纳盒体时,只需使用较小规格的伸缩气缸作为驱动装置即可,能够提升空间的利用率,使设备整体空间布局更为紧凑;而支顶滚轮的设计,能够在其抵靠容纳盒体底部面时,通过自身的旋转动作减小两部件之间的摩擦阻碍作用,使支顶升降动作更加平稳连贯,同时避免发生磨损而导致助焊剂沾涂高度难以控制的情况发生。
34.考虑到在对极耳表面沾涂助焊剂时,若是容纳盒体发生倾斜晃动,则会导致助焊剂液面波动,极耳上一些需要涂抹助焊剂的位置未与助焊剂接触,而不应当涂抹助焊剂的位置反而残留有较多助焊剂,使得后续加工过程变得难以控制。因此,在底部基板c1与容纳盒体之间设置有用于在助焊剂存储单元c3升降过程中确保容纳盒体呈水平状态的竖直导向组件。具体的,竖直导向组件主要包含有设置在容纳盒体下方的若干个支承柱,这些支承柱的上表面与水平面相平行且互相之间共面,在支承柱上开设有延竖直方向延伸的导向孔,相对应的,在容纳盒体的下方设置有能够插入导向孔内的导向部。在升降移动容纳盒体时,通过维持导向部和导向孔之间的插接配合,能够令容纳壳体整体呈水平状态放置,其内部的助焊剂液面也能够始终保持稳定的水平状态,减小晃动程度,使得极耳沾涂助焊剂的
位置更为精确可控。
35.紧接着助焊剂沾涂设备c放置的是支铸焊加工设备d,支铸焊加工设备d包含机架以及设置于机架上向外凸出的送料平台d1,在所述送料平台d1上设置有用于实现将呈翻转倒置状态的蓄电池a移动进入或退出所述支铸焊加工设备d内部的送料组件。该铸焊加工设备d的具体结构可以参照申请号为cn202010141090.1的中国发明专利申请文件中所公开的一种全自动铸焊机,在本实施例中不再进行具体介绍。由于铸焊设备的内部在竖直方向上的存在至少包括有由下向上依次排列的加热位置、铸焊位置和刮铅位置,在其连接的气缸的带动下铸焊模具可以实现在这三个位置上的移动,因此受限于铸焊工艺加工的过程顺序,向外凸出的送料平台d1高度无法设置得过低。由此,在配合使用支铸焊加工设备d和助焊剂沾涂装置时,会出现铸焊设备的送料平台d1与放置有助焊剂沾涂设备c的工作平台b1存在较大的竖直高度落差的情况。
36.考虑的上述的这种竖直高度落差结构,在利用移动架上的夹持机构对较大尺寸和重量的蓄电池a进行移动时,增加了发生滑动和脱落的风险,因此需要对生产线的结构进行进一步的优化改进。具体的,在该蓄电池a极耳助焊剂沾涂装置中还设置有一种水平移动机构c5,使蓄电池支承单元c2以可平移运动的方式架设安装在助焊剂存储单元c3的上方,并带着所承载的蓄电池a向后侧移动与支铸焊加工设备d相靠近。该水平移动机构c5包含有固定于底部基板c1上且位于所述蓄电池支承单元c2两侧的直立承载板c501,两块直立承载板c501靠蓄电池a一侧分别活动安装滚轮组件c502,该滚轮组件c502主要由若干沿水平方向直线排布且能够绕沿水平方向延伸的固定轴线进行自由转动的多个滚轮组成。将承载有蓄电池a的承托板架设防止在两侧的滚轮组件c502之间时,承托板能够沿滚轮的排布方向进行前后平移运动,实现上料和下料的功能。更进一步的,为了减小承托板以及其所承载的蓄电池a在沿滚轮的排布方向进行前后平移运动时向两侧的振动偏移,还可以的在底部基板c1与承托板之间设置一种水平导轨组件,包含有固定安装在基板上导轨以及由承托板向下延伸形成能够卡合在导轨上的导向卡块部。在助焊剂沾涂设备c的后部还设置有一种用于将蓄电池a向抬升至与送料平台d1相接近高度位置的承托抬升机构c6,该承托抬升机构c6中又包含有承托抬升板c601和支顶升降气缸c602两部分。当承载有完成沾涂过程的蓄电池a以及其下方的承托板向后端移动至承托抬升板c601上方时,支顶升降气缸c602启动工作,其支顶杆部带动其端部所固定连接的承托抬升板c601向上移动,同时向上顶起承托板以及蓄电池a直至所设定的、与送料平台d1相接近的竖直高度位置后,再利用转运移动架系统e将蓄电池a转移至送料平台d1上。
37.当蓄电池a由内向外再次移动至支铸焊加工设备d的送料平台d1上时,其基本已经完成了铸焊加工过程,但蓄电池a产品仍然呈一种极耳部分向下的翻转倒置状态,不便于进行后续的移动输送。因此,在蓄电池自动铸焊生产线的后段位置还设置有一种翻转出料装置f。该设备首先包含有一个固定于地面或是机架上的基座支承架,作为安装其它部件的基础并起到承载作用。基座支承架主要包含有两块直立设置的基板,两块基板之间间隔一定距离通过焊接或是铆接的方式安装连接件固定在一起。在基座支承架的左右两块基板的上部,分别开设有由上向下凹陷的架设槽口,架设槽口内侧面成圆弧形且两个架设槽口互相对称。为了实现蓄电池a完整的翻转功能,在基座支承架上设置有用于对蓄电池a产品进行固定夹持的夹持单元f1以及用于实现蓄电池a产品倒置翻转动作的翻转单元f2两个部分。
其中的夹持单元f1主要包含有一个连接框架,该连接框呈一种中空的方形框架结构,其内侧为放置蓄电池a的区域,外侧为与基座支承架相连接的区域。具体的,在连接框架上固定安装有作为夹持动作驱动组件的第一伸缩驱动气缸,该第一伸缩气缸的主体部固定安装在连接框架的外侧,而第一伸缩驱动气缸的伸缩支顶部由外向内穿过所述连接框架与蓄电池a的外壁面抵靠。当蓄电池a放置于连接框架的内侧时,通过伸缩支顶部伸长后抵靠于蓄电池a的外壁面,同时利用连接框架上另一侧内壁面对蓄电池a相对一侧外壁面的抵靠,实现对蓄电池a整体的夹持固定作用。
38.在这里,若是直接采用第一伸缩驱动气缸的金属材质伸缩支顶部抵住蓄电池a塑料材质的外壁面,有可能会造成划伤损坏甚至时破裂,因此在伸缩支顶部靠蓄电池a一侧的前端,可以安装于蓄电池a外壁面形状相对应的贴合支顶件。该贴合支顶件的表面可以采用橡胶或树脂等柔性材质制成并开设沟槽形成防滑结构,不仅有效地控制分散接触面上局部过大的挤压作用力,还能够提升两部件之间的摩擦作用力,提升翻转过程中蓄电池a的稳定性。进一步的,若是需要一次性对多块蓄电池a进行翻转动作用,也可以采用在连接框架内侧固定安装有用于配合所述伸缩支顶部对蓄电池a进行夹持固定的支顶抵靠件,并且在连接框架相对的两侧同时固定多个第一伸缩驱动气缸的方式,实现同时对多块蓄电池a的夹持固定作用。
39.对于连接框架以及安装在连接框架上的部件,通过一种活动的方式安装在基座支承架上,具体的,在连接框架上与安装有第一伸缩驱动气缸相邻的两侧面上,分别沿水平方向向外突出形成呈圆柱形的连接转轴部,并通过将连接转轴部嵌入在基座支承架两侧所开设形成的架设槽口中,使连接框架能够绕连接转轴部的中心轴线进行转动。优选的,为了避免连接框架相对于基座支承架沿连接转轴部的轴线方向发生移动,还可以在连接转轴部上固定安装用于与基座支承架相抵靠的限位挡块。
40.作为用于驱动夹持单元f1和蓄电池a进行转动的翻转单元f2,主要包含有一个呈水平状态设置在翻转出料装置f一侧的第二伸缩驱动气缸,该第二伸缩驱动气缸的主体部与基座支承架相固定连接,而其伸缩支顶部的前端固定安装一个驱动齿条。相应的,在前述的用于将连接框架架设安装在基座支承架上的连接转轴部的外侧端部固定安装有一个与驱动齿条相对应啮合的传动齿轮。此时在翻转单元f2中,便能够通过驱动气缸的工作,利用齿轮齿条之间的啮合作用,将伸缩往复运动转化为旋转运动,进而带动连接框架以及其所夹持固定的蓄电池a进行平稳准确的转动动作。
41.进一步优选的,为了尽量整个翻转过程中,齿轮齿条机构的运动工作更为精确,可以将两侧连接转轴部的位置设置为转轴中心轴线穿过连接框架以及其所夹持固定的蓄电池a所形成整体的重心点位这样的结构。在该结构下,由于旋转中心轴线所在的竖直平面将这个整体分隔为重量相等的两个部分,因此在整个翻转过程中,连接框架和蓄电池a的重量都由基座支承架承担而不会传递至翻转单元f2中的驱动装置,也能够减小第二伸缩驱动气缸进行工作时受到的阻碍作用,有助于其更加精确地对翻转动作进行控制。此外,可以的在驱动齿条与基座支承架之间形成用于引导驱动齿条运动并对驱动齿条起到承载作用的导轨结构,不仅减轻了传递至第二伸缩驱动气缸的弯矩,避免变形,还能够保证驱动齿条与传动齿轮之间的稳定啮合工作。为了避免外部灰尘、杂质进入需要精确进行啮合传动工作的驱动齿条和传动齿轮之间,还可以在两部件的外侧固定安装实现局部封闭效果的防护壳
体。
42.在蓄电池自动铸焊生产线的前后两端位置,设置有用于引导蓄电池a进出铸焊生产线的输送带系统g,使本实施例中所述的蓄电池自动铸焊生产线能够自然平顺地与其它加工生产线进行过渡衔接。与之相对的,为了适应支铸焊加工设备d的送料平台d1高度位置,夹持单元f1和翻转单元f2的工作位置也处于一个相应较高的高度位置。因此,在翻转出料装置f的下部还设置有用于将蓄电池a以平面承托后升降的方式,由翻转出料装置f移动至输送带系统g上的承托下降机构f3。具体的,该承托下降机构f3的结构可以参考申请号为cn202020906543.0的中国实用新型专利申请文件中所公开的一种方形蓄电池的翻转机构,此处不再进行具体展开。
43.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。