1.本实用新型涉及电力铁附件技术领域,尤其涉及一种电力铁附件用打磨装置。
背景技术:
2.电力铁附件一般是指混凝土电杆上用于对接线进行支撑的铁质横担零件,其在的线路假设、电力输送的领域中得到了广泛的使用。现有的电力铁附件包括横担和抱箍,在电力铁附件生产过程中,铁附件基板使用冲孔装置或者钻孔装置加工结束后,在加工边缘存在加工毛边、毛刺。
3.现有技术中,需要作业人员手持角磨机等打磨设备对铁附件基板进行打磨去毛刺。在打磨过程中,需要作业人员翻动铁附件基板,正反面反复多次打磨,费时费力,生产效率低,对作业人员的健康也有不利影响。
4.因此,需要针对上述缺陷开发一种电力铁附件用打磨装置。
技术实现要素:
5.本实用新型的目的是提供一种电力铁附件用打磨装置,能够在两个大侧面同时对铁附件基板进行打磨,提高了打磨效率,降低了人工打磨成本。
6.为解决上述技术问题,本实用新型采用如下技术方案:
7.本实用新型一种电力铁附件用打磨装置,包括基座板、打磨电机、夹紧机构和输送辊对,所述基座板设置在两组所述输送辊对之间,打磨的铁附件基板在两组所述输送辊对之间水平输送;两个所述打磨电机通过所述夹紧机构安装在所述基座板上并分别设置在所述铁附件基板上下两侧;所述打磨电机的输出端安装有打磨轮,所述打磨轮能够接触所述铁附件基板大侧面。
8.进一步的,所述夹紧机构包括轴承座、夹紧电机和双头丝杠,所述基座板朝向所述铁附件基板的立面平行设置有两个导轨,所述打磨电机的底座下部设置有滑块,所述滑块在所述导轨上沿着竖直方向滑动;所述双头丝杠平行设置在两个所述导轨之间,所述双头丝杠上设置有左旋和右旋螺纹且两端通过所述轴承座支撑在所述基座板上,所述打磨电机底部设置有与所述双头丝杠配合的螺母滑块;所述夹紧电机通过端部法兰安装在电机支座板上,所述电机支座板设置在所述基座板一端,所述夹紧电机的输出端连接所述双头丝杠的一端。
9.进一步的,所述夹紧电机的输出端和所述双头丝杠之间还设置有扭矩传感器,所述扭矩传感器电连接到控制器上。
10.进一步的,所述输送辊对包括上输送辊和下输送辊,所述铁附件基板夹紧在所述上输送辊和下输送辊之间进行输送。
11.进一步的,所述下输送辊的两端分别设置有挡料盘,所述挡料盘的内侧壁限位所述铁附件基板的侧边。
12.进一步的,所述挡料盘为圆环盘形状,所述挡料盘的内孔套接在所述下输送辊的
辊筒上,所述挡料盘上设置有顶丝螺纹孔并配备有顶丝,所述顶丝的顶出端能够顶紧所述下输送辊的辊筒。
13.与现有技术相比,本实用新型的有益技术效果:
14.本实用新型一种电力铁附件用打磨装置,通过两个打磨电机设置在铁附件基板上下两侧并且分别驱动打磨轮旋转打磨铁附件基板大侧面,能够在铁附件基板在所述输送辊对之间输送的同时,两个大侧面同时打磨,去除冲孔加工产生的毛刺,提高了作业效率。通过所述夹紧机构的设置,能够调节打磨轮靠紧铁附件基板大侧面的力度,取得最佳的打磨效果。本实用新型电力铁附件用打磨装置,能够在两个大侧面同时对铁附件基板进行打磨,提高了打磨效率,降低了人工打磨成本。
15.此外,通过采用双头丝杠形式的所述夹紧机构,能够同时夹紧上下两个打磨电机的打磨轮到铁附件基板的侧面上进行打磨。通过夹紧电机驱动双头丝杠旋转,便于自动控制。通过扭矩传感器的设置,能够将扭矩信号作为施加夹紧力的控制参数,避免夹紧力太小打磨效果不佳,夹紧力太大,打磨效率变慢,取得较佳的打磨效果。通过上输送辊和下输送辊组成的所述输送辊对,能够在打磨工位两端形成有效的夹紧扶持,避免出现在打磨旋转扭矩的作用下,发生铁附件基板偏转,影响打磨效果。通过挡料盘的设置,能够在铁附件基板的侧边形成限位,避免铁附件基板发生转动。通过顶丝螺纹孔配合顶丝设置在挡料盘上,能够在调整挡料盘位置合适后锁紧挡料盘。
附图说明
16.下面结合附图说明对本实用新型作进一步说明。
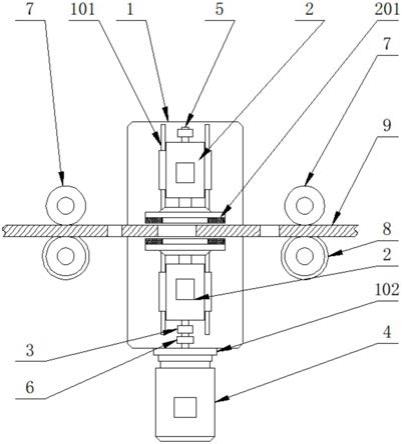
17.图1为本实用新型电力铁附件用打磨装置主视剖视结构示意图;
18.图2为本实用新型的打磨工位的侧视结构示意图;
19.图3为本实用新型的下输送辊部位俯视结构示意图。
20.附图标记说明:1、基座板;101、导轨;102、电机支座板;2、打磨电机;201、打磨轮;202、滑块;3、轴承座;4、夹紧电机;5、双头丝杠;6、扭矩传感器;7、上输送辊;8、下输送辊;801、挡料盘;802、顶丝;9、铁附件基板。
具体实施方式
21.本实用新型的核心是提供一种电力铁附件用打磨装置,能够在两个大侧面同时对铁附件基板进行打磨,提高了打磨效率,降低了人工打磨成本。
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚完整的描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
24.参考附图,图1为本实用新型电力铁附件用打磨装置主视剖视结构示意图;图2为
本实用新型的打磨工位的侧视结构示意图;图3为本实用新型的下输送辊部位俯视结构示意图。
25.在一具体实施方式中,如图1和图2所示,一种电力铁附件用打磨装置,包括安装在机架上的基座板1、打磨电机2、夹紧机构和输送辊对。基座板1设置在两组所述输送辊对之间,打磨的铁附件基板9在两组所述输送辊对之间水平输送。两个打磨电机2通过所述夹紧机构安装在基座板1上并分别设置在铁附件基板9上下两侧,两个打磨电机2头对头设置。所述夹紧机构能够带动打磨电机2沿着竖直方向运动。打磨电机2的输出端安装有打磨轮201,打磨轮201能够接触铁附件基板9大侧面。
26.通过两个打磨电机2设置在铁附件基板9上下两侧并且分别驱动打磨轮201旋转打磨铁附件基板9大侧面,能够在铁附件基板9在所述输送辊对之间输送的同时,两个大侧面同时打磨,去除冲孔加工产生的毛刺,提高了作业效率。通过所述夹紧机构的设置,能够调节打磨轮201靠紧铁附件基板9大侧面的力度,取得最佳的打磨效果。本实用新型电力铁附件用打磨装置,能够在两个大侧面同时对铁附件基板进行打磨,提高了打磨效率,降低了人工打磨成本。
27.在本实用新型的一具体实施方式中,如图1和图2所示,所述夹紧机构包括轴承座3、夹紧电机4和双头丝杠5。基座板1朝向铁附件基板9的立面上平行设置有两个导轨101,打磨电机2的底座下部设置有滑块202,滑块202能够在导轨101上沿着竖直方向滑动。双头丝杠5平行设置在两个导轨101之间,双头丝杠5上设置有左旋和右旋螺纹的轴段,双头丝杠5的两端通过轴承座3支撑在基座板1上,打磨电机2底部设置有与双头丝杠5配合的螺母滑块,两个所述螺母滑块一个为左旋螺纹一个为右旋螺纹分别与双头丝杠5的左旋和右旋螺纹轴段配合。夹紧电机4通过端部法兰安装在电机支座板102上,电机支座板102焊接连接在基座板1一端,夹紧电机4的输出端连接双头丝杠5的一端。显而易见的,所述夹紧机构也可以采用压簧结构对打磨电机2施加打磨轮201对铁附件基板9的夹紧力,类似的变形方式均落入本实用新型的保护范围之中。
28.具体而言,如图1和图2所示,夹紧电机4的输出端和双头丝杠5之间还设置有扭矩传感器6,扭矩传感器6电连接到控制器上。夹紧电机4为减速电机,所述控制器控制夹紧电机4的运行,扭矩传感器6传递的扭矩未达到设定值范围时,所述控制器控制夹紧电机4正向旋转,双头丝杠5驱动两个打磨电机2相向运动,提高打磨轮201对铁附件基板9的夹紧力。达到设定范围时,停止运行。在设备开始运行时,所述控制器控制夹紧电机4反向旋转,松开两个打磨轮201放开铁附件基板9。
29.通过采用双头丝杠5形式的所述夹紧机构,能够同时夹紧上下两个打磨电机2的打磨轮201到铁附件基板9的侧面上进行打磨。通过夹紧电机4驱动双头丝杠5旋转,便于自动控制。通过扭矩传感器6的设置,能够将扭矩信号作为施加夹紧力的控制参数,避免夹紧力太小打磨效果不佳,夹紧力太大,打磨效率变慢,取得较佳的打磨效果。
30.在本实用新型的一具体实施方式中,如图1和图3所示,所述输送辊对包括上输送辊7和下输送辊8,铁附件基板9夹紧在上输送辊7和下输送辊8之间进行输送。
31.具体而言,如图3所示,下输送辊8的两端分别设置有挡料盘801,挡料盘801的内侧壁限位铁附件基板9的侧边。
32.具体而言,如图3所示,挡料盘801为圆环盘形状,挡料盘801的内孔套接在下输送
辊8的辊筒上,挡料盘801上设置有顶丝螺纹孔并配备有顶丝802,顶丝802的顶出端能够顶紧下输送辊8的辊筒。
33.通过上输送辊7和下输送辊8组成的所述输送辊对,能够在打磨工位两端形成有效的夹紧扶持,避免出现在打磨旋转扭矩的作用下,发生铁附件基板9偏转,影响打磨效果。通过挡料盘801的设置,能够在铁附件基板9的侧边形成限位,避免铁附件基板9发生转动。通过顶丝螺纹孔配合顶丝802设置在挡料盘801上,能够在调整挡料盘801位置合适后锁紧挡料盘801。
34.本实用新型电力铁附件用打磨装置工作过程:将长条状的铁附件基板9从上输送辊7和下输送辊8之间穿过,并在两对所述输送辊对上输送。所述控制器控制夹紧电机4正向旋转,双头丝杠5驱动两个打磨电机2相向运动,打磨电机2旋转工作,打磨轮201靠近并接触铁附件基板9的侧面并进行打磨。扭矩传感器6输出信号达到设定范围时,夹紧电机4停止运行。所述输送辊对持续输送铁附件基板9,打磨电机2连续工作,进行全长打磨作业。
35.本实用新型电力铁附件用打磨装置,通过两个打磨电机2设置在铁附件基板9上下两侧并且分别驱动打磨轮201旋转打磨铁附件基板9大侧面,能够在铁附件基板9在所述输送辊对之间输送的同时,两个大侧面同时打磨,去除冲孔加工产生的毛刺,提高了作业效率。通过所述夹紧机构的设置,能够调节打磨轮201靠紧铁附件基板9大侧面的力度,取得最佳的打磨效果。本实用新型电力铁附件用打磨装置,能够在两个大侧面同时对铁附件基板进行打磨,提高了打磨效率,降低了人工打磨成本。此外,通过采用双头丝杠5形式的所述夹紧机构,能够同时夹紧上下两个打磨电机2的打磨轮201到铁附件基板9的侧面上进行打磨。通过夹紧电机4驱动双头丝杠5旋转,便于自动控制。通过扭矩传感器6的设置,能够将扭矩信号作为施加夹紧力的控制参数,避免夹紧力太小打磨效果不佳,夹紧力太大,打磨效率变慢,取得较佳的打磨效果。通过上输送辊7和下输送辊8组成的所述输送辊对,能够在打磨工位两端形成有效的夹紧扶持,避免出现在打磨旋转扭矩的作用下,发生铁附件基板9偏转,影响打磨效果。通过挡料盘801的设置,能够在铁附件基板9的侧边形成限位,避免铁附件基板9发生转动。通过顶丝螺纹孔配合顶丝802设置在挡料盘801上,能够在调整挡料盘801位置合适后锁紧挡料盘801。
36.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
37.以上所述的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。