1.本技术涉及食品加工设备领域,尤其是涉及一种全自动吐司切片机。
背景技术:
2.吐司是西式面包的一种,通常使用长方形带盖或不带盖的烤听制作而成,因此吐司通常为一个比较大的矩形块。在食品加工行业中,吐司是三明治中的重要来源,由于吐司的表皮口感较差,吐司在使用前需要切除表皮。
3.目前吐司的切片通常采用人工方式,即生产人员先采用切刀或者切割装置对吐司的表皮进行切除,再采用切刀或者切割装置将面包芯切割成多个面包片。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:在食品加工厂中,每天需要处理的吐司数量较大,而每个吐司均需要生产人员切割多次,导致生产人员的劳动强度较大。
技术实现要素:
5.为了改善生产人员的劳动强度较大的问题,本技术提供一种全自动吐司切片机。
6.本技术提供的一种全自动吐司切片机采用如下的技术方案:
7.一种全自动吐司切片机,包括机架,所述机架上设置有用于切割吐司两相对侧表皮的第一输送切割机构、位于所述第一输送切割机构一侧且用于翻转吐司的翻转输送机构、位于所述翻转输送机构一侧且用于切割吐司另外两相对侧表皮的第二输送切割机构和位于所述第二输送切割机构一侧且用于将面包芯分隔成面包片的输送切片机构。
8.通过采用上述技术方案,在需要对吐司进行切片时,先将吐司放置于第一输送切割机构,第一输送切割机构自动输送吐司,并将吐司两相对侧的表皮切除,直至吐司运输至翻转输送机构,翻转输送机构输送吐司,并将吐司翻转90度,直至吐司运输至第二输送切割机构,第二输送切割机构自动输送吐司,并将吐司另两相对侧的表皮切除,直至面包芯输送至输送切片机构,输送切片机将面包芯分隔成多个面包片,且将面包片输送出机架,即可完成吐司的切片加工,无需人工进行切割,且整个加工过程自动化程度高,以此实现降低生产人员劳动强度的效果,有益于大幅提升生产效率。
9.可选的,所述第一输送切割机构包括设置于所述机架上的第一输送机和两个第一切割组件;两个所述第一切割组件分别位于所述第一输送机沿垂直于吐司输送方向的两侧。
10.通过采用上述技术方案,在需要初步切除吐司的表皮时,第一输送机驱使吐司朝向翻转输送机构前进,且当吐司穿过第一切割组件时,第一切割组件将吐司平行于输送方向的表皮切除,即可同步进行吐司的输送与切割。
11.可选的,所述翻转输送机构包括设置于所述机架上的第二输送机、设置于所述机架上且位于所述第二输送机上方的第三输送机、连接于所述第三输送机上的拨动板、转动连接于所述机架上的支杆和用于驱使所述支杆复位的弹性件;所述第二输送机位于所述第
一输送机与所述第二输送切割机构之间,且所述第二输送机的输送方向垂直于所述第一输送机的输送方向。
12.通过采用上述技术方案,在需要翻转吐司时,吐司先由第一输送机落于第二输送机上,第二输送机驱使吐司朝向下个工序移动,同时第三输送机也带动拨动板持续进行回转运动,直至吐司位于拨动板与支杆之间时,拨动板挤压吐司,并使得吐司以支杆为支点进行翻转,同时支杆也发生转动,即可完成吐司的翻转,第二输送机继续将吐司输送至第二输送切割机构上,同时弹性件通过弹性力带动支杆复位摆动,便于对下个吐司进行翻转。
13.可选的,所述第二输送切割机构包括设置于所述机架上的第四输送机和两个第二切割组件;所述第四输送机位于所述第二输送机与所述输送切片机构之间,且所述第四输送机的输送方向垂直于所述第二输送机的输送方向;两个所述第二切割组件分别位于所述第四输送机沿垂直于吐司输送方向的两侧。
14.通过采用上述技术方案,在需要进一步切除吐司的表皮时,吐司先有第二输送机落于第四输送机上,第四输送机驱使吐司朝向输送切片机构移动,且当吐司穿过第二切割组件时,第二切割组件将吐司平行于输送方向的表皮切除,即可同步进行吐司的输送与切割,完成切割后,第二输送机将面包芯输送至输送切片机构上。
15.可选的,所述输送切片组件包括设置于所述机架上的第五输送机、两组夹持组件和多个切刀条;所述第五输送机位于所述第四输送机与切刀条之间;两组夹持组件分别位于所述切刀条沿面包芯输送方向的两侧;多个所述切刀条沿垂直于面包芯输送方向间隔布置。
16.通过采用上述技术方案,在对面包芯进行切片时,面包芯先由第四输送机落于第五输送机上,同时两个夹持组件分别夹持于面包芯的两端,直至面包芯穿过切刀条,多个切刀条即可将面包芯切割成多个面包片,夹持组件可以限制面包芯的偏移,可以提升切刀条的切割精度,提升面包片的良品率。
17.可选的,所述夹持组件包括两个夹持板和调节件;两个所述夹持板相互对峙且位于面包芯的两相对侧;所述调节件用于调整两个所述夹持板之间的间距。
18.通过采用上述技术方案,在需要对面包芯进行夹持时,通过调节件调整两个夹持板之间的间距,即可适用于不同尺寸的吐司,有益于扩大装置的适用范围。
19.可选的,所述调节件包括固接于所述机架上的固定柱、穿设于所述固定柱上的调节杆和螺纹连接于所述固定柱上的锁紧螺杆;所述调节杆的端部与所述夹持板固接,所述锁紧螺杆的端部与所述夹持板的外周壁抵接。
20.通过采用上述技术方案,在需要调整两个夹持板之间的间距时,先驱使调节杆沿水平方向活动于固定柱内,即可带动夹持板靠近或远离另一个夹持板,再于固定柱上螺纹装配锁紧螺杆,直至锁紧螺杆的端部抵紧于调节杆的外周壁,即可完成两个夹持板之间间距的调整。
21.可选的,所述第一输送机沿垂直于吐司输送方向的两侧、所述第四输送机沿垂直于吐司输送方向的两侧设置有用于限制吐司偏移的防偏机构。
22.通过采用上述技术方案,防偏机构可以在表皮切除过程中限制吐司的偏移,从而可以提升表皮的切割精度,有益于提升良品率。
23.可选的,所述防偏机构包括固定于所述机架上的固定板、活动连接于所述机架上
的弹性板和用于限制所述弹性板活动的锁紧件;所述固定板与所述弹性板分别位于所述第一输送机或所述第二输送机的两侧;所述弹性板倾斜布置,且所述弹性板靠近吐司进口的端部与所述固定板之间的间距尺寸小于所述弹性板靠近吐司出口的端部与所述固定板之间的间距尺寸。
24.通过采用上述技术方案,在吐司切除表皮的过程中,吐司位于固定板与弹性板之间,弹性板通过弹性力驱使吐司贴合于固定板上,即可限制吐司的偏移,且弹性板对吐司的损坏较小。在对不同尺寸的吐司进行加工时,先驱使弹性板活动,再通过锁紧件限制弹性板的活动,即可调整弹性板与固定板之间的初始间距,有利于提升装置的适用范围。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.通过第一输送机和第一切割组件输送吐司并切除表皮,并通过第二输送机、第三输送机、拨动板、支杆和弹性件将吐司翻转九十度,再通过第四输送机和第二切割组件输送吐司并切除剩余表皮,最后通过第五输送机和切刀条将面包芯分隔为多个面包片,无需人工进行切割,且整个加工过程自动化程度高,以此实现降低生产人员劳动强度的效果;
27.2.在对吐司进行切除表皮时,弹性板驱使吐司贴合于固定板上,从而可以提升表皮的切割精度,同时通过转动弹性板,并通过锁紧件限制弹性板的转动可以调整弹性板与固定板之间的初始间距,有利于提升装置的适用范围;
28.3.在对面包芯切割成多个面包片时,两个夹持板贴合于面包芯的两侧,可以提升切刀条的切割精度,同时提过固定柱、调节杆和锁紧螺杆可以调整两个夹持板之间的间距,有利于提升装置的适用范围。
附图说明
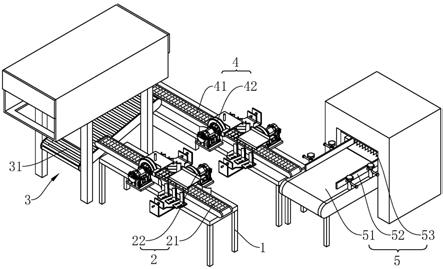
29.图1是本技术实施例的整体结构示意图。
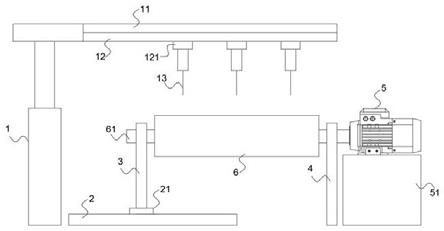
30.图2是本技术实施例第一输送切割机构、防偏机构和防护罩和部分机架的结构示意图。
31.图3是本技术实施例翻转输送机构和部分机架的结构示意图。
32.图4是图3中a部分的局部放大示意图。
33.图5是本技术实施例第二输送切割机构、防偏机构和防护罩和部分机架的结构示意图。
34.图6是本技术实施例输送切片机构和部分机架的结构示意图。
35.图7是图5中b部分的局部放大示意图。
36.附图标记:
37.1、机架;11、c型支座;12、限位板;121、限位槽;
38.2、第一输送切割机构;21、第一输送机;22、第一切割组件;221、第一切割电机;222、第一圆形刀片;
39.3、翻转输送机构;31、第二输送机;32、第三输送机;33、拨动板;34、支杆;341、转动杆;35、扭簧;
40.4、第二输送切割机构;41、第四输送机;42、第二切割组件;421、第二切割电机;422、第二圆形刀片;
41.5、输送切片机构;51、第五输送机;52、夹持组件;521、夹持板;522、调节件;5221、
固定柱;5222、调节杆;5223、锁紧螺杆;53、切刀条;
42.6、防偏机构;61、固定板;62、弹性板;621、l型杆;622、调节板;6221、条形调节槽;63、固定螺杆;
43.7、防护罩;71、玻璃隔板。
具体实施方式
44.以下结合附图1-7对本技术作进一步详细说明。
45.本技术实施例公开一种全自动吐司切片机。参照图1,全自动吐司切片机包括机架1,机架1上设置有用于切割吐司两相对侧表皮的第一输送切割机构2、位于第一输送切割机构2一侧且用于翻转吐司的翻转输送机构3、位于翻转输送机构3一侧且用于切割吐司另外两相对侧表皮的第二输送切割机构4和位于第二输送切割机构4一侧且用于将面包芯分隔成面包片的输送切片机构5。
46.在需要对吐司进行切片时,先将吐司放置于第一输送切割机构2,第一输送切割机构2自动输送吐司,并将吐司两相对侧的表皮切除,直至吐司运输至翻转输送机构3,翻转输送机构3输送吐司,并将吐司翻转90度,直至吐司运输至第二输送切割机构4,第二输送切割机构4自动输送吐司,并将吐司另两相对侧的表皮切除,直至面包芯输送至输送切片机构5,输送切片机将面包芯分隔成多个面包片,且将面包片输送出机架1,即可完成吐司的切片加工,无需人工进行切割,且整个加工过程自动化程度高,以此实现降低生产人员劳动强度的效果,有益于大幅提升生产效率。
47.参照图1与图2,第一输送切割机构2包括设置于机架1上的第一输送机21和两个第一切割组件22。第一输送机21可选择链板式输送机、皮带输送机或滚筒输送机,在本技术实施例中采用链板式输送机,第一输送机21的输送方向为水平方向,且第一输送机21的链板上焊接有多个间隔布置的第一隔板。
48.参照图1与图2,两个第一切割组件22分别位于第一输送机21沿垂直于吐司输送方向的两侧,且沿吐司输送方向间隔布置。第一切割组件22包括通过螺栓安装于机架1上的第一切割电机221和与第一切割电机221的输出轴同轴线连接的第一圆形刀片222。
49.在需要初步切除吐司的表皮时,第一输送机21驱使吐司朝向翻转输送机构3前进,同时第一切割电机221带动第一圆形刀片222持续旋转,且当吐司穿过第一圆形刀片222时,两个第一圆形刀片222将吐司平行于输送方向的两个表皮切除,即可同步进行吐司的输送与切割。
50.参照图3与图4,翻转输送机构3包括设置于机架1上的第二输送机31、设置于机架1上且位于第二输送机31上方的第三输送机32、连接于第三输送机32上的拨动板33、转动连接于机架1上的支杆34和用于驱使支杆34复位的弹性件。
51.参照图3与图4,第二输送机31位于第一输送机21与第二输送切割机构4之间,第二输送机31可选择链板式输送机、皮带输送机或滚筒输送机,在本技术实施例中采用滚筒式输送机,第二输送机31斜向布置,第二输送机31的一端位于第一输送机21的下方、另一端位于第二输送切割机构4的上方,且第二输送机31的输送方向垂直于第一输送机21的输送方向。
52.参照图3与图4,第三输送机32可选择链条式输送机、链板式输送机、皮带输送机或
滚筒输送机,在本技术实施例中选择链条式输送机,第三输送机32的倾斜角度与第二输送机31的倾斜角度一致。拨动板33通过螺钉连接于第三输送机32的链条上,拨动板33可设置为一个或多个,在本技术实施例中拨动板33设置有一个。
53.参照图3与图4,支杆34的端部焊接有转动杆341,转动杆341的轴向垂直于吐司的输送方向且垂直于第二输送机31滚筒的轴向。机架1上焊接有c型支座11,转动杆341的端部绕自身轴线旋转于c型支座11上,使得支杆34绕转动杆341的轴线摆动。弹性件包括两个分别套设于转动杆341两端的扭簧35,扭簧35的一端连接于c型支座11上、另一端连接于转动杆341上。
54.在需要翻转吐司时,吐司先由第一输送机21落于第二输送机31上,第二输送机31驱使吐司朝向下个工序移动,同时第三输送机32也带动拨动板33持续进行回转运动,直至吐司位于拨动板33与支杆34之间时,拨动板33挤压吐司,并使得吐司以支杆34为支点进行翻转,同时支杆34也发生转动,即可完成吐司的翻转,第二输送机31继续将吐司输送至第二输送切割机构4上,同时扭簧35通过弹性力带动支杆34复位摆动,便于对下个吐司进行翻转。
55.参照图1与图5,第二输送切割机构4包括设置于机架1上的第四输送机41和两个第二切割组件42。第四输送机41位于第二输送机31与输送切片机构5之间,且第四输送机41的输送方向垂直于第二输送机31的输送方向。第四输送机41可选择链板式输送机、皮带输送机或滚筒输送机,在本技术实施例中采用链板式输送机,第四输送机41的一端位于第二输送机31的下方。第四输送机41的链板上焊接有多个间隔布置的第二隔板。
56.参照图1与图5,两个第二切割组件42分别位于第四输送机41沿垂直于吐司输送方向的两侧,且沿吐司输送方向间隔布置。第二切割组件42包括通过螺栓安装于机架1上的第二切割电机421和与第二切割电机421的输出轴同轴线连接的第二圆形刀片422。
57.在需要进一步切除吐司的表皮时,吐司先有第二输送机31落于第四输送机41上,第四输送机41驱使吐司朝向输送切片机构5移动,同时第二切割电机421带动第二圆形刀片422持续旋转,且当吐司穿过第二圆形刀片422时,两个第二圆形刀片422将吐司平行于输送方向的两个表皮切除,即可同步进行吐司的输送与切割,完成切割后,第二输送机31将面包芯输送至输送切片机构5上。
58.参照图1与图6,输送切片组件包括设置于机架1上的第五输送机51、两组夹持组件52和多个切刀条53。第五输送机51位于第四输送机41与切刀条53之间,第五输送机51可选择链板式输送机、皮带输送机或滚筒输送机,在本技术实施例中采用皮带输送机。
59.参照图1与图6,切刀条53的两端通过螺钉固定于机架1上,多个切刀条53沿垂直于面包芯输送方向间隔布置,且刀刃朝向第五输送机51。为保持面包片的尺寸一致性,机架1通过螺钉连接有两个限位板12,限位板12开设有多个限位槽121,多个限位槽121沿面包芯输送方向间隔布置,且多个切刀条53分别穿过多个限位槽121,面包芯由两个限位板12之间穿过。
60.参照图1与图6,两组夹持组件52分别位于切刀条53沿面包芯输送方向的两侧。夹持组件52包括两个夹持板521和调节件522,两个夹持板521相互对峙且位于面包芯的两相对侧。调节件522用于调整两个夹持板521之间的间距,调节件522包括固接于机架1上的固定柱5221、沿水平方向穿设于固定柱5221上的调节杆5222和螺纹连接于固定柱5221上的锁
紧螺杆5223,调节杆5222的端部与夹持板521通过螺钉固接,锁紧螺杆5223的端部与夹持板521的外周壁抵接。
61.在对面包芯进行切片时,面包芯先由第四输送机41落于第五输送机51上,同时两个夹持板521分别夹持于面包芯的两端,直至面包芯穿过切刀条53,多个切刀条53即可将面包芯切割成多个面包片,夹持板521可以限制面包芯的偏移,可以提升切刀条53的切割精度,提升面包片的良品率。若需要调整两个夹持板521之间的间距时,先驱使调节杆5222沿水平方向活动于固定柱5221内,即可带动夹持板521靠近或远离另一个夹持板521,再于固定柱5221上螺纹装配锁紧螺杆5223,直至锁紧螺杆5223的端部抵紧于调节杆5222的外周壁,即可完成两个夹持板521之间间距的调整。
62.参照图4与图7,为在切除表皮过程中提升加工精度,第一输送机21沿垂直于吐司输送方向的两侧、第四输送机41沿垂直于吐司输送方向的两侧设置有用于限制吐司偏移的防偏机构6,防偏机构6设置有四组且与第一切割组件22或第二切割组件42一一对应。
63.参照图4与图7,防偏机构6包括通过螺钉固定于机架1上的固定板61、活动连接于机架1上的弹性板62和用于限制弹性板62转动的锁紧件,固定板61与弹性板62分别位于第一输送机21或第二输送机31的两侧,且分别位于第一圆形刀片222或第二圆形刀片422的两侧。
64.参照图4与图7,弹性板62通过螺钉连接有l型杆621,l型杆621的底端焊接有调节板622,调节板622开设有条形调节槽6221。锁紧件为固定螺杆63,固定螺杆63的端部穿过条形调节槽6221并螺纹连接于机架1上,且螺帽抵接于调节板622上。弹性板62倾斜布置,且弹性板62靠近吐司进口的端部与固定板61之间的间距尺寸小于弹性板62靠近吐司出口的端部与固定板61之间的间距尺寸。
65.在吐司切除表皮的过程中,吐司位于固定板61与弹性板62之间,弹性板62通过弹性力驱使吐司贴合于固定板61上,即可限制吐司的偏移,且弹性板62对吐司的损坏较小。若需要对不同尺寸的吐司进行加工时,先通过条形调节槽6221驱使弹性板62活动,再通过螺纹旋转固定螺杆63,直至固定螺杆63的螺帽抵紧于调节板622上,即可限制弹性板62的活动,并调整弹性板62与固定板61之间的初始间距,有利于提升装置的适用范围。
66.参照图4与图7,为了避免面包屑四处飞溅,机架1通过螺钉连接有半圆形的防护罩7,防护罩7用于套设于第一圆形刀片222或第二圆形刀片422的顶部,防护罩7的外壳通过螺钉连接有玻璃隔板71,且玻璃隔板71位于第一输送机21或第四输送机41的正上方。
67.本技术实施例一种全自动吐司切片机的实施原理为:在需要对吐司进行切片时,先将吐司放置于第一输送机21上,第一输送机21驱使吐司朝向第二输送机31前进,同时第一切割电机221带动第一圆形刀片222持续旋,即可将吐司两相对侧的表皮切除,直至由第一输送机21落于第二输送机31上;
68.第二输送机31驱使吐司朝向第四输送机41移动,同时第三输送机32也带动拨动板33持续进行回转运动,直至吐司位于拨动板33与支杆34之间时,拨动板33挤压吐司,并使得吐司以支杆34为支点翻转,直至吐司运输至第二输送切割机构4,第二输送切割机构4自动输送吐司,并将吐司另两相对侧的表皮切除,直至面包芯输送至输送切片机构5,输送切片机将面包芯分隔成多个面包片,且将面包片输送出机架1,即可完成吐司的切片加工,无需人工进行切割,且整个加工过程自动化程度高,以此实现降低生产人员劳动强度的效果,有
益于大幅提升生产效率。
69.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。