1.本发明涉及一种一键式钢包滑动水口引流砂垂直加入装置及方法,属于冶金行业炼钢设备及方法技术领域。
背景技术:
2.冶金行业炼钢生产浇注过程需要用到钢包,钢包在使用前需要对钢包内钢液流出的通道加引流砂,钢包加引流砂的传统方法是将钢包吊至加砂专用平台之下,由专职加砂工,用一根加砂钢管和漏斗组成加砂装置,将加砂装置的导管对准滑动水口上水口,引流砂通过漏斗和导管导入上水口,完成钢包滑动水口加引流砂工艺,这种加砂工艺,因为是在加热的钢包上操作,极易造成操作人员烤、烫伤,操作繁琐,浪费人工,耽误时间。为此,有必要对传统的由上至下的加入方式进行改进。
技术实现要素:
3.本发明目的是提供一种一键式钢包滑动水口引流砂垂直加入装置及方法,利用钢包车的精确定位技术和气动输送技术和图像识别技术,实现计算机的一键式操作加砂,结构简单,易于操作,操作安全、加砂量准确,实现快速、安全、准确的加引流砂操作,有效地解决了背景技术中存在的上述问题。
4.本发明的技术方案是:一种一键式钢包滑动水口引流砂垂直加入装置,包含备砂部分、升降部分、对中部分和气动加压控制部分,所述备砂部分包括罐体、受料斗和支撑平台,支撑平台设置在平台之上,中间开孔,罐体自支撑平台的中间插入,通过罐体两侧的称重传感器定位;受料斗为漏斗型,与罐体上部连通;罐体的出口通过连接管道和旋转接头与升降部分连接;升降部分包含加砂管、耐磨胶管、卷筒、支撑箱体、电驱动摆线针减速机和空心主轴,空心主轴的一端连接备砂部分,卷筒装配于空心主轴的另一端,空心主轴通过滑动轴承和支撑箱体支撑,并且通过定位螺母轴向定位;电驱动摆线针减速机通过地脚板和螺栓定位于支撑箱体内部,链轮ⅱ设置在电驱动摆线针减速机的输出端,链轮ⅰ装配在空心主轴上,链轮ⅰ和链轮ⅱ通过链条传动;耐磨胶管绕制在提升卷筒上,耐磨胶管的上端口与通过卡箍与空心主轴的端口连接,下端口与加砂管连接,加砂管穿过平台插入设置在导向套管中,导向套管垂直安装在钢包加盖平台上;对中部分包括观察孔、图像识别摄像头、编码器、激光反射板和激光测距仪,观察孔安装在钢包加盖平台上,与导向套管位置相匹配,图像识别摄像头固定在观察孔上;编码器设置在支撑箱体的侧面,与耐磨胶管位置相匹配;激光反射板安装在钢包车上,激光测距仪安装在钢包车移动控制台上;气动加压控制部分包括气动球阀、气动碟阀、安全阀、t型三通换向阀、减压阀、mcc控制柜和plc,安全阀、t型三通换向阀和减压阀通过气源管道串联与罐体联通;气动碟阀设置在受料斗与罐体之间;气动球阀设置在罐体出口的连接管道上;plc与mcc控制柜组成一
键控制系统,安装在钢包加盖平台上,图像识别摄像头、电驱动摆线针减速机、气动球阀、气动碟阀、安全阀、t型三通换向阀、减压阀、称重传感器和激光测距仪分别与plc连接。
5.所述罐体上部和下部为锥形的罐体,中间部位为筒形。
6.所述支撑平台为四腿方桌形。
7.所述耐磨胶管绕制在提升卷筒上的圈数与升降行程设置相匹配。
8.一种一键式钢包滑动水口引流砂垂直加入方法,包含以下步骤:1、备砂,操作气动碟阀,打开受料斗与罐体之间的连接通道,天车将定制包装的引流砂吊至受料斗上方,受料斗向罐体内加入引流砂,确认引流砂足量后,操作气动碟阀,关闭受料斗与罐体之间的连接通道,打开t型三通换向阀,向罐体注入压缩空气至标准压力;2、启动一键加砂功能,转炉工操作计算机启动加砂键,钢包车移动与加砂管进行对中,激光测距仪反馈设定位置数据后,对中完成;延时3秒后,plc指令电驱动摆针减速机驱动卷筒旋转下降,编码器反馈设定下降位置数据后停止;延时3秒后,气动球阀得电打开,罐体中的引流砂向加砂管流动,输出重量到达设定值时,称重传感器反馈数据到plc关闭气动球阀,图像识别摄像头进行图像识别合格后,引流砂加注完成。
9.向罐体内注入压缩空气时,压缩空气为压力0.2-0.6兆帕。
10.每次注入引流砂重量为44-46公斤。
11.本发明的有益效果是:利用钢包车的精确定位技术和气动输送技术和图像识别技术,实现计算机的一键式操作加砂,结构简单,易于操作,操作安全、加砂量准确,实现快速、安全、准确的加引流砂操作。
附图说明
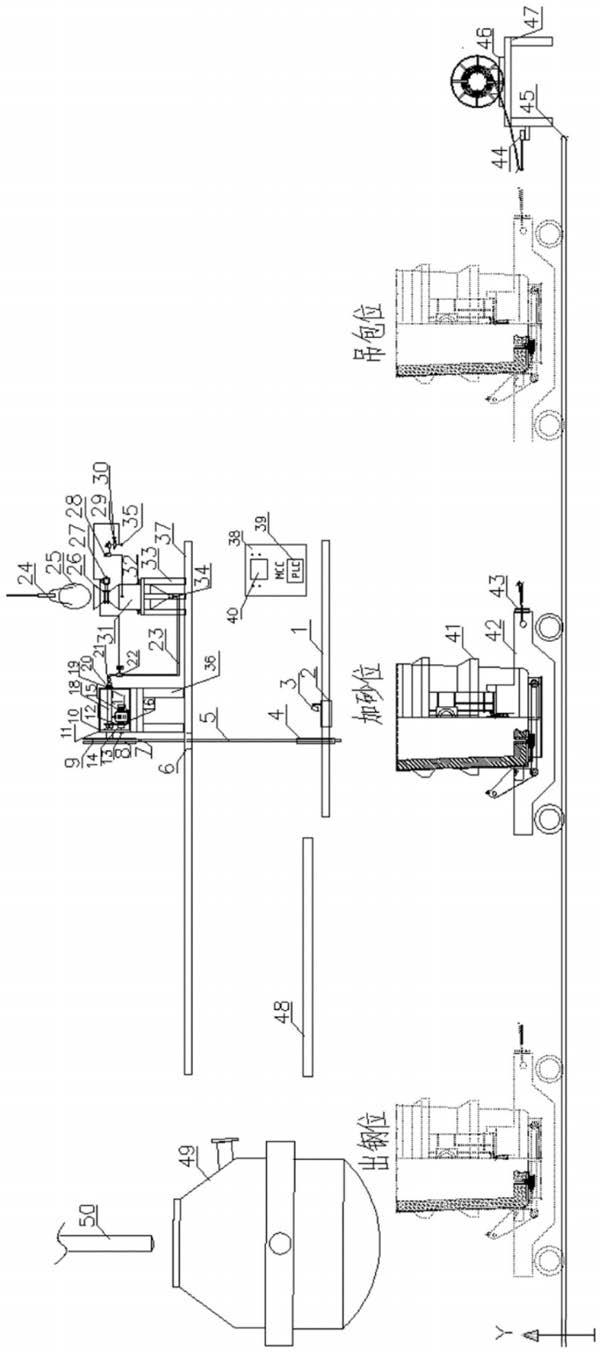
12.图1是本发明的整体结构示意图;图2是图1的局部放大图;图3是图2的局部放大图;图4是图1的局部放大图;图5是本发明对中完成状态图;图6是本发明加砂实施状态示意图;图7是本发明加砂完成示意图;图8是本发明装置卷筒剖视图;图中:钢包加盖平台1、观察孔2、图像识别摄像头3、导向套管4、加砂管5、平台孔6、卡箍7、耐磨胶管8、卷筒9、支撑箱体10、链轮ⅰ11、链条12、编码器13、链轮ⅱ14、电驱动摆线针减速机15、地脚板16、螺栓17、空心主轴18、滑动轴承19、定位螺母20、旋转接头21、气动球阀22、连接管道23、天车24、引流砂25、受料斗26、气动碟阀27、安全阀28、t型三通换向阀29、减压阀30、罐体31、称重传感器32、支撑平台33、罐体出口34、气源管道35、升降支撑平台36、平台37、mcc控制柜38、plc39、工业计算机40、钢包41、钢包车42、激光反射板43、激光测距仪44、炉下轨道45、电缆卷筒46、钢包车移动控制台47、炉后平台48、转炉本体49、氧枪50。
具体实施方式
13.为了使发明实施案例的目的、技术方案和优点更加清楚,下面将结合实施案例中
的附图,对本发明实施案例中的技术方案进行清晰的、完整的描述,显然,所表述的实施案例是本发明一小部分实施案例,而不是全部的实施案例,基于本发明中的实施案例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施案例,都属于本发明保护范围。
14.一种一键式钢包滑动水口引流砂垂直加入装置,包含备砂部分、升降部分、对中部分和气动加压控制部分,所述备砂部分包括罐体31、受料斗26和支撑平台33,支撑平台33设置在平台37之上,中间开孔,罐体31自支撑平台33的中间插入,通过罐体31两侧的称重传感器32定位;受料斗26为漏斗型,与罐体31上部连通;罐体31的出口通过连接管道23和旋转接头21与升降部分连接;升降部分包含加砂管5、耐磨胶管8、卷筒9、支撑箱体10、电驱动摆线针减速机15和空心主轴18,空心主轴18的一端连接备砂部分,卷筒9装配于空心主轴18的另一端,空心主轴18通过滑动轴承19和支撑箱体10支撑,并且通过定位螺母20轴向定位;电驱动摆线针减速机15通过地脚板16和螺栓17定位于支撑箱体10内部,链轮ⅱ14设置在电驱动摆线针减速机15的输出端,链轮ⅰ11装配在空心主轴18上,链轮ⅰ11和链轮ⅱ14通过链条12传动;耐磨胶管8绕制在提升卷筒9上,耐磨胶管8的上端口与通过卡箍7与空心主轴18的端口连接,下端口与加砂管5连接,加砂管5穿过平台37插入设置在导向套管4中,导向套管4垂直安装在钢包加盖平台1上;对中部分包括观察孔2、图像识别摄像头3、编码器13、激光反射板43和激光测距仪44,观察孔2安装在钢包加盖平台1上,与导向套管4位置相匹配,图像识别摄像头3固定在观察孔2上;编码器13设置在支撑箱体10的侧面,与耐磨胶管8位置相匹配;激光反射板43安装在钢包车42上,激光测距仪44安装在钢包车移动控制台47上;气动加压控制部分包括气动球阀22、气动碟阀27、安全阀28、t型三通换向阀29、减压阀30、mcc控制柜38和plc39,安全阀28、t型三通换向阀29和减压阀30通过气源管道35串联与罐体31联通;气动碟阀27设置在受料斗26与罐体31之间;气动球阀22设置在罐体31出口的连接管道23上;plc39与mcc控制柜38组成一键控制系统,安装在钢包加盖平台1上,图像识别摄像头3、电驱动摆线针减速机15、气动球阀22、气动碟阀27、安全阀28、t型三通换向阀29、减压阀30、称重传感器32和激光测距仪44分别与plc39连接。
15.所述罐体31为上部和下部为锥形的罐体,中间部位为筒形。
16.所述支撑平台33为四腿方桌形。
17.所述耐磨胶管8绕制在提升卷筒9上的圈数与升降行程设置相匹配,耐磨胶管8绕提升卷筒9圈数为3-n圈。
18.一种一键式钢包滑动水口引流砂垂直加入方法,包含以下步骤:
①
备砂,操作气动碟阀,打开受料斗与罐体之间的连接通道,天车将定制包装的引流砂吊至受料斗上方,受料斗向罐体内加入引流砂,确认引流砂足量后,操作气动碟阀,关闭受料斗与罐体之间的连接通道,打开t型三通换向阀,,向罐体注入压缩空气至标准压力;注:一次备砂1000kg可以满足3个作业班次24小时约30个钢包使用;
②
启动一键加砂功能,转炉工操作计算机启动加砂键,钢包车移动与加砂管进行对中,激光测距仪反馈设定位置数据后,对中完成;延时3秒后,plc指令电驱动摆针减速机
驱动卷筒旋转下降,编码器反馈设定下降位置数据后停止;延时3秒后,气动球阀得电打开,罐体中的引流砂向加砂管流动,输出重量到达设定值时,称重传感器反馈数据到plc关闭气动球阀,图像识别摄像头进行图像识别合格后,引流砂加注完成。
19.向罐体内注入压缩空气时,压缩空气为压力0.2-0.6兆帕。
20.每次注入引流砂重量为44-46公斤。
21.在实际应用中,天车24将引流砂25吊至受料斗26上方,将引流砂25加入罐体31内。向罐体31内注入压缩空气,引流砂25在压力的作用下自罐体31通过连接管道23、旋转接头21、空心主轴18和耐磨胶管8进入加砂管5中;钢包车通过激光测距仪精确定位控制,实现加砂管5与钢包滑动水口的垂直对中,加砂管5通过卷筒9的升降装置实现加砂管5的垂直升降功能,插入钢包滑动水口加注引流砂25,完成引流砂的加注功能。
22.实施例:罐体31容器件φ800*1000;所述气动碟阀27标准件dn100 pn1.6, 所述支撑平台33铆焊件φ1000*700;所述称重传感器32规格yzc-320;所述连接管道φ48*3.2;所述气动球阀22标准件dn40 pn1.6;所述旋转接头21非标准件hd40;所述卷筒9铆焊件φ800*100;所述空心主轴18机械件φ100*1000;所述滑动轴承19规格φ120*100;所述支撑箱体10铆焊件 尺寸1000*600*500;所述电驱动摆线针减速机15型号bwd-29-4.5; 所述链轮ⅱ14和链轮ⅰ11标准件φ240*100;所述耐磨胶管8规格φ60*4000;所述加砂管5不锈钢管φ48*5*5000;所述导向套管4规格φ100*10*600;所述观察孔2规格φ273*8*200;所述激光测距仪44型号swenkylaser-100;所述plc39为200系;所述图像识别摄像头3型号imx317;所述安全阀28型号a27w-10t/16t; 所述t型三通换向阀29型号dn15; 所述减压阀30型号qty15-1.0; 所述气源管道35为pvc软管φ14*2;所述升降支撑平台36铆焊件φ1200*1000;所述mcc控制柜38尺寸500*600*200;所述编码器13型号e6b2-cwz6c、计算机(40)eipc700-h310l2。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。