1.本发明涉及一种水表的制造方法,尤其涉及一种一体成型的不锈钢水表的制造方法。
背景技术:
2.不锈钢耐空气、蒸汽、水等弱腐蚀介质或具有不锈性的钢种称为不锈钢。因不锈钢不易产生腐蚀、锈蚀或磨损,其是建筑用金属材料中强度最高的材料之一,其能使结构部件永久地保持工程设计的完整性,将不锈钢材质应用于水表壳体的铸造,不但可以保证水表壳体的耐用性,而且因为不锈钢材质相较传统的水表成型金属——铜而言,不会存在重金属超出标准的问题,进而保证了用水安全。
3.在制造不锈钢水表的过程中,制造工艺中出现诸多难题。不锈钢钢水的流动性差,不利于一体成型铸造,因此现有技术中存在诸多分体铸造的铸造方式,即为单独铸造成型不锈钢水表的各部分,然后采用焊接的方式将各部分进行组装,但这种分析铸造的成型方式,不但容易造成水表计费精度的降低,而且水表的整体稳定性差,存在安全隐患。但若不采用分体成型的方式,直接采用一体成型的铸造工艺,则必须涉及成本更高的精密铸造工艺——蜡模铸造方式,先射蜡形成蜡模,然后依照蜡模覆盖膜层,然后融化蜡模以形成浇注不锈钢水的模壳。采用此种铸造方式,可以极大成大上保证不锈钢水表壳体铸造成型后的稳定性和安全性,但是铸造过程依然会因为工艺环节的设计,存在良率不佳的现象。
4.普遍使用的铸造工艺中的蜡模组件中,蜡件使用水平而疏散的排列方式,中间开孔的设计,蜡模组件的设计理念是为了受热均衡,方便排放空气,减少钢水的流动距离。但由于传统的排列方式都是采用水平排列,钢水流淌缺乏压力,在蜡件的边角地方,往往由于钢水无法浇注饱满,而形成废品。同时水平排列不利于蜡件内空气的排放,常常造成空气排放不彻底,而模壳的温度又比较高,高温能分解模壳材料的结晶水生成氧气,与钢水的表面发生氧化反应,使铸件表面产生小麻点,严重的产生蜂窝,严重影响产品的质量。
5.综上,需要一种精铸造的方式来生产不锈钢水表,以解决精密铸造过程中铸造良率低的技术问题。
技术实现要素:
6.为了解决上述技术问题,本发明提供了一种精铸造不锈钢水表制造方法。其包括如下步骤:a) 制作蜡模,所述蜡模包括竖直方向延伸的蜡模骨架及设置于蜡模骨架的蜡件,所述蜡模骨架包括水平延伸的水平部、自水平部向外延伸的模头、及至少一个自水平部向竖直方向延伸的竖直部,所述蜡件包括本体部、自本体部向外延伸的进水口部、自所述本体部向外延伸的出水口部,所述蜡件以所述出水口部朝上、进水口部朝下的方式连接于所述竖直部的一侧面,所述蜡件设置连接在所述竖直部与所述进水口部之间的第一导引注脚、连接在所述本体部与所述竖直部之间的第二导引注脚、及连接在所述出水口部与所述竖直
部之间的第三导引注脚,所述第一导引注脚、所述第二导引注脚和所述第三导引注脚在竖直方向排列并大致以水平方向延伸;b) 在所述蜡模的外层附着浆料和砂料制成浇筑膜层;c) 将附有浇筑膜层的蜡模进行脱蜡,得到膜壳;d) 对膜壳进行烘烤;e) 在膜壳中注入不锈钢水,冷却成型后,将膜壳去除,得到不锈钢产品。
7.进一步的,所述蜡模的制造包括如下步骤:a)提供一次浇注成型所述蜡件的第一模具和浇注所述蜡模骨架的第二模具;b)向第一模具和和第二模具中射蜡获得所述蜡件和所述蜡模骨架;c)将所述蜡件的第一导引注脚、第二导引注脚和第三导引注脚的远离所述本体部的一端焊接在所述蜡模骨架的所述竖直部上,形成所述蜡模。
8.进一步的,进一步包括如下步骤:d)用气枪吹所述蜡模,去除蜡屑,之后浸泡除油剂,去除油脂,浸泡清水后风干。
9.进一步的,射蜡的温度在52℃至58℃之间,时长15秒至30秒。
10.进一步的,所述蜡模骨架包括两个竖直部,两个所述竖直部沿所述水平部的同一侧间隔且平行排列。
11.进一步的,所述每一所述竖直部的两相对侧均分别连接一所述蜡件,所述连接于同一所述竖直部的两个蜡件对称分布。
12.进一步的,所述本体部包括开口及与开口相对的底部,所述第二导引注脚位于所述开口与所述底部之间。
13.进一步的,所述第二导引注脚的数量为两个,两个所述第二导引注脚分别设置于底部的两相对侧的临近圆角位置的边缘处。
14.进一步的,所述第一导引注脚和所述第三导引注脚分别设置于蜡件的进水口部和出水口部的最远端边缘处。
15.进一步的,所述蜡件包括设置于所述出水口部一侧的止回部,所述止回部靠近所述模头设置。
16.本发明通过设置合理的设置蜡模中蜡件和骨架的相对位置和组合数量以及导引注脚的位置,提高了不锈钢水表壳体一体成型铸造过程中因蜡模设置和处理不合格造成的铸造良率低的问题,使用本发明的技术方案,可以高效的完成不锈钢水表壳体的一次性浇注铸造,提升了铸造效率和良率。
附图说明
17.图1为符合本发明实施例的蜡模的示意图。
18.图2为符合本发明实施例的蜡模的另一视角的示意图。
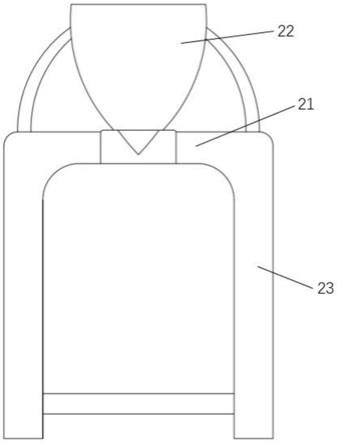
19.图3为符合本发明实施例的蜡模骨架的示意图。
20.图4为符合本发明实施例的蜡件的示意图。
具体实施方式
21.本发明涉及一种水表制造方法,其包括如下步骤:
第一步:制造蜡件的的第一模具组件和骨架的第二模具组件,将蜡料(蜡料的主要成分为石蜡成分)在射蜡设备内加热升温至52℃至58℃之间,向所述第一、第二模具组件中射蜡,持续时间15秒至30秒;自第一、第二模具组件内拆除蜡件和骨架,将蜡件和骨架浸水至完全冷却后得到蜡件1和蜡模骨架2;第二步:将蜡件1热焊至蜡模骨架2上,得到蜡模100。参考图1至3为本发明的实施例,出于说明而非限制的目的对蜡模100进行描述,所述蜡模骨架2包括水平延伸的水平部21、自水平部的一侧向外垂直地延伸的模头22、及至少一个自水平部的一端向一竖直方向延伸的竖直部23,非限性的,本最优实施例中,具有两个间隔相对设置的竖直部23,两个竖直部23沿水平部21的同一侧间隔且平行排列。每一所述竖直部23的两相对侧均分别连接一所述蜡件1,所述连接于同一所述竖直部23的两个蜡件1对称分布。所述模头22大致为圆锥形,且其在靠近水平部21的横截面较小,所述模头22的外周面均为弧面。
22.所述蜡件1包括本体部12、自本体部12向外延伸的进水口部11、自本体部12向外延伸的出水口部13及设置于出水口部13的一侧的止回部14。所述本体部12包括开口122及与所述开口相对的底部123。所述本体部12的底部123朝向所述竖直部23方向设置第二导引注脚121,所述进水口部11的一侧朝向所述竖直部23方向设置第一导引注脚111、所述出水口部13的一侧朝向所述竖直部23方向设置第三导引注脚131。所述第一导引注脚111、所述第二导引注脚121及第三导引注脚131的对称轴相互平行间隔排列。所述蜡件1以所述出水口部13朝上、进水口部11朝下的方式设置在所述竖直部23的一侧面,所述蜡件1与所述竖直部23的设置方式为所述蜡件1的第一导引注脚111、第二导引注脚121和第三导引注脚131的远离所述本体部12的一端热焊在所述竖直部23上。在其他实施方式中,第一、第二、第三导引注脚的数量可以根据情况增加,但是增加引导注脚会增加铸造成本,因此最优实施方式中,第二导引注脚121的数量为两个,且两个第二导引注脚121分别设置于底部123的两相对侧的临近圆角位置的边缘处,第一导引注脚111和第三导引注脚113均分别设置于蜡件1的进水口部11和出水口部13的最远端边缘处。第一、第二、第三导引注脚的此种设置方式可以尽可能均匀的分布不锈钢水的浇注通道的位置,可以在兼顾成本最优的同时,保证不锈钢水浇注进入和冷却时间的同步性和各浇注通道流入不锈钢水的均匀性。第一、第三导引注脚概呈远离蜡件1的一端截面积大于靠近蜡件1的一端的截面积的长形结构,利于浇注时不锈钢水的进入加速。第二导引注脚121呈整体截面一致的矩形长形结构。非限性的,本实施例中两个蜡件1在一个竖直部23两侧对称分布。非限性的,本实施例中,所述第二导引注脚121在所述底部123与所述竖直部23之间延伸。非限性的,其他实施例中,所述第二导引注脚121在所述底部123和所述开口122之间的位置与所述竖直部23之间延伸。
23.第三步:用气枪吹所述蜡模100,去除蜡屑,之后浸泡除油剂,去除油脂,浸泡清水后风干。
24.第四步:在所述蜡模100外层浸润浆料和砂料,形成浇注膜层,在所述浇注膜层晾晒后,将蜡模100放入熔蜡炉中升温至融化,并从模头流出,得到模壳。
25.第五步:将模壳放入焙烧炉中焙烧升温,之后将钢水倒入所述模壳以形成铸件。
26.第六步:铸件自然冷却后,去除模壳、铸件模头得到铸造毛配件,用于后续的精加工。
27.本发明中的蜡件在蜡模骨架上以竖直方向排布,且止回部14的放置方式靠近模头22,因此在浇注不锈钢水的时候,需要更多金属的出水口部13最后浇注填充,利于提高不锈钢金属浇注的水表壳体的良率。在浇筑钢水的流程中,由于不锈钢钢水的流动性较差,竖直方向的钢水在重力的作用下可以快速的流动,而在蜡件与骨架之间延伸的竖直排布的导引注脚可以快速将不锈钢液扩散至铸件产品的各部分,从而使得产品各部分的均匀性变高。
28.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的范围。
29.以上所述仅为本发明的部分实施方式,不是全部的实施方式,本领域普通技术人员通过阅读本发明说明书而对本发明技术方案采取的任何等效的变化,均为本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。