1.本发明涉及钢铁生产技术领域,特别是涉及一种薄规格合金钢及其生产方法。
背景技术:
2.随着国民经济的迅速发展,钢铁行业取得快速发展,低碳合金钢在钢铁行业中得到了广泛的应用,其产品占据了国内钢铁用量的80%。其中,薄规格钢因轧机轧制力大,浇水后板形不容易控制,容易造成钢板上下表面划伤等表面质量问题,并且薄规格产品因单品质量低,机时产量严重收到影响,对企业的效益有很大的负面作用。
3.目前,薄规格钢国内主要依靠热连轧机生产,最大的轧制宽度仅为2100mm,常规中厚板或宽厚板轧线生产宽薄钢板时受限于轧制过程中轧件温降太快,只能实行二火轧制且难以稳定开发,该类高级别宽薄规格钢等大部分依靠进口来满足需求,而产品宽度2100mm以上、厚度4-5mm的高端品种钢,则完全依赖进口,只有日本jfe、浦项、迪林根等少数几家企业能够批量化生产,而国内市场则几乎被进口产品所垄断,不仅售价高,而且订货周期长,极大制约了我国薄规格低碳合金钢的发展。
技术实现要素:
4.本发明针对上述技术问题,克服现有技术的缺点,提供一种薄规格合金钢,其化学成分及质量百分比如下:c≤0.20%,si:0.10%~0.50%,mn:0.30%~2.00%,p≤0.025%,s≤0.020%,nb≤0.11%,v≤0.20%,ti:0.006%~0.020%,cr≤1.00%,ni≤0.80%,mo≤0.30%,cu≤0.80%,al:0.015%~0.060%,b≤0.0040%,余量为fe和不可避免的杂质。
5.本发明进一步限定的技术方案是:前所述的一种薄规格合金钢,产品屈服强度低于420mpa时,其化学成分及质量百分比如下:c≤0.20%,si:0.10%~0.50%,mn:0.30%~1.70%,p≤0.025%,s≤0.020%,nb≤0.07%,v≤0.20%,ti:0.006%~0.020%,cr≤0.30%,ni≤0.80%,mo≤0.20%,cu≤0.30%,al:0.015%~0.060%,n≤0.015%,b≤0.0040%,余量为fe和不可避免的杂质。
6.前所述的一种薄规格合金钢,产品屈服强度为420-500mpa时,其化学成分及质量百分比如下:c≤0.18%,si:0.10%~0.50%,mn:0.30%~1.80%,p≤0.025%,s≤0.020%,nb≤0.11%,v≤0.12%,ti:0.006%~0.020%,cr≤0.30%,ni≤0.80%,mo≤0.20%,cu≤0.55%,al:0.015%~0.060%,n≤0.015%,b≤0.0040%,余量为fe和不可避免的杂质。
7.前所述的一种薄规格合金钢,产品屈服强度为550-690mpa时,其化学成分及质量百分比如下:c≤0.18%,si:0.10%~0.50%,mn:0.30%~2.00%,p≤0.025%,s≤0.020%,nb≤0.11%,v≤0.12%,ti:0.006%~0.020%,cr≤0.80%,ni≤0.80%,mo≤0.30%,cu≤0.80%,al:0.015%~0.060%,n≤0.015%,b≤0.0040%,余量为fe和不可避免的杂质。
8.本发明的另一目的在于提供一种薄规格合金钢生产方法,包括以下步骤:s1、铁水经脱硫后送至冶炼炉冶炼、lf脱氧合金化,送至连铸进行浇铸、拉坯;s2、根据订单尺寸对铸坯开坯至60~70mm,开坯结束后不浇水,堆冷48小时,堆冷
后的坯料根据订单要求进行表面吹扫或扒皮,表面处理后进行坯料喷涂,表面处理后对下坯的四周2mm处进行开槽,开槽深度2~3mm,对上下坯进行焊接,采用3~5坯进行复合焊接;s3、复合焊接后的坯料送至加热炉加热至1220~1260℃,采用tmcp轧制,二开800~920℃,终轧温度800~850℃,入水温度750~800℃,返红温度400~600℃;s4、精轧道次压下量<15mm,轧制道次>5道次,轧件头尾部2米长度辊缝通过一级辊缝控制程序增加0.3~0.5mm;s5、轧制钢板经热矫直、温矫直后下线堆冷24小时,钢板堆冷后进行剪切分割;s6、分割后的钢板通过性能要求进行探伤、回火、调制、标识、入库。
9.前所述的一种薄规格合金钢生产方法,步骤s1中真空炉脱气处理为非必要工序。
10.前所述的一种薄规格合金钢生产方法,步骤s4中待温坯厚度为目标板厚*复合焊接轧块数*(2~3倍)。
11.本发明的有益效果是:(1)本发明采用复合轧制技术,机时产量可以在轧制同规格产品产量上提升3-4倍,大幅度提升了产品的生产效率,降低了产品的制造成本,有效提升了市场竞争力;(2)本发明采用复合轧制技术,相当于提升轧制的产品厚度,可以实现tmcp轧制,有效降低了二开温度、终轧温度及入水温度,有效细化组织晶粒度,提升产品的力学强度及低温韧性,改善了产品的焊接性能及冷热加工性能、较低的冷脆倾向;(3)本发明通过复合轧制技术有效提升了钢板上下表抗氧化能力,轧制过程钢板形变小,板型更容易控制,减少了钢板上下表划伤的概率,钢板表面质量得到了大幅度提升,钢板的同板厚度差也得到了大幅的提升,产品表面整板稳定性得到了大幅度提高,提升了客户使用要求。
附图说明
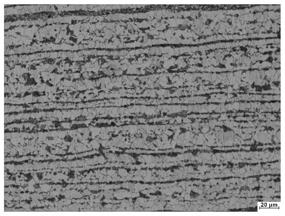
12.图1为实施例1的金相组织图。
具体实施方式
13.实施例1本实施例提供的一种薄规格合金钢,钢级q390c,钢板厚度8mm,其化学成分及质量百分比如下:c:13%,si:0.22%,mn:1.31%,p:0.013%,s:0.009%,nb:0.031%,v:0.002%,ti:0.013%,cr:0.16%,ni:0.02%,mo:0.005%,cu:0.02%,al:0.031%,n:0.0031%,余量为fe和不可避免的杂质。
14.其制造方法包括以下步骤:s1、铁水经脱硫后送至冶炼炉冶炼、lf脱氧合金化、真空炉脱气处理(非必要工序),送至连铸进行浇铸、拉坯;s2、根据订单尺寸对铸坯进行开坯至63mm,开坯结束后不浇水,进行堆冷48小时,堆冷后的坯料根据订单要求进行表面吹扫或扒皮,表面处理后进行坯料喷涂,处理后进行表面处理后对下坯的四周2mm处进行开槽,开槽深度2.3mm,对上下坯进行焊接,采用5坯进行复合焊接;s3、复合焊接后的坯料送至加热炉加热至1236℃,采用tmcp轧制,二开851度,终轧
温度836℃,入水温度775℃,返红温度435℃;s4、待温坯厚度95mm,精轧道次最大压下量13mm,轧制道次8道次,轧件头尾部2米长度辊缝通过一级辊缝控制程序增加0.35mm;s5、轧制钢板经热矫直、温矫直后下线堆冷24小时,钢板堆冷后进行剪切分割;s6、分割后的钢板通过性能要求进行探伤、回火、调制、标识、入库。
15.实施例2本实施例提供的一种薄规格合金钢,钢级为船板e460,钢板厚度6mm,其化学成分及质量百分比如下:c:0.06%,si:0.21%,mn:1.61%,p:0.008%,s:0.0020%,nb:0.033%,v:0.036%,ti:0.016%,cr:0.18%,ni:0.41%,mo:0.003%,cu:0.029%,al:0.018%,n:0.0041%,b:0.0003%,余量为fe和不可避免的杂质。
16.其制造方法包括以下步骤:s1、铁水经脱硫后送至冶炼炉冶炼、lf脱氧合金化、真空炉脱气处理(非必要工序),送至连铸进行浇铸、拉坯;s2、根据订单尺寸对铸坯进行开坯至68mm,开坯结束后不浇水,进行堆冷48小时,堆冷后的坯料根据订单要求进行表面吹扫或扒皮,表面处理后进行坯料喷涂,处理后进行表面处理后对下坯的四周2mm处进行开槽,开槽深度2.1mm,对上下坯进行焊接,采用4坯进行复合焊接;s3、复合焊接后的坯料送至加热炉加热至1250℃,采用tmcp轧制,二开890度,终轧温度841℃,入水温度790℃,返红温度550℃;s4、待温坯厚度78mm,精轧道次最大压下量11mm,轧制道次7道次,轧件头尾部2米长度辊缝通过一级辊缝控制程序增加0.33mm;s5、轧制钢板经热矫直、温矫直后下线堆冷24小时,钢板堆冷后进行剪切分割;s6、分割后的钢板通过性能要求进行探伤、回火、调制、标识、入库。
17.实施例3本实施例提供的一种薄规格合金钢,钢级为q550,钢板厚度12mm,其化学成分及质量百分比如下:c:0.13%,si:0.27%,mn:1.41%,p:0.013%,s:0.002%,nb:0.029%,v:0.001%,ti:0.019%,cr:0.39%,ni:0.11%,mo:0.20%,cu:0.02%,al:0.033%,b:0.0015%,n:0.0037%,余量为fe和不可避免的杂质。
18.其制造方法包括以下步骤:s1、铁水经脱硫后送至冶炼炉冶炼、lf脱氧合金化、真空炉脱气处理,送至连铸进行浇铸、拉坯;s2、根据订单尺寸对铸坯进行开坯至68mm,开坯结束后不浇水,进行堆冷48小时,堆冷后的坯料根据订单要求进行表面吹扫或扒皮,表面处理后进行坯料喷涂,处理后进行表面处理后对下坯的四周2mm处进行开槽,开槽深度2.7mm,对上下坯进行焊接,采用3坯进行复合焊接;s3、复合焊接后的坯料送至加热炉加热至1233℃,采用tmcp轧制,二开838度,终轧温度818℃,入水温度759℃,返红温度485℃;s4、待温坯厚度90,精轧道次最大压下量12mm,轧制道次8道次,轧件头尾部2米长度辊缝通过一级辊缝控制程序增加0.41mm;
s5、轧制钢板经热矫直、温矫直后下线堆冷24小时,钢板堆冷后进行剪切分割;s6、分割后的钢板通过性能要求进行探伤、回火、调制、标识、入库。
19.本发明根据薄规格低碳合金钢的特点,开发了复合轧制技术,实现了低温轧制,提高产品韧性,同时大幅度提升了产品产量。
20.除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。