技术特征:
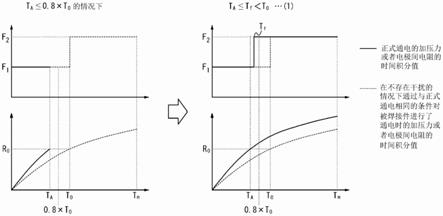
1.一种电阻点焊方法,通过一对电极夹着使多张金属板重叠起来的被焊接件,一边加压一边通电而进行接合,所述电阻点焊方法的特征在于,正式通电具有两个阶段以上的加压力步骤,并且该正式通电的第1加压力步骤的加压力f1和第2加压力步骤的加压力f2满足f1<f2的关系,另外,将所述正式通电的从第1加压力步骤向第2加压力步骤切换的加压力切换时刻t
f
设定为满足下式(1)~(3),
·
在t
a
≤0.8
×
t0的情况下t
a
≤t
f
<t0···
(1)
·
在0.8
×
t0<t
a
≤t0或者0.9
×
r0≤r
a
≤r0的情况下0.9
×
t0<t
f
<1.1
×
t0···
(2)
·
在r
a
<0.9
×
r0的情况下t0<t
f
≤t0 2
×
(r
0-r
a
)/r0×
t
m
···
(3)此处,t0:从第1加压力步骤向第2加压力步骤切换的基准加压力切换时刻t
m
:正式通电的合计通电时间r
a
:从正式通电的通电开始至基准加压力切换时刻t0为止的电极间电阻的时间积分值r0:在不存在干扰的情况下通过与正式通电相同的条件对被焊接件进行了通电时得到的从通电开始至基准加压力切换时刻t0为止的电极间电阻的时间积分值t
a
:正式通电的电极间电阻的时间积分值达到r0的时间。2.根据权利要求1所述的电阻点焊方法,其特征在于,所述基准加压力切换时刻t0满足下式,0.1
×
t
m
≤t0≤0.8
×
t
m
。3.根据权利要求1或2所述的电阻点焊方法,其特征在于,具备:进行所述正式通电的正式焊接工序和在该正式焊接工序之前进行的测试焊接工序,在所述测试焊接工序的正式通电中,对根据利用恒定电流控制进行通电而形成适当的熔核的情况下的电极间的电特性而计算出的每单位体积的瞬时发热量的时间变化曲线和每单位体积的累积发热量进行存储,并且,在所述正式焊接工序的正式通电中,将所述测试焊接的正式通电的每单位体积的瞬时发热量的时间变化曲线和每单位体积的累积发热量设定为目标值,并根据该目标值来控制通电量。4.一种焊接构件的制造方法,其特征在于,通过权利要求1~3中任一项所述的电阻点焊方法,使重叠的多张金属板接合。
技术总结
正式通电具有两个阶段以上的加压力步骤,并且针对该正式通电的第1加压力步骤的加压力F1和第2加压力步骤的加压力F2,满足F1<F2的关系,另外,将正式通电的从第1加压力步骤向第2加压力步骤的加压力切换时刻T
技术研发人员:泽西央海 冲田泰明 松田广志
受保护的技术使用者:杰富意钢铁株式会社
技术研发日:2020.10.06
技术公布日:2022/5/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。