1.本发明涉及发动机技术领域,特别是一种凸轮轴轴承盖的制备工装。
背景技术:
2.凸轮轴轴承盖是安装在发动机的缸盖上的零部件。因为发动机的型号和种类多样,因此凸轮轴轴承盖的型号和样式也复杂而繁多,另外,不同的凸轮轴轴承盖的零部件尺寸也不相同。
3.然而,现有的制备工艺中,因为凸轮轴轴承盖的结构复杂,使得生产效率底下,且在生产中对凸轮轴周长盖的公差要求较高,就造成了同时加工一批不同规格的产品在检测时合格率低,所以在凸轮轴轴承盖的快速换型、换序生产过程中,难以实现工艺流程简单、合格率高、成本低的加工工艺及工装。同时,行业内的现状是通过整体更换工装来进行凸轮轴轴承盖换型、凸轮轴轴承盖换序,这样的缺点是更换周期长效率慢。
技术实现要素:
4.为了克服现有技术的上述缺点,本发明的目的是提供一种凸轮轴轴承盖的制备工装,以解决上述问题。
5.本发明解决其技术问题所采用的技术方案是:
6.一种凸轮轴轴承盖的制备工装,其中,所述制备工装包括若干定位机构;所述定位机构具有用于压紧的压紧组件和用于定位的定位组件,所述压紧组件和所述定位组件设置在底板上。
7.作为本发明的进一步改进:所述制备工装包括第一定位机构,所述第一定位机构包括第一压紧组件和第一定位组件;所述第一压紧组件与所述第一定位组件连接,所述第一压紧组件和所述第一定位组件分别设置在第一安装板上。
8.作为本发明的进一步改进:所述第一压紧组件包括第一左压臂、第一左油缸、第一右压臂和第一右油缸;所述第一左油缸上设置所述第一左压臂,所述第一右油缸上设置所述第一右油缸,所述第一左压臂和所述第一右压臂分别与所述第一定位组件连接;所述第一定位组件包括第一底座、第一定位销圆销和第一定位销菱销;所述第一底座的一端设置所述第一定位销圆销,所述第一底座的另一端设置所述第一定位销菱销。
9.作为本发明的进一步改进:所述制备工装还包括第二定位机构,所述第二定位机构包括第二压紧组件和第二定位组件;所述第二压紧组件与所述第二定位组件连接。
10.作为本发明的进一步改进:所述所述第二压紧组件包括第二压板、第二压紧滑块、第二油缸和第二油缸顶杆;所述第二油缸下设置第二油缸垫块,所述第二油缸与所述第二油缸顶杆连接,所述第二油缸顶杆与所述第二压紧滑块连接,所述第二压紧滑块与所述第二压板连接;所述第二定位组件包括第二垫块、第二定位板和第二定位座;所述第二垫块设置在所述第二定位板上,所述第二定位板设置在所述第二定位座上。
11.作为本发明的进一步改进:所述制备工装还包括第三定位机构,所述第三定位机
构包括第三压紧组件和第三定位组件;所述第三压紧组件与所述第三定位组件连接。
12.作为本发明的进一步改进:所述第三压紧组件包括一号压臂、二号压臂和三号压臂,所述一号压臂和所述二号压臂对称设置在所述第三定位组件的两侧,所述三号压臂设置在所述第三定位组件的一侧,所述三号压臂设置在所述一号压臂的一侧;所述一号压臂下设置有一号油缸,所述二号压臂下设置有二号油缸,所述三号压臂下设置有三号油缸,所述三号压臂一端连接有三号压块;所述第三定位组件包括第三定位圆销、第三定位菱销和第三定位座;所述第三定位座的一端设置有所述第三定位圆销,所述第三定位座的另一端设置所述第三定位菱销。
13.作为本发明的进一步改进:所述制备工装还包括第四定位机构,所述第四定位机构包括第四压紧组件和第四定位组件;所述第四压紧组件和所述第四定位组件互相面对设置在所述底板上。
14.作为本发明的进一步改进:所述第四压紧组件包括第四压块、第四导杆和第四油缸;所述第四油缸下设置有第四油缸垫块,所述第四油缸与所述第四导杆连接,所述第四导杆与所述第四压块连接;所述第四定位组件包括第四定位座和第四定位压块,所述第四定位压块设置在所述第四定位座上。
15.作为本发明的进一步改进:所述底板设置有若干吊环。
16.与现有技术相比,本发明的有益效果是:
17.本发明能够有效简化凸轮轴轴承盖的加工流程,能够实现在加工过程中提高凸轮轴轴承盖的快速切换,提高生产效率、加工的公差精确率和检测时的合格率,使得在凸轮轴轴承盖的快速换型、换序生产过程中,实现工艺流程简单、合格率高、成本低的加工工艺及工装。同时,缩减工装加工的更换周期和效率。
附图说明
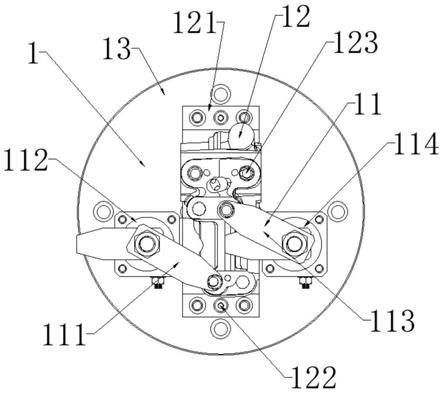
18.图1为本发明的第一定位机构结构示意图。
19.图2为本发明的安装示意图。
20.图3为本发明的第二定位机构结构示意图。
21.图4为本发明的第三定位机构结构示意图。
22.图5为本发明的第四定位机构结构示意图。
23.附图标记说明:第一定位机构1;第一压紧组件11;第一定位组件12;第二定位机构2;第二压紧组件21;第二定位组件22;第三定位机构3;第三压紧组件31;第三定位组件32;第四定位机构4;第四压紧组件41;第四定位组件42;第一左压臂111;第一左油缸112;第一右压臂113;第一右油缸114;第一底座121;第一定位销圆销122;第一定位销菱销123;第二压板211;第二压紧滑块212;第二油缸213;第二油缸顶杆214;第二垫块221;第二定位板222;第二定位座223;一号压臂311;二号压臂312;三号压臂313;一号油缸3111;二号油缸3121;三号油缸3131;三号压块314;第三定位圆销321;第三定位菱销322;第三定位座323;第四压块411;第四导杆412;第四油缸413;第四定位座421;第四定位压块422;吊环6;第一安装板13;定位凹槽423。
具体实施方式
24.现结合附图说明与实施例对本发明进一步说明:
25.实施例一:
26.本实施例提供如附图1-5所示的一种凸轮轴轴承盖的制备工装,其中,制备工装包括若干定位机构;定位机构具有用于压紧的压紧组件和用于定位的定位组件,压紧组件和定位组件设置在底板5上。
27.其中定位机构包括第一定位机构1、第二定位机构2、第三定位机构3和第四定位机构4。
28.对每个定位机构做进一步描述,其中,第一定位机构1包括第一压紧组件11和第一定位组件12;第一压紧组件11与第一定位组件12连接,第一压紧组件11和第一定位组件12分别设置在第一安装板13上。第二定位机构2包括第二压紧组件21和第二定位组件22;第二压紧组件21与第二定位组件22连接。第三定位机构3包括第三压紧组件31和第三定位组件32;第三压紧组件31与第三定位组件32连接。第四定位机构4包括第四压紧组件41和第四定位组件42;第四压紧组件41和第四定位组件42互相面对设置在底板5上。
29.底板5设置有若干吊环6。吊环6的设置是因为整个制备工装的重量过大,使得人力难以对其进行移动和搬运,因此设置吊环6,吊环6能够在生产时通过吊环6将装置吊起,进而进行移动和搬运。
30.本发明通过使用不同的定位机构来对不同的凸轮轴轴承盖进行定位和压紧,通过每个定位机构上的压紧组件对凸轮轴轴承盖进行压紧固定,通过每个定位机构上的定位组件对凸轮轴轴承盖进行定位固定,避免其移动。使得整个制备工装能够同时对不同的凸轮轴轴承盖进行对应的定位和压紧,保证了凸轮轴轴承盖的制备工艺的第一步定位。以及通过不同类型的定位机构中的定位组件和压紧组件,能够在生产制备过程中灵活应对不同类型的凸轮轴轴承盖,根据实际情况进行配件更换,通过更换配件达到快速换型的作用。
31.实施例二:
32.本实施例提供如附图1-2所示的一种凸轮轴轴承盖的制备工装,其中,制备工装包括第一定位机构1,第一定位机构1包括第一压紧组件11和第一定位组件12;第一压紧组件11与第一定位组件12连接,第一压紧组件11和第一定位组件12分别设置在第一安装板13上。
33.下面对第一压紧组件11和第一定位组件12进行详细描述,如附图1所示,第一压紧组件11包括第一左压臂111、第一左油缸112、第一右压臂113和第一右油缸114;第一左油缸112上设置第一左压臂111,第一右油缸114上设置第一右油缸114,第一左压臂111和第一右压臂113分别与第一定位组件12连接;第一定位组件12包括第一底座121、第一定位销圆销122和第一定位销菱销123;第一底座121的一端设置第一定位销圆销122,第一底座121的另一端设置第一定位销菱销123。
34.第一左油缸112和第一右油缸114为第一左压臂111和第二右压臂提供驱动力;第一左压臂111和第一右压臂113与第一底座121呈夹角连接,可以通过驱动对该夹角进行调整,从而与凸轮轴轴承盖进行定位。本实施例通过呈可调节夹角设置的第一左压臂111和第一右压臂113与第一定位销菱销123和第一定位销圆销122的配合,对凸轮轴轴承盖进行定位。
35.实施例三:
36.本实施例提供如附图2-3所示的一种凸轮轴轴承盖的制备工装,其中,制备工装还包括第二定位机构2,第二定位机构2包括第二压紧组件21和第二定位组件22;第二压紧组件21与第二定位组件22连接。
37.下面对第二压紧组件21和第二定位组件22进行详细描述,如附图3所示,第二压紧组件21包括第二压板211、第二压紧滑块212、第二油缸213和第二油缸顶杆214;第二油缸213下设置第二油缸垫块,第二油缸213与第二油缸顶杆214连接,第二油缸顶杆214与第二压紧滑块212连接,第二压紧滑块212与第二压板211连接;第二定位组件22包括第二垫块221、第二定位板222和第二定位座223;第二垫块221设置在第二定位板222上,第二定位板222设置在第二定位座223上。
38.本实施例中,第二油缸垫块的作用是限定第二定位板222的高度,第二压紧组件21和第二定位组件22通过第二压板211进行连接,定位时,通过第二油缸213推动第二油缸顶杆214对第二压紧滑块212进行推动对凸轮轴轴承盖进行定位,再加上第二垫块221对其进行高度定位的配合,来对凸轮轴轴承盖进行定位。
39.实施例四:
40.本实施例提供如附图2环绕附图4所示的一种凸轮轴轴承盖的制备工装,其中,制备工装还包括第三定位机构3,第三定位机构3包括第三压紧组件31和第三定位组件32;第三压紧组件31与第三定位组件32连接。
41.下面对第三压紧组件31和第三定位组件32进行详细描述,如附图4所示,第三压紧组件31包括一号压臂311、二号压臂312和三号压臂313,一号压臂311和二号压臂312对称设置在第三定位组件32的两侧,三号压臂313设置在第三定位组件32的一侧,三号压臂313设置在一号压臂311的一侧;一号压臂311下设置有一号油缸3111,二号压臂312下设置有二号油缸3121,三号压臂313下设置有三号油缸3131,三号压臂313一端连接有三号压块314;第三定位组件32包括第三定位圆销321、第三定位菱销322和第三定位座323;第三定位座323的一端设置有第三定位圆销321,第三定位座323的另一端设置第三定位菱销322。
42.通过对称设置在第三定位座323两侧的一号压臂311和二号压臂312,以及三号压臂313、第三定位菱销322和第三定位圆销321的配合,来对凸轮轴轴承盖进行定位。
43.实施例五:
44.本实施例提供如附图2和附图5所示的一种凸轮轴轴承盖的制备工装,其中,制备工装还包括第四定位机构4,第四定位机构4包括第四压紧组件41和第四定位组件42;第四压紧组件41和第四定位组件42互相面对设置在底板5上。
45.下面对第四压紧组件41和第四定位组件42进行详细描述,如附图5所示,第四压紧组件41包括第四压块411、第四导杆412和第四油缸413;第四油缸413下设置有第四油缸垫块414,第四油缸413与第四导杆412连接,第四导杆412与第四压块411连接;第四定位组件42包括第四定位座421和第四定位压块422,第四定位压块422设置在第四定位座421上。
46.第四油缸垫块414用于限定第四油缸413的高度,本实施例通过第四油缸413驱动两个第四导杆412,进而调整第四压块411与第四定位压块422之间的距离,来对凸轮轴轴承盖进行定位,同时,第四压块411和第四定位压块422上分别设置有相对应的定位凹槽423。
47.本发明的主要功能:应用于各类凸轮轴轴承盖的制备工装,尤其用于对各类凸轮
轴轴承盖的定位。
48.综上所述,本领域的普通技术人员阅读本发明文件后,根据本发明的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本发明所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。