1.本发明涉及数控机床设备技术领域,具体来说是一种精密数控铣床刀具变角度多方向加工的设备装置。
背景技术:
2.铣床是指用铣刀对工件进行加工的机床,数控铣床相比于传统铣床,能够根据编程加工一些传统铣床无法加工的弧线弧面等。
技术实现要素:
3.本发明的目的在于解决现有技术的不足,提供一种精密数控铣床刀具变角度多方向加工的设备装置。
4.为了实现上述目的,设计一种精密数控铣床刀具变角度多方向加工的设备装置,其特征在于包括角度变换支撑架,角度变换支撑架通过法兰螺栓与主轴附加固定法兰块连接固定;刀柄刀夹,刀柄刀夹抱紧六角连接输入轴右端;双列滚动轴承和精密输入锥齿轮,内孔均为统一的六角孔,六角连接输入轴左端为六角外形与双列滚动轴承和精密输入锥齿轮连接,并安装在角度变换支撑架内,由孔用挡圈轴向限位;滚动轴承、精密输出锥齿轮、盘形刀具和平衡滚动轴承,内孔均为统一的六角孔,六角连接输出轴为六角外形与滚动轴承、精密输出锥齿轮、盘形刀具和平衡滚动轴承连接,并安装在角度变换支撑架内,由锁紧螺母锁紧,并装入弹性销,以防松脱。
5.本发明还具有如下优选的技术方案:1.包括主轴机箱,在主轴上加装一个主轴附加固定法兰块,两侧有螺纹孔,配有法兰螺栓与角度变换支撑架连接固定。
6.2.包括固定底板,固定底板通过定位销、t型螺母、外六角法兰螺栓定位及固定在铣床工作台中心,固定芯轴一端自带一段螺纹轴,连接在固定底板上,另一端安装轴承内圈,同时轴承外圈安装在旋转安装架孔内,再通过紧固螺栓连接到固定芯轴的螺纹孔上。
7.3.包括工件定位,工件定位设置于旋转安装架上,由于安装架固定螺栓对回转速装压块向上的限位,通过使用外六角钣手,旋压安装在回转速装压块上的旋压螺栓上的外六角,把工件紧固地锁压在旋转安装架上。
8.本发明同现有技术相比,其优点在于:1.解决了一般的数控铣床无法加工的内含倒勾的各种槽,孔,曲面等形状,扩充了机加工的加工特征的范围;2. 不仅有效地提高了该类产品的生产质量,而且由过去的人工化的低效率,高成本,不稳定的生产方式,陡峭式地提升为现在的机械化的高效率,低成本,稳定的生产方式。
附图说明
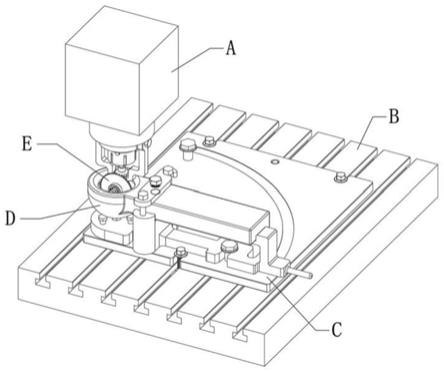
9.图1是本发明整体结构示意图;
图2是本发明a部分立体图;图3是本发明a部分主视图;图4是本发明a部分右视图;图5是本发明b部分和c部分立体图;图6是本发明b部分和c部分俯视图;图7是本发明b部分和c部分主视图;图8是本发明b部分和c部分右视图;图9是本发明图6中c-c向剖视图;图10是本发明b部分、c部分和d部分装配图;图11是本发明b部分、c部分和d部分主视图;图12是本发明e部分立体图;图13是本发明e部分主视图;图14是本发明e部分右视图;图15是本发明e部分俯视图;图16是本发明图15中e-e向剖视图;图中:1. 主轴机箱;2.刀柄刀夹;3.主轴附加固定法兰块;4.法兰螺栓;5.铣床工作台;6.固定底板;7.定位销;8.t型螺母;9.外六角法兰螺栓;10.固定芯轴;11.轴承; 12.旋转安装架;13.紧固螺栓;14.可调螺栓;15.限位紧固螺栓;16.安装架固定螺栓;17.回转速装压块;18.旋压螺栓;19.工件;20.角度变换支撑架;21.双列滚动轴承;22.六角连接输入轴;23.孔用挡圈;24.精密输入锥齿轮;25.轴向调节顶紧套;26.滚动轴承;27.六角连接输出轴;28.精密输出锥齿轮;29.盘形刀具;30.平衡滚动轴承;31.锁紧螺母;32.弹性销。
具体实施方式
10.下面结合附图对本发明作进一步说明,本发明的结构和原理对本专业的人来说是非常清楚的。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
11.参见图1,为一种精密数控铣床刀具变角度多方向加工的设备装置,角度变换支撑架通过法兰螺栓与主轴附加固定法兰块连接固定;刀柄刀夹抱紧六角连接输入轴右端;双列滚动轴承和精密输入锥齿轮,内孔均为统一的六角孔,六角连接输入轴左端为六角外形与双列滚动轴承和精密输入锥齿轮连接,并安装在角度变换支撑架内,由孔用挡圈轴向限位;滚动轴承、精密输出锥齿轮、盘形刀具和平衡滚动轴承,内孔均为统一的六角孔,六角连接输出轴为六角外形与滚动轴承、精密输出锥齿轮、盘形刀具和平衡滚动轴承连接,并安装在角度变换支撑架内,由锁紧螺母锁紧,并装入弹性销,以防松脱。
12.参见图2-图4,在一个优选的实施方式中,装置还包括主轴机箱,主轴机箱在一般机床主轴上加装一个主轴附加固定法兰块,两侧有螺纹孔,配有法兰螺栓与角度变换支撑架连接固定。
13.工作原理如下:主轴机箱在机电控制系统下,通过程序代码能提供旋转动力,各种转速控制,以及上下的精确位移,将动力输出到刀柄刀夹上,以实现安装在刀柄刀夹内的六角连接输入轴进行相应的精确位移和旋转运动。
14.参见图12-图16,为本发明e部分示意图,角度变换支撑架通过法兰螺栓与主轴附加固定法兰块连接固定;刀柄刀夹抱紧六角连接输入轴右端(圆柱形);双列滚动轴承,精密输入锥齿轮,内孔均为统一的六角孔,六角连接输入轴左端为六角外形与双列滚动轴承,精密输入锥齿轮连接,并安装在角度变换支撑架内,由孔用挡圈轴向限位;滚动轴承,精密输出锥齿轮,盘形刀具,平衡滚动轴承内孔均为统一的六角孔,六角连接输出轴为六角外形与滚动轴承,精密输出锥齿轮,盘形刀具,平衡滚动轴承连接,并安装在角度变换支撑架内,由锁紧螺母锁紧,并装入弹性销,以防松脱;本结构传动在根据锥齿轮传动变换角度β的不同设计值以及各种刀具的形状设计状况下,可实现各种位置的槽,孔等特征的加工。
15.工作原理如下:主轴机箱带动刀柄刀夹旋转,由于刀柄刀夹紧紧抱住六角连接输入轴,在左端六角外形作用下,带动精密输入锥齿轮作圆周运动,同时在精密输入锥齿轮的渐开线形状的齿面作用力下,又带动精密输出锥齿轮作圆周运动,进而在精密输出锥齿轮内六角孔作用下,带动含有六角外形的六角连接输出轴作圆周运动,又在六角连接输出轴的六角外形作用下,带动含有内六角孔的盘形刀具作圆周运动,在此传动过程中,角度变换支撑架固定在主轴附加固定法兰块上,而所有的轴承外圈固定在角度变换支撑架内孔中,轴承内圈为内六角孔形随六角连接输入轴,六角连接输出轴作圆周动动,此时各轴承使得六角连接输入轴,六角连接输出轴,精密输入锥齿轮,精密输出锥齿轮,盘形刀具在圆周运动中,更加平衡和稳定,最终,盘形刀具在主轴机箱的机电控制系统下,通过程序代码提供旋转动力,各种转速控制,以及上下的精确位移。
16.参见图5-图9,是本发明装置b部分和c部分示意图,固定底板通过定位销,t型螺母,外六角法兰螺栓定位及固定在铣床工作台中心,固定芯轴一端自带一段螺纹轴,连接在固定底板上,另一端安装轴承内圈,同时轴承外圈安装在旋转安装架孔内,再通过紧固螺栓连接到固定芯轴的螺纹孔上(扭力调试合理,要求旋转安装架不松脱又可灵活转动),铣床工作台是一般的数控铣床工作台,在机电控制系统条件下,通过程序代码提供前后,左右方向的精确位移,以实现安装在铣床工作台上的夹具和产品进行相应的精确位移,限位紧固螺栓位置可以根据实际α角的需要进行设计,同时旋转安装架的尺寸及形状也可根据各种工件的尺寸及形状进行相应的设计,以适应实际中更多更广的工件加工需要。
17.工作原理如下:工件安装固定在旋转安装架上,通过推动旋转安装架的尾部手柄,在轴承作用下,可使其旋转,在限位紧固螺栓的限位,定位后,并用外六角钣手将限位紧固螺栓进行锁紧以固定旋转安装架,进而确保工件稳稳地被固定,在机电控制系统条件下,通过程序代码提供前后,左右方向的精确位移,以实现安装在铣床工作台上的夹具和产品进行相应的精确位移。
18.参见图10和图11,为本发明装置d部分示意图,根据工件定位在旋转安装架上,由于安装架固定螺栓对回转速装压块向上的限位,通过使用外六角钣手,旋压安装在回转速装压块上的旋压螺栓上的外六角,把工件紧固地锁压在旋转安装架上。
19.工作原理如下:因为批量生产的工件的高度尺寸有一定的变化,造成工件底部出现悬空状态,此时,可调整安装在旋转安装架上的可调螺栓,对其进行旋转,使其产生上下方向的适当位移,确保与工件充分接触顶紧,使得工件被刀具切屑加工时,不会因为产生剧烈振动而影响加工质量和效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。