1.本发明属于冶金领域,尤其涉及一种钇基高速钢及其制备方法。
背景技术:
2.高速钢是(hss)是一种具有高硬度、高耐磨性和高耐热性的工具钢,又称高速工具钢或锋钢,俗称白钢。高速钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具,也可制造高温轴承和冷挤压模具等。高速工具钢是高速钢的一种,其一直作为高速钢切削刀具的主要原材料,广泛应用于高速钢车刀、钻头、高速钢锯片、高速钢铣刀等机加工刀具。
3.稀土掺杂作为一种高速钢常见的合金化方式,其倍常用于高速钢的性能优化。因为稀土元素在钢铁中能够起到变质夹杂物、净化钢液、微合金化、细化晶粒提高钢材力学性能等多种作用,所以稀土元素在国内外高档钢材中得到高度重视和应用,国内涉及到稀土处理的钢种有多达80个牌号,年产总量在80~100万吨,大量应用稀土的主要钢种包括耐大气腐蚀钢、高强度弹簧钢、石油天然气管线钢、低温压力容器用钢、高压锅炉用钢、齿轮用钢、轴承钢等,而且传统的应用中主要以北方镧铈轻稀土为主。
4.钇作为一种高丰度稀土,冶金行业人员一直尝试以其对高速钢进行合理的性能强化,因为钇基重稀土相比传统添加的镧铈轻稀土,化学性质更为活泼脱硫脱氧效果更好,钢水纯净度更高,同时稀土钇比稀土镧铈原子量小,可获得相对密度较小的脱氧脱硫产物更利于钢水中夹杂物的上浮,稀土钇熔点比稀土铈高所以对钢的高温热塑性更为有利,提升材料热加工成材率经济效果更明显。但钇基重稀土非常少用于高速钢的合金化掺杂,这是因为钇具有较强的活泼性,在用于掺杂合金化时非常容易氧化,收得率较低,并且容易由于氧化形成偏析等,反而导致高速钢的冲击韧性、抗弯强度等性能下降。
技术实现要素:
5.为解决现有的钇基掺杂对高速钢进行合金化的效果差,并且没有妥善合理的方式实现钇掺杂等问题,本发明提供了一种钇基高速钢及其制备方法。
6.本发明的目的在于:
7.一、合理实现稀土钇的运用;
8.二、确保稀土钇能够产生较好的掺杂效果,有效改善高速钢的抗弯强度和冲击韧性;
9.三、辅以特定的掺杂合金化工艺,强化钇的改性作用。
10.为实现上述目的,本发明采用以下技术方案。
11.一种钇基高速钢的制备方法,
12.所述方法依次包括熔炼钢水、合金化和后处理;
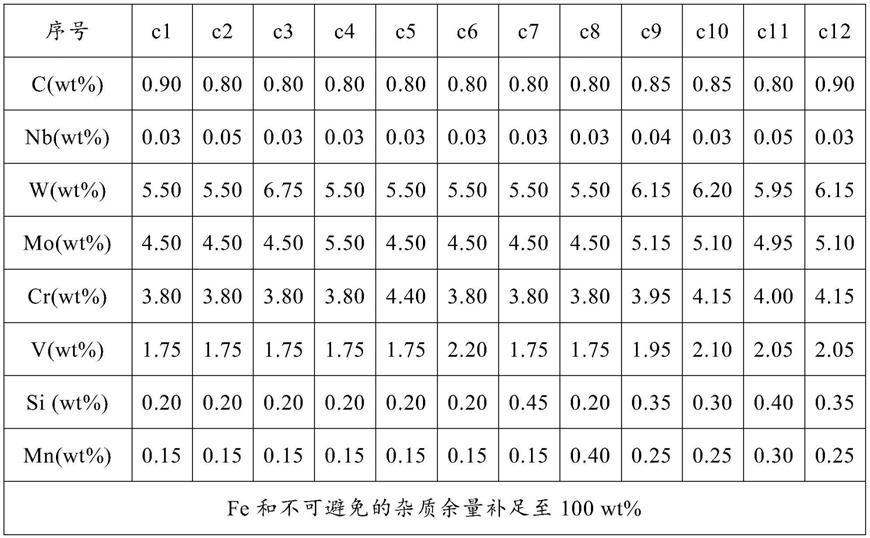
13.所述高速钢的钢水化学组成及其质量分数为:
14.碳0.80~0.90wt%、铌0.03~0.05%、钨5.50~6.75wt%、钼4.50~5.50wt%、铬
3.80~4.40wt%、钒1.75~2.20wt%、硅0.20~0.45wt%、锰0.15~0.40wt%和余量为铁及不可去除的杂质;
15.所述合金化的过程为:向钢水中加入金属铝和/或铝合金进行脱氧合金化,且该过程至少加入钢水总重量0.10~0.20wt%的金属铝,再以线载送料的方式送入稀土钇;
16.所述后处理包括真空脱气和/或浇铸成型和/或退火和/或锻造和/或轧制。
17.本发明技术方案的主要钢水成分是一种含有w-mo体系的高速钢,w-mo体系高速钢是一种较为常见且常规的高速钢类别。常见的如m2(w6mo5cr4v2)高速钢,作为典型的w-mo系高速钢,采用了部分的钼替代了钨,其具有非常优异的硬度和抗拉强度。但是,w-mo系高速钢却也存在着明显的抗拉强度差、冲击韧性相对较低、脆性较大等问题。并且,钼的添加同样导致了其热处理时脱碳倾向大,导致其发生软化,表面硬度下降,同时还普遍存在着其易氧化、淬火温度范围窄等一系列问题,同时通常w-mo系高速钢中由于钨和钼的成分均相对较大,所形成的碳化物以m2c型碳化物为主,导致了其实际在部分力学性能表现较差。对此,本发明通过特定方式的稀土钇掺杂以实现高速钢的有效强化。
18.众所周知的是,m6c型碳化物的主要构成元素为fe和w和/或mo,并且还普遍固溶有cr和v等元素,并且w和mo两种元素中,主要促进m6c型碳化物形成且作为主要固溶成分的是w元素,而v元素在w-mo系高速钢中的通常会起到增加m2c型碳化物数量、抑制形成m6c型碳化物的作用,这是因为v元素的固溶会影响和抑制m6c型碳化物的枝状生长。但在本发明技术方案中,通过钒含量的合理调整,使其钢成分实际形成碳成分的竞争,本身本发明为高碳成分的w-mo系高速钢,热处理过程中m2c型碳化物的形成趋势更大,同时本发明通过特定的合金化方式实现充分利用发挥钇稀土改性夹杂物上浮净化钢水的作用,实现稀土钇的微合金化,实现对w-mo系高速钢中带状组织结构的切断,从而能够非常显著地提高高速钢的抗弯强度和冲击韧性。同时切断带状组织结构能够抑制m2c型碳化物的生长并促进m6c型碳化物的形成。
19.另一方面,本发明中还加入了极少量的nb。通常高速钢中并不会加入铌,因为铌的添加所产生的效果不易把控。nb本身在高速钢的微观结构中,通常会根据实际冷速不同产生不同的作用。在慢冷的条件下,nb会析出形成含铌的碳化物颗粒,而在快冷条件下,则会形成块状的碳化物,nb的不当添加会导致高速钢的弯曲强度和冲击韧性产生明显的下降。而在本发明的技术方案中,通过nb和v的配合,在稀土钇对碳化物成分进行影响后,实际会促进v元素的vc强化相性,vc强化相实际能够产生切割作用,其在本发明作用中实际不但形成了切割促进m2c型碳化物分解,一定程度上还能够实现铌碳化物的细化,进而避免了块状铌碳化物导致高速钢抗弯强度和冲击韧性下降等问题,使得各成分能够形成弥散分布。
20.作为优选,
21.所述铝合金为二硼化铝和/或铁铝合金;
22.所述金属铝和/或铝合金的总加入量为钢水总重量的0.10~1.75wt%。
23.上述的铁铝合金中fe:al原子比为3:1。
24.采用二硼化铝配合金属铝进行脱氧合金化,主要是因为高速钢在加入硼元素后,凝固过程中容易形成具有高硬度的m2b型硼化物成分,从而提高高速钢的硬度。但众所周知的是所述m2b型硼化物会形成网状基带,导致高速钢的冲击韧性、抗拉和抗弯强度均会有较明显的下降,对于本发明技术方案而言,由于vc强化相的形成能够有效促进晶粒细化产生
切割作用,能够抑制网状基带的形成,使得m2b型硼化物形成弥散状分布。同时,二硼化铝相较于单质硼的添加,能够一定程度上阻断m2b型硼化物的连续生长,同时对于提高w-mo系高速钢易氧化的特点具有较为明显的改进作用。而铁铝合金则是起到辅助补充金属铝的作用。
25.作为优选,
26.所述稀土钇的加入量为钢水总重量的0.04~0.10wt%。
27.稀土钇的加入量过少强化效果不佳,而加入量过大一来容易形成成分偏析,其分散难度增大,二来容易造成不必要的物料浪费,甚至容易导致高速钢的性能下降。
28.作为优选,
29.所述线载送料为:
30.以稀土钇粉末作为粉剂、以空心铝管作为线载体,将氮化钛粉末填充至空心铝管中,空心铝管两端镁粉封口后,拉拔至线径≤1.5mm,垂直向钢水包送线。
31.上述的镁粉封端是一种常见的拉拔工艺封端手段,以确保能够形成连续、无缝的长丝,并且同时,镁粉的添加对于本发明技术方案而言,其具有协助铝元素进行脱氧。但并不作为主要的脱氧手段,因此仅需要满足常规封端要求即可,无需对其添加量进行严格控制。
32.并且对于本发明技术方案而言,采用线载送料的方式进行稀土钇的掺杂,相较于常规的块状插入法,能够更加有效地避免稀土钇的氧化烧损。而现有还有采用电渣重熔法进行稀土钇的添加,将稀土钇包芯线固定在电渣棒上,通过电渣重熔过程添加,但由于电渣重熔的渣系含三氧化二铝,重熔过程稀土烧损严重且收得率十分不稳定。因此经研究,通过线载送料的方式进行送料能够更有效地保证稀土钇的收得率。
33.作为优选,
34.所述垂直向钢水包底部送线过程中,初送线时控制线头与钢水包底部的间距为d,钢水深度为d,控制0.05d≤d≤0.08d,停留3~5s后于105~125s内均速喂线完成喂线。
35.以线载送料的方式实现稀土钇的送粉,主要是为了避免稀土钇的团聚在熔炼过程中发生团聚偏析等现象,垂直送线的效果相较于无规律或斜角送线,其能够更加有效地控制高速钢的品质稳定。并且,通过上述的参数控制,能够确保稀土钇在具有较好的弥散分散性,实现更好的掺杂效果。
36.作为优选,
37.所述线载体的质量占钢水总重量控制在≤1.2wt%内。
38.线载体实际也作为一种掺杂成分,其用量需要严格控制。
39.作为优选,
40.所述后处理至少包括真空脱气。
41.真空脱气与本发明技术方案中钇基稀土掺杂能够产生良好的协同配合效果,相较于其余的脱氧脱硫方法而言,其所能够产生的效果最优。
42.作为优选,
43.所述真空脱气过程中:循环因数为5~7,真空室压力为50~100pa,循环流量为1.2~1.4t/min。
44.由于本发明钇基高速钢的成分特殊性,在真空脱气过程需要进行严格控制,以实
现性能的最优化。
45.一种钇基高速钢。
46.本发明高速钢具有非常优异的力学性能,尤其通过钇基掺杂大幅度改善了其抗弯强度和冲击韧性。
47.本发明的有益效果是:
48.1)对高丰度稀土元素钇进行了非常有效且合理的利用,并且充分发挥了稀土钇的优良特性,对高速钢性能形成了显著的提升改善效果;
49.2)本发明高速钢通过稀土钇以及各个合金成分配合后,能够在保持良好的硬度和抗拉强度等性能同时,十分显著地改善w-mo系高速钢存在的抗弯强度低、冲击韧性差等问题,使得高速钢具有更加优异的力学性能;
50.3)通过成分的配合以及特定工艺的协同,能够确保钢中的各成分呈弥散状有效均匀地分布。
具体实施方式
51.以下结合具体实施例对本发明作出进一步清楚详细的描述说明。本领域普通技术人员在基于这些说明的情况下将能够实现本发明。此外,下述说明中涉及到的本发明的实施例通常仅是本发明一部分的实施例,而不是全部的实施例。因此,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
52.如无特殊说明,本发明实施例所用原料均为市售或本领域技术人员可获得的原料;如无特殊说明,本发明实施例所用方法均为本领域技术人员所掌握的方法。
53.实施例1
54.一种钇基高速钢,所述高速钢的钢水化学组成及其质量分数分别如下表所示:
[0055][0056]
向上述钢水中加入0.15wt%钢水质量的金属铝和1.6wt%钢水质量的二硼化铝,
至金属铝和二硼化铝完全熔化后以线载送料的方式加入稀土钇,具体的,所述线载送料为:以稀土钇粉末作为粉剂、以空心铝管作为线载体,将120目稀土钇粉末填充至空心铝管中,空心铝管两端镁粉封口后,镁粉用量为稀土钇的约2.5wt%,拉拔至线径1.5mm,通过喂线机垂直向钢水包底部送线,所述垂直向钢水包底部送线过程中,初送线时控制线头与钢水包底部的间距为d,钢水深度为d,控制喂线机的进行初始送线时控制0.05d≤d≤0.08d,停留2s后于120s均速喂线完成喂线,喂线过程避免线露头,所述稀土钇粉末的添加量为钢水质量的0.10wt%,控制所用空心铝管的质量占钢水质量的1.2wt%范围内。
[0057]
以常规工艺进行后处理,具体为:
[0058]
进行真空脱气处理,真空脱气参数为:控制循环因数为5,真空室压力为50pa,循环流量为1.4t/min;
[0059]
随后浇注成型成小型钢锭,加热至1030℃保温4h后风冷至380~420℃,重新入炉加热至620℃保温10h,随炉冷却至350℃后再次升温至550℃保温18h,随炉冷却至≤120℃后出炉。加工为用于力学性能检测的标准试样。
[0060]
以c10成分钢水直接进行相同的后处理制备为高速钢作为对照组1(ck1),同样制为标准试样进行相同的性能测试。
[0061]
对所制得的各个标准式样进行力学性能检测,检测结果如下表所示。
[0062][0063]
从上表可以看出,本发明技术方案通过稀土钇的掺杂,保持了原有hss-e钢水成分高速钢所具有的高硬度特点,甚至在于一定程度上能够略微提高其表面硬度,表明了稀土钇掺杂合金化后的负面效果可控,同时,通过各个成分配合,尤其是钇、钒、铌等元素的配合,对于高速钢的抗弯强度和冲击韧性有着非常显著的改善作用。其中抗弯强度平均提升可达到14%左右,而冲击韧性的平均提升甚至可高达约42%,对于改善现有w-mo系高速钢的低抗弯强度和冲击韧性差的问题产生了非常显著的改善效果。
[0064]
另外从上表可以明显看出,随着本发明技术方案所进行的合金化和后处理,实际高速钢的表面硬度、抗弯强度和冲击韧性均有较大的改变。这主要是由于,高速钢中各个成分、织构、晶粒结构等均是受其成分以及热处理工艺影响的,但并非只是组分简单配合即可。对于本发明技术方案而言,最主要是在于使得特定碳化物、硼化物能够形成特定的弥散
分散,实现综合性的性能提高。如常规手段中硼化物的添加能够实现增硬强化,但会导致高速钢的脆性增大,本技术通过特定合金成分的用量比例调整,实现了增韧,通过协同作用降低了硼化物带来的增大高速钢脆性的问题。即本发明是通过调整不同成分比例该形成成分间的协同效果来改善高速钢品质的。
[0065]
实施例2
[0066]
一种钇基高速钢,所述高速钢的钢水成分基于c11钢进行调整,其余合金化处理和后处理均相同,进行相同的力学性能检测,具体调整方式和力学检测结果如下表所示:
[0067][0068][0069]
上述编号的c1a1~c1a8钢相较于c1钢,除所标明的调整外,其余成分含量以及处理工艺与c1钢完全相同。从上表可以看出,nb和v实际在本发明技术方案中均是容易影响高速钢抗弯强度和冲击韧性的成分之一,并且从上表可以看出,nb和v的成分或高或低,实际均会导致高速钢产生一定的脆化,但v对于表面硬度的影响并不显著,低含量的nb对于高速钢的表面硬度存在一定的影响。说明其主要是产生了内部组织区别,形成了带状组织后容易导致高速钢的抗弯强度和冲击韧性减弱。
[0070]
实施例3
[0071]
一种钇基高速钢,所述高速钢的钢水成分同c11钢且后处理参数相同,所不同的是:对合金化处理进行调整并进行相同的力学性能检测,具体调整和检测结果如下表所示。
[0072][0073][0074]
经试验,上述高速钢除c11b6以外对于硬度影响较小,但对于抗弯强度和冲击韧性影响尤为巨大,因此记录展示为上表。从上表试验结果可以明显看出,稀土钇对于高速钢的性能影响十分显著。当稀土钇加入量过大时,其容易产生团聚偏析形成氧化物,发展为带状组织,进而导致其虽然抗弯强度没有明显下降,但冲击韧性显著下降,产生了较大的脆性。而添加量较少时,相应的强化效果减弱,为确保相对较优的冲击韧性,应当选用≥0.04wt%的用量。而进一步以等量硼替换二硼化铝或以等量的硼或铝替代二硼化铝,可以看出两者的冲击韧性均有非常显著的下降。尤其在冲击韧性的影响,非常显著。表明硼的加入会影响高速钢的韧性,但是通过采用硼铝结合的方式引入硼元素,能够有效抑制带状硼化物的产生,显著提高韧性。而c11b6高速钢的硬度为62.1hrc,产生了明显的下降,表明硼的加入对于维持高速钢的硬度有较为关键的作用。
[0075]
实施例4
[0076]
一种钇基高速钢,所述高速钢的钢水成分以及合金化处理同c11钢,所不同的是:对后处理中的真空脱气参数进行调整,并进行相应的力学性能检测。具体调整和检测结果如下表所示。
[0077]
[0078][0079]
从上表数据也可以看出,真空脱气处理中,循环因数对于高速钢的表面硬度、抗弯强度和冲击韧性均存在一定的影响。随着循环因数的上升,表面硬度呈一定下降的趋势,抗弯强度呈现上升后下降的趋势,冲击韧性同样呈先上升后下降的趋势。这一来是影响了高速钢的脱气程度,另一方面循环因素还会对组织分布形成一定较弱的影响。但对于本发明而言,组织分布很大程度上影响了高速钢的性能。因此,实际对于本发明高速钢而言,真空脱气对于高速钢性能的影响较为显著。
[0080]
综合上述实施例1~4,实际上可以看出,本发明钇基高速钢的综合性能优于是基于钢水成分、合金化和后处理中真空脱气三大因素协调所产生的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。