1.本发明涉及一种金属材料及其制造方法,尤其涉及一种合金工具钢线材及其制造方法。
背景技术:
2.工具钢是各种要求高硬度、韧性及耐磨性能的工具、刃具和量具等使用的优质钢中的总称。工具钢按合金成分可分为碳素工具钢、合金工具钢和高速工具钢三类。基于工具钢的使用工况,一般要求其具备以下特性:(1)在使用温度下硬度高,耐磨性好;(2)良好的热处理性能,不易产生淬火开裂、回火稳定性好;(3)具有一定韧性,耐冲击、扭转或弯曲载荷等性能;(4)具备一定耐蚀性、红硬性等特殊性能。
3.碳素工具钢一般含碳量在0.6-1.5%范围内,其具有淬火马氏体 粒状碳化物的金相组织,热处理工艺主要是淬火和回火处理,其硬度和耐磨性能主要取决于含碳量,具有表面硬而心部软的特点,而广泛应用于剪刀片、下料模、铰刀、车床工具、木工用具、带锯等。高速工具钢含有大量w、cr、mo、v、co等合金元素,具有良好的红硬性、耐磨性好、强度高等特性,其主要用于制造高效率切削刀具,以及制造性能要求高的模具、轧辊、高温轴承和高温弹簧等。高速工具钢按合金元素可分为钨系高速钢、钨钼系高速钢、高钼系高速钢、钒系高速钢、钴系高速钢等。
4.为了改善工具钢的机械性能和淬透性,而在碳素工具钢的基础上添加一定合金元素的这类钢中被统称为合金工具钢。
5.国标gb/t 1299-2014《工模具钢》中将合金工具钢分为量具刃具用钢、耐冲击工具用钢、轧辊用钢、冷作模具用钢、热作模具用钢、塑料模具用钢及特殊用途模具用钢这几类。合金工具钢的牌号较多,不同成分钢种的性能和用途也有所区别,对于线材产品来说,主要用于五金工具行业,对钢材的硬度、韧性和耐磨性有较高的要求,如六角扳手、螺丝批、工具套筒、钳等。
6.国内钢铁企业生产的棒线材工具钢牌号主要有sae6150/50crva、sup11、9sicr等,这些合金工具钢是在普通碳工钢的基础上添加cr、v元素,合金体系较为简单,综合性能一般,在扭转韧性、耐磨性等方面有很大提升空间。
7.现阶段,我国工具钢行业存在的主要问题是低端工具钢产品性能需要提升,高端产品完全依赖进口,成本很高且满足不了市场需求。因此亟需开发能满足市场需求的优质合金工具钢产品。
8.公开号为cn1422972a,公开日为2003年6月11日,名称为“一种高强度合金工具钢”的中国专利文献,公开了一种高强度合金工具钢,其应用于切削刀具、破岩刀具以及模具制造领域,采用1100~1200℃高温淬火及500~580℃的三次回火处理,最高硬度可达58~62hrc,组织为回火马氏体和均匀细小碳化物,但是在热处理工艺中,奥氏体化温度过高易造成粗大晶粒,回火次数多,增加了生产成本。
9.公开号为cn110791717a,公开日为2020年2月14日,名称为“一种高品质亚共析合
金工具钢线材及其生产方法”的中国专利文献,公开了一种高品质亚共析合金工具钢线材的生产方法,该材料合金成分为c:0.63~0.68%,si:1.10~1.20%,mn:0.60~0.70%,p≤0.025%,s≤0.025%,cr:0.30~0.40%,mo:0.50~0.60%,v:0.20~0.30%,ni:0.10~0.20%,cu≤0.25%,利用控轧控冷技术得到工具钢线材组织由铁素体 粒状珠光体 碳化物组成,硬度为15~25hrc,有助于后续拉拔及机械加工,但合金中碳含量较低,且未涉及后续的调制热处理。
10.公开号为cn107419175a,公开日为2017年12月1日,名称为“疲劳寿命良好的经济型工具钢及其生产方法”的中国专利文献,公开了一种疲劳寿命良好的经济型工具钢生产方法,该材料合金成分为:c:0.75~1.00%,si:0.15~0.35%,mn:0.50~1.20%,cr:0.30~1.10%,v:0.05~0.20%,alt≤0.040%,p≤0.020%,s≤0.010%,n≤0.006%,热轧退火后获得均匀的粒状珠光体组织,经过淬火、回火后获得细小的回火马氏体组织,该生产方法大幅缩短了制造周期、降低制造成本,但所述轧制工艺仅适用于板材,且合金成分中不含mo元素,淬透性较差。
11.综上所述,为了克服现有技术中存在的缺陷,本发明期望获得一种高强韧合金工具钢线材及其制造方法,该高强韧合金工具钢线材在耐磨性、抗扭转断裂性能方面有显著优势,其具有良好的硬度及优异的扭转韧性,可以有效应用于五金工具行业高端产品上,具有十分重要的现实意义。
技术实现要素:
12.本发明的目的之一在于提供一种高强韧合金工具钢线材,该高强韧合金工具钢线材在耐磨性、抗扭转断裂性能方面有显著优势,其具有良好的硬度及优异的扭转韧性。该高强韧合金工具钢线材的洛氏硬度为58~62hrc,单位长度扭转角高于10
°
/mm,其具有优良的抗扭转断裂性能,可以有效应用于五金工具行业高端产品上,具有十分重要的现实意义。
13.为了实现上述目的,本发明提供了一种高强韧合金工具钢线材,其除了fe和不可避免的杂质以外还含有质量百分含量如下的下述各化学元素:
14.c:0.60~0.90wt.%、si:1.00~3.00wt.%、mn:0.45~1.00wt.%、cr:0.45~1.00wt.%、mo:0.20~0.60wt.%;
15.其中所述高强韧合金工具钢线材的微观组织为回火马氏体 弥散分布的球状碳化物。
16.进一步地,在本发明所述的高强韧合金工具钢线材中,其各化学元素质量百分含量为:
17.c:0.60~0.90wt.%、si:1.00~3.00wt.%、mn:0.45~1.00wt.%、cr:0.45~1.00wt.%、mo:0.20~0.60wt.%;余量为fe和其他不可避免的杂质。
18.在本发明所述的高强韧合金工具钢线材中,各化学元素的设计原理如下所述:
19.c:在本发明所述的高强韧合金工具钢线材中,c是最重要的元素,一方面c元素在钢中可以起到固溶强化作用,另一方面c元素可以形成各种碳化物。需要说明的是,当合金工具钢中的c元素含量过低时,难以保证钢材硬度及耐磨性;而当钢中的c元素含量过高时,则会对钢的韧性产生不利影响,使偏析难以控制,加大冶炼及轧制的难度,易产生网状碳化物等异常组织。因此,考虑到本技术方案中c元素对高强韧合金工具钢线材性能的影响,在
本发明所述的高强韧合金工具钢线材中,将c的质量百分比控制在0.60~0.90wt.%之间。
20.si:在本发明所述的高强韧合金工具钢线材中,si是一种非碳化物形成元素,si元素在钢中具有较强的固溶强化效果,其能够有效提高工具钢的硬度。但需要注意的是,钢中si元素含量不宜过高,当钢中si元素含量过高时,会降低钢材的韧性。因此,在本发明所述的高强韧合金工具钢线材中,将si元素的质量百分比控制在1.00~3.00wt.%之间。
21.mn:在本发明所述的高强韧合金工具钢线材中,mn元素能有效提高钢材的淬透性,提高奥氏体的稳定性,延缓珠光体转变,改善冲击韧性。考虑到本发明所述的高强韧合金工具钢线材对淬透性的要求,将mn元素的质量百分比控制在0.45~1.00wt.%之间。
22.cr:在本发明所述的高强韧合金工具钢线材中,cr元素能够有效提高钢的淬透性、淬硬性和回火稳定性。cr作为碳化物形成元素,其在钢中与c可形成碳化物,也可固溶于铁素体中起到强化作用。因此,综合考虑其强化作用及生产成本,在本发明所述的高强韧合金工具钢线材中,将cr元素的质量百分比控制在0.45~1.00wt.%之间。
23.mo:在本发明所述的高强韧合金工具钢线材中,mo是强碳化物形成元素,其不仅可以与c元素结合形成特殊的碳化物,还可以提高钢的淬透性和回火二次硬化强度。综合考虑其强化作用及生产成本,在本发明所述的高强韧合金工具钢线材中,将mo元素的质量百分比控制在0.20~0.60wt.%之间。
24.进一步地,在本发明所述的高强韧合金工具钢线材中,其还含有下述各化学元素的至少其中之一:
25.0<v≤0.30wt.%;
26.0<ni≤0.50wt.%;
27.0<nb≤0.05wt.%。
28.在本发明上述的技术方案中,v、ni和nb元素均可以进一步提高本发明所述的高强韧合金工具钢线材的质量和性能。
29.需要说明的是,ni元素在钢中的作用主要是起到降低低温脆性转变温度的作用,其可以提高钢的强度而不显著降低韧性,同时提高钢的耐腐蚀性能,减少钢对缺口敏感性提高疲劳性能。综合考虑ni的有利作用及成本,在本发明所述的高强韧合金工具钢线材中,可以将ni的质量百分比控制为0<ni≤0.50wt.%。
30.相应地,v和nb元素可以作为微合金元素添加在钢中,v和nb均是强碳氮化物形成元素,它们主要起到细化晶粒的作用,在提高工具钢的硬度同时对韧性有好处。但需要注意的是,钢中v和nb元素含量不宜过高,当v和nb元素含量过高时,会增加生产成本。因此,在本发明所述的高强韧合金工具钢线材中,可以将v的质量百分比控制为0<v≤0.30wt.%,将nb的质量百分比控制为0<nb≤0.05wt.%。
31.进一步地,在本发明所述的高强韧合金工具钢线材中,在其他不可避免的杂质中:p≤0.015wt.%,并且/或者s≤0.015wt.%。
32.在本发明上述的技术方案中,p元素和s元素均是本发明所述高强韧合金工具钢线材中的杂质元素,在技术条件允许情况下,为了获得性能更好且质量更优的钢材,应尽可能降低高强韧合金工具钢线材中杂质元素的含量。
33.需要说明的是,杂质元素p和s均易在晶界处产生偏析,降低钢的韧性,对钢的冷加工性能有较大影响,因此必须严格控制钢中p、s元素的含量,将p控制为p≤0.015wt.%,将s
控制为s≤0.015wt.%。
34.进一步地,在本发明所述的高强韧合金工具钢线材中,所述球状碳化物的粒径为0.1~3μm。
35.进一步地,在本发明所述的高强韧合金工具钢线材中,其洛氏硬度为58~62hrc,单位长度扭转角高于10
°
/mm。
36.进一步地,在本发明所述的高强韧合金工具钢线材中,其单位长度扭转角为10
°
/mm~15
°
/mm。
37.相应地,本发明的另一目的在于提供一种高强韧合金工具钢线材的制造方法,采用该制造方法所获得的高强韧合金工具钢线材,不仅具有良好的硬度,同时还具有相当优异的扭转韧性,其可以满足五金工具行业中高端产品的耐磨性、抗扭转断裂性的要求。
38.为了实现上述目的,本发明提出了上述的高强韧合金工具钢线材的制造方法,其包括步骤:
39.(1)冶炼、浇铸、轧制成盘条;
40.(2)离线球化退火;
41.(3)经过加工工序制成线材后,进行调质热处理:加热到奥氏体化温度820~960℃,保温0.5~1h,以1~50℃/s的速度淬火冷却至室温;再次加热到200~400℃回火,保温0.5~3h。
42.本发明所述的高强韧合金工具钢线材的制造方法,本发明以科学、合理的合金成分设计为基础,通过冶炼、浇铸、轧制成盘条及控制冷却技术可以得到φ8~12mm规格的线材盘条,利用离线等温球化退火工艺优化线材的组织及塑性,提高后续拉拔加工效率,最后配合调质热处理可得到洛氏硬度为58~62hrc,单位长度扭转角高于10
°
/mm的合金工具钢线材。
43.在上述步骤(1)中,在某些实施方式中,轧制成盘条后,在通过斯太尔摩风冷线时可以采取缓冷措施,其具体操作可以为:通过斯太尔摩风冷线,关闭所有风机并盖上保温罩,降低盘条冷却速率。这样操作是因为:轧后盘条通过斯太尔摩风冷线时采取缓冷措施,可以降低组织中马氏体含量,能够避免后续打捆及运输过程中出现断裂。
44.此外,在上述步骤(2)中,轧后盘条经过离线球化退火工艺,可以有效得到弥散分布、粒径0.1~3μm的球状碳化物组织。
45.进一步地,在本发明所述的制造方法中,在步骤(2)中,将盘条随炉升温至775~840℃,保温4~6h,以10~50℃/h速度冷却至710~750℃保温4~7h,然后以10~50℃/h速度冷却至≤600℃出炉。
46.进一步地,在本发明所述的制造方法中,在步骤(3)中,当奥氏体化温度为850~960℃时,淬火冷却介质采用油。
47.在上述技术方案中,本发明所述制造方法的步骤(3)中,调质热处理工艺中需要控制冷却速度。当奥氏体化温度为850~960℃时,淬火冷却介质可以采用油,从而降低产品开裂倾向。
48.本发明所述的高强韧合金工具钢线材及其制造方法相较于现有技术具有如下所述的优点以及有益效果:
49.本发明通过合理设计化学元素成分,并配合优化等温球化退火工艺、调质热处理
工艺,可得到一种高强韧合金工具钢线材。该高强韧合金工具钢线材的洛氏硬度为58~62hrc,单位长度扭转角高于10
°
/mm,其具有优良的抗扭转断裂性能。
50.本发明所述的高强韧合金工具钢在耐磨性、抗扭转断裂性能方面有显著优势,其可有效应用于五金工具行业高端产品上,弥补该领域国内市场的空白,提升五金工具行业的技术水平。
具体实施方式
51.下面将结合具体的实施例对本发明所述的高强韧合金工具钢线材及其制造方法做进一步的解释和说明,然而该解释和说明并不对本发明的技术方案构成不当限定。
52.实施例1-8
53.本发明所述实施例1-8的高强韧合金工具钢线材均采用以下步骤制得:
54.(1)按照表1所示的化学成分进行冶炼、浇铸、轧制成盘条:盘条规格为φ8~12mm,轧后盘条通过斯太尔摩风冷线时采取缓冷措施,通过斯太尔摩风冷线时,关闭所有风机并盖上保温罩,降低盘条冷却速率。
55.(2)离线球化退火:将盘条随炉首先升温至775~840℃,控制第一次保温时间为4~6h,然后以10~50℃/h的第一次速度冷却至第一次终冷温度710~750℃,第二次保温4~7h,然后以10~50℃/h的第二次速度冷却至≤600℃的第二次终冷温度出炉。
56.(3)经过加工工序制成线材后,进行调质热处理:退火盘条经拉拔、车、铣等工序加工成品后,需要进行调质热处理;即先加热到奥氏体化温度820~960℃,保温0.5~1h,以1~50℃/s的速度淬火冷却至室温;再次加热到200~400℃回火,保温0.5~3h。此外,当奥氏体化温度为850~960℃时,淬火冷却介质采用油。
57.需要说明的是,实施例1-8的高强韧合金工具钢线材的化学成分设计以及相关工艺均满足本发明设计规范要求。
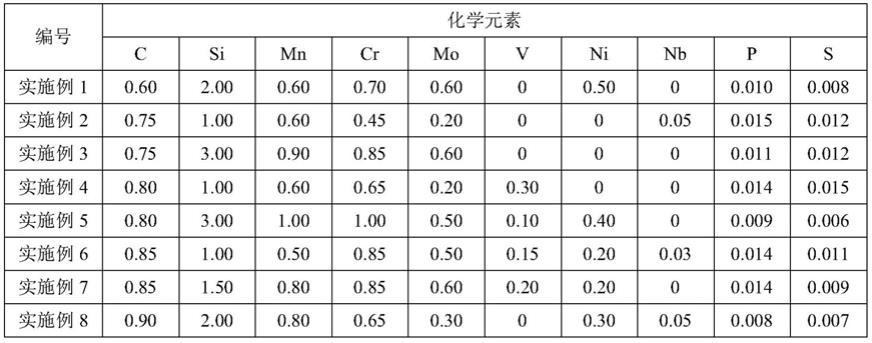
58.表1列出了实施例1-8的高强韧合金工具钢线材的各化学元素的质量百分配比。
59.表1.(wt%,余量为fe和除p、s以外其他不可避免的杂质)
[0060][0061]
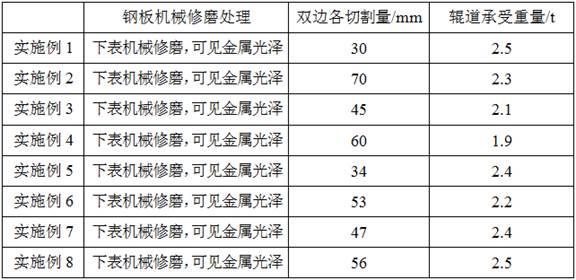
表2-1和表2-2列出了实施例1-8的高强韧合金工具钢线材在上述工艺步骤中的具体工艺参数。
[0062]
表2-1.
[0063][0064]
表2-2.
[0065][0066]
将通过上述工艺步骤得到的成品实施例1-8的高强韧合金工具钢线材分别取样,并进行相关性能检测,将所得的性能检测结果列于表3中。具体检测方法如下所述:
[0067]
硬度测试:依照gb/t 230.1-2018《金属材料洛氏硬度试验》相关规定,采用金刚石圆锥压头在室温下进行测试,试样尺寸为φ7mm、厚度10mm,试样上下表面平行,测试点位于试样芯部。。
[0068]
单位长度扭角测试:依照gb/t 10128-2007《金属材料室温扭转试验方法》相关规定进行测试,试样尺寸为φ7mm、总长150mm,标距50mm,扭转速度30
°
/min,试验温度为室温。
[0069]
表3列出了实施例1-8的高强韧合金工具钢线材的相关性能检测结果。
[0070]
表3.
[0071][0072]
从表3中可以看出,本发明所述实施例1-8的高强韧合金工具钢线材在耐磨性、抗扭转断裂性能方面均具有显著优势。各实施例的高强韧合金工具钢线材的洛氏硬度均在58~62hrc之间,单位长度扭转角均高于10
°
/mm,且优选的控制在10
°
/mm~15
°
/mm之间,其不仅具有良好的硬度,同时还具有相当优异的扭转韧性,可以有效应用于五金工具行业高端产品上,提升五金工具行业的技术水平。
[0073]
此外,需要说明的是,通过对实施例1-8高强韧合金工具钢线材的微观组织观察可知,实施例1-8的高强韧合金工具钢线材的微观组织均为回火马氏体 弥散分布的球状碳化物,且其中球状碳化物的粒径可以为0.1~3μm。
[0074]
综上所述可以看出,本发明以科学、合理的合金成分设计为基础,通过冶炼、浇铸、轧制成盘条及控制冷却技术可以得到φ8~12mm规格的线材盘条,利用离线等温球化退火工艺优化线材的组织及塑性,提高后续拉拔加工效率,最后配合调质热处理可得到洛氏硬度为58~62hrc,单位长度扭转角高于10
°
/mm的合金工具钢线材。
[0075]
本发明所述的高强韧合金工具钢线材在耐磨性、抗扭转断裂性能方面有显著优势,其可以有效应用于螺丝批头、内六角扳手、套筒等五金工具领域,提升五金工具行业的技术水平,具有十分重要的现实意义。
[0076]
需要说明的是,本案中各技术特征的组合方式并不限本案权利要求中所记载的组合方式或是具体实施例所记载的组合方式,本案记载的所有技术特征可以以任何方式进行自由组合或结合,除非相互之间产生矛盾。
[0077]
还需要注意的是,以上所列举的实施例仅为本发明的具体实施例。显然本发明不局限于以上实施例,随之做出的类似变化或变形是本领域技术人员能从本发明公开的内容直接得出或者很容易便联想到的,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。