1.本发明涉及激光熔覆修复技术领域,具体为一种大型钢铁构件垂直面原位修复设备及修复方法。
背景技术:
2.激光熔覆技术通过将材料(粉末或丝材)同步输送或预置于零件表面,经过高能量密度激光辐照,表面材料熔化形成熔池并快速冷却形成相应的熔覆层,能较好的修复零部件表面缺陷,恢复零部件的尺寸并一定程度上恢复零部件的性能,该技术在航空航天、火力发电、煤矿开采等领域的机械零部件修复中广泛应用。
3.激光熔覆技术一般要求零部件水平放置,从而进行修复。部分大型钢铁构件由于应用等相关原因,无法对其摆放位置进行更改,仅能原位修复。当其受损面为垂直面时,采用激光熔覆技术最重要的问题在于整个修复过程均会受到重力影响。采用铺粉方式,粉末在垂直面会脱落,而采用同步送粉方式,同样由于重力原因,粉末飞溅更严重,熔覆层缺陷较多,修复性能较差。
技术实现要素:
4.针对上述技术问题,本发明提出了一种大型钢铁构件垂直面原位修复设备及修复方法。
5.本发明所要解决的技术问题采用以下技术方案来实现:
6.一种大型钢铁构件垂直面原位修复设备,包括:
7.机械臂;
8.箱体,左、右侧面贯通,左侧面与待修件的垂直损伤面贴合,右侧面设有橡胶垫,使箱体内部形成与外界隔绝的仓室,机械臂的端部穿过橡胶垫伸入到箱体内;
9.激光器,用于进行激光熔覆修复,设置在机械臂的端部上;
10.冷喷涂枪,用于进行冷喷涂修复,设置在机械臂的端部上。
11.优选地,箱体的左侧面四周边缘处设有胶圈。
12.优选地,箱体的前侧面设有玻璃面板。
13.优选地,箱体的前侧面、底面、顶面、后侧面均设有排气阀门。
14.优选地,箱体的右侧面下部设有四个进气口、上部设有一个排气口。
15.一种应用大型钢铁构件垂直面原位修复设备的修复方法,包括以下步骤:
16.(一)将箱体的左侧面紧贴于大型钢铁构件垂直面上的损伤区域,排气阀门关闭,开启进气口输入氩气,流量为10~50l/min,由排气口排出,进气时间为1min;
17.(二)关闭进气口与排气口,启动冷喷涂枪,机械臂带动冷喷涂枪按预设路径向受损区域进行冷喷涂,同时开启排气阀门排出箱体内的空气,涂层厚度达到50~200μm后,关闭冷喷涂枪,同时关闭排气阀门;
18.(三)开启进气口输入氩气,流量为10~50l/min,由排气口排出,进气时间为1min;
19.(四)关闭进气口与排气口,启动激光器,激光扫略喷涂涂层,冷却后形成修复层;
20.(五)重复步骤(一)至(四),使修复层略厚于预期目标,以冷喷涂步骤为结束步骤;
21.(六)移开箱体,对大型钢铁构件垂直面上多出的修复层进行打磨,完成修复。
22.作为本发明中修复方法的进一步改进,步骤(二)中冷喷涂的工艺参数:喷涂材料为420不锈钢粉末、喷涂气体为氮气、喷涂温度为500℃-750℃,喷涂压力为2~4.5mpa。
23.作为本发明中修复方法的进一步改进,步骤(四)中激光熔覆的工艺参数为:激光功率为200~1000w、扫描速率为400~4000mm/min。
24.本发明的有益效果是:
25.1、本发明通过修复设备,集成了冷喷涂与激光熔覆,在机械臂运动的情况下,且较好的保证了仓室的密封性。
26.2、通过冷喷涂前通入氩气排出空气,有效地降低激光熔覆过程的氧化物的形成,从而使修复层具有较高的修复质量。
27.3、通过先冷喷涂再激光熔覆,使得能够预先形成一层与基体结合较好且较为致密的喷涂涂层,从而克服重力的影响,附着在垂直面基体上,并且在后续激光熔覆中会吸收大部分能量,使垂直面基体的热影响区减小,减少了对垂直面基体的影响。
28.4、通过激光熔覆后再次重复冷喷涂,使得修复层塑韧性显著增加,有助于降低内应力,且减小激光熔覆导致的裂纹倾向,以及每次激光熔覆后的冷喷涂过程起到了回火的作用,使得修复后的垂直面基体不需要再进行其他的热处理。
附图说明
29.下面结合附图和实施例对本发明进一步说明:
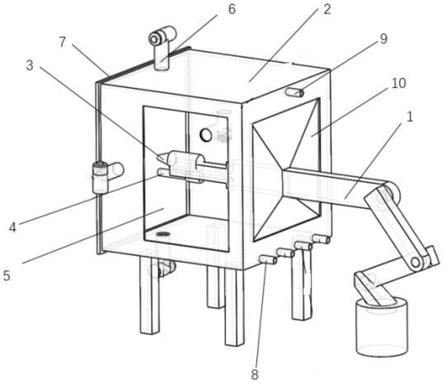
30.图1为本发明中修复设备的结构示意图。
31.图中:1、机械臂;2、箱体;3、激光器;4、冷喷涂枪;5、玻璃面板;6、排气阀门;7、胶圈;8、进气口;9、排气口;10、橡胶垫。
具体实施方式
32.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合附图以及实施例对本发明进一步阐述。
33.如图1所示,一种大型钢铁构件垂直面原位修复设备,该设备包括机械臂1、箱体2、激光器3、冷喷涂枪4、玻璃面板5、排气阀门6、胶圈7、进气口8、排气口9、橡胶垫10。
34.具体的,所述箱体2的左侧面、右侧面贯通,所述胶圈7设置在箱体2的左侧面边缘处,所述胶圈7贴紧于大型钢铁构件垂直面上的损伤区域,起到了密封效果,使箱体2的内部形成与外界隔绝的仓室。
35.所述玻璃面板5设置在箱体2的前侧面上,用于观察箱体2内部的情况。
36.所述排气阀门6设有四个,分别对应设置在箱体2的前侧面、底面、顶面、后侧面上,用于排气。
37.所述箱体2的底部设有四个用于支撑的支脚。
38.所述进气口8设有四个,并排水平分布在箱体2的右侧面下部,所述排气口9设置在箱体2的右侧面上部,所述橡胶垫10设置在箱体2的右侧面中部,机械臂1位于箱体2的右侧,
机械臂1的端部穿过橡胶垫10伸入到箱体2内,橡胶垫10的作用在于即保证箱体2内部的密封性,又可以使机械臂1自由运动。
39.所述激光器3、冷喷涂枪4对应设置在位于箱体2内的机械臂1的端部上。
40.一种应用大型钢铁构件垂直面原位修复设备的修复方法,包括以下步骤:
41.(一)开始修复时,排气阀门6关闭,由进气口8输入氩气,流量为10~50l/min,气体由排气口9排出,进气时间为1min。由于氩气密度高于空气,箱体2右侧面下部设置进气口8,上部设置排气口9,有利于空气的排出。
42.(二)关闭进气口8与排气口9。启动冷喷涂枪4,机械臂1带动冷喷涂枪4按预设路径向大型钢铁构件垂直面上的受损区域进行冷喷涂,冷喷涂的工艺参数:喷涂材料采用420不锈钢粉末,喷涂气体采用氮气,喷涂温度为500℃-750℃,喷涂压力2~4.5mpa。开启四个排气阀门6,气体由正面、底面、顶面、背面四个面排出,将进一步排出仓室内部的空气。
43.该步骤中的冷喷涂将形成较为致密的与基体结合较好的冷喷涂涂层。冷喷涂前通入氩气排出空气,将使喷涂涂层的间隙中的氧含量降低。涂层厚度达到50~200μm后,关闭冷喷涂枪4,同时关闭排气阀门6。
44.(三)开启进气口,由进气口8输入氩气,流量为10~50l/min,气体由排气口9排出,进气时间为1min。随后打开激光器3,激光扫略喷涂涂层,激光熔覆的工艺参数:激光功率200~1000w,扫描速率400~4000mm/min。涂层与基体均为铁基材料,润湿性好,修复层与基体将达到冶金结合。
45.激光熔覆时已较好的排出了空气,箱体2内主要为氩气和少量残余的氮气,均为惰性气体,降低了激光熔覆过程的氧化物的形成,从而使修复层具有较高的修复质量。并且,激光熔覆过程中,由于形成了熔池,在马兰戈尼力的作用下,有助于熔池中气体的溢出,冷却后形成更致密的修复层。
46.(四)重复冷喷涂与激光熔覆步骤,最终使修复层略厚于预期目标,且以冷喷涂步骤为结束步骤。移开箱体2,对多出修复层进行打磨,完成修复。
47.每次激光熔覆后,修复层由高温向室温的变化过程发生体积收缩,形成表层拉应力。随后进行冷喷涂,粉末颗粒高速冲击之前的修复层,会形成压应力,有助于修复后试样的疲劳性能。且激光熔覆后,由于快速凝固会形成固溶体,修复层硬度较高,但塑韧性较差,而后续的冷喷涂气体温度为450℃-750℃,会使修复层温度升高,发生位错回复、析出相析出,固溶强化减弱,使修复层塑韧性显著增加,有助于降低内应力,且减小激光熔覆导致的裂纹倾向。每次激光熔覆后的冷喷涂过程起到了回火的作用,修复后修复层不用进行其他的热处理。
48.而在激光熔覆前进行冷喷涂,会先形成一层与基体结合较好且较为致密的喷涂涂层,克服重力的作用,喷涂层牢牢的固定于基体上,且在激光熔覆过程中,较为致密的喷涂涂层会吸收绝大部分能量,使基体的热影响区减小,减少了对基体的影响。
49.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
