1.本发明涉及一种锻造方法,特别是涉及了一种钛合金复杂模锻件多向锻造成形方法。
背景技术:
2.钛合金属于轻质难变形结构材料,锻造过程中变形抗力大,变形温度窗口窄,对应变速率敏感。钛合金再结晶晶粒的形成主要来源于形变过程中形成的晶界以及亚晶界。因此,形变晶界的形成是一个重要的过程。在变形过程中,不同取向的原始相邻晶粒应变量不同,导致晶界附近的应力集中,应力的释放主要依靠形变晶界的形成,滑移和孪生过程会形成形变晶界,并且会导致晶粒旋转,从而形成特定的取向,使晶粒破碎。采用多向锻造过程中,使钛合金变形带取向随着载荷轴向的变化而改变,在初始晶粒内部相互交错,形成具有几何晶界的位错胞状组织,随着变形量的增大,胞状组织会逐步转变为亚晶粒,变形量进一步增加时,亚晶粒进一步转化为具有低角度晶界或者高角度晶界的再结晶晶粒,与传统的单向变形工艺相比,多向锻造技术使得再结晶晶粒不仅能在原始晶粒晶界处产生,并且能在晶粒内部大量生成,大幅度增加晶粒细化效果。
3.目前,国内对钛合金复杂模锻件多向锻造成形,主要采用在锻造过程中通过不断调整加载方向,相当于对坯料的不同方向进行多次锻造来实现的。这种方法每次调整的受力大小、角度不好控制,会对钛合金锻件的组织性能产生影响。而且对于复杂模锻件来讲,每个方向的锻件尺寸都有差异,并不适用于该方法。
技术实现要素:
4.本发明要解决的问题是提供一种钛合金复杂模锻件多向锻造成形方法,通过对模具结构的设计,使得在锻造过程中,锻件各个方向的受力均衡,保证钛合金复杂模锻件的组织和性能。
5.为解决上述技术问题,本发明涉及的技术方案包括以下步骤:
6.第一步,制作一种多向锻造装置,该装置包括:下砧板、上砧板、导向连杆、滑块、上楔块、中央连杆、塔形块、中间楔块、上模固定垫板、上模具、侧向模具、下楔块、下模固定垫板、下模具;所述上楔块与塔形块接触面的倾斜角度为α,初始接触面的面积为s1;所述上楔块与中间楔块接触面的倾斜角度为β,初始接触面的面积为s2;所述中间楔块与下楔块接触面的倾斜角度为θ;
7.第二步,将坯料加热保温后,转移至多向锻造装置中,上模具与下模具的中间;驱动上砧板向下移动,并推动上楔块向下移动,上楔块将驱动力传到塔形块和中间楔块上,上模具与下模具在塔形块的推动下逐渐闭合;中间楔块将继续将驱动力传到下楔块上,并驱动侧向模具逐渐闭合,直到坯料在上、下模具与侧向模具闭合后形成的型腔内成形。
8.进一步地,所述上楔块与塔形块接触面的倾斜角度α、初始接触面的面积s1、上楔块与中间楔块接触面的倾斜角度β、初始接触面的面积s2、中间楔块与下楔块接触面的倾斜
角度θ满足以下关系:s1×
s2×
cosα
×
cosβ
×
(1-sinθ)=(s1×
cosα)2×
sinθ-(s2×
cosβ)2。
9.与现有技术相比,本发明的有益效果如下:
10.本发明所述钛合金复杂模锻件多向锻造成形方法,采用多向锻造装置使锻件垂直方向与水平方向同时变形,确保金属材料充分朝多个方向流动,使晶粒内部相互交错,破碎后,能够充分进行回复再结晶,从而达到细化晶粒,提高组织性能的目的。另一方面,上楔块与塔形块接触面的倾斜角度α、初始接触面的面积s1、上楔块与中间楔块接触面的倾斜角度β、初始接触面的面积s2、中间楔块与下楔块接触面的倾斜角度θ之间满足s1×
s2×
cosα
×
cosβ
×
(1-sinθ)=(s1×
cosα)2×
sinθ-(s2×
cosβ)2的关系,能够保证锻造过程中,锻件在垂直方向与水平方向的受力均衡。
附图说明
11.下面结合附图和具体实施方式对本发明作进一步详细说明。
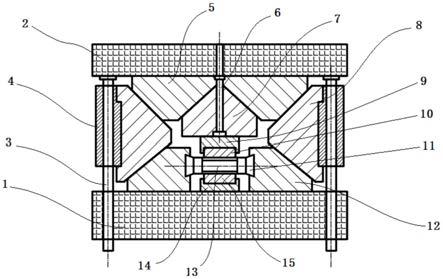
12.图1是本发明所述多向锻造装置结构示意图。
具体实施方式
13.实施本发明所述的钛合金复杂模锻件多向锻造成形方法需要提供锻造加热炉、压力机、机械手等设备。该方法的具体实施方式:
14.制作多向锻造装置:该装置包括:下砧板1、上砧板2、导向连杆3、滑块4、上楔块5、中央连杆6、塔形块7、中间楔块8、上模固定垫板9、上模具10、侧向模具11、下楔块12、下模固定垫板14、下模具15;所述上楔块5与塔形块7接触面的倾斜角度为α,初始接触面的面积为s1;所述上楔块5与中间楔块8接触面的倾斜角度为β,初始接触面的面积为s2;所述中间楔块8与下楔块12接触面的倾斜角度为θ;
15.所述上楔块5与塔形块7接触面的倾斜角度α、初始接触面的面积s1、上楔块5与中间楔块8接触面的倾斜角度β、初始接触面的面积s2、中间楔块8与下楔块12接触面的倾斜角度θ满足以下关系:s1×
s2×
cosα
×
cosβ
×
(1-sinθ)=(s1×
cosα)2×
sinθ-(s2×
cosβ)2。
16.多向锻造成形:将坯料13加热保温后,转移至多向锻造装置中,上模具10与下模具15的中间;驱动上砧板2向下移动,并推动上楔块5向下移动,上楔块5将驱动力传到塔形块7和中间楔块8上,上模具10与下模具15在塔形块7的推动下逐渐闭合;中间楔块8将继续将驱动力传到下楔块12上,并驱动侧向模具11逐渐闭合,直到坯料在上、下模具(10、15)与侧向模具11闭合后形成的型腔内成形。
技术特征:
1.一种钛合金复杂模锻件多向锻造成形方法,其特征在于,包括以下步骤:第一步,制作一种多向锻造装置,该装置包括:下砧板、上砧板、导向连杆、滑块、上楔块、中央连杆、塔形块、中间楔块、上模固定垫板、上模具、侧向模具、下楔块、下模固定垫板、下模具;所述上楔块与塔形块接触面的倾斜角度为α,初始接触面的面积为s1;所述上楔块与中间楔块接触面的倾斜角度为β,初始接触面的面积为s2;所述中间楔块与下楔块接触面的倾斜角度为θ;第二步,将坯料加热保温后,转移至多向锻造装置中,上模具与下模具的中间;驱动上砧板向下移动,并推动上楔块向下移动,上楔块将驱动力传到塔形块和中间楔块上,上模具与下模具在塔形块的推动下逐渐闭合;中间楔块将继续将驱动力传到下楔块上,并驱动侧向模具逐渐闭合,直到坯料在上、下模具与侧向模具闭合后形成的型腔内成形。2.根据权利要求1所述的钛合金复杂模锻件多向锻造成形方法,其特征在于,所述上楔块与塔形块接触面的倾斜角度α、初始接触面的面积s1、上楔块与中间楔块接触面的倾斜角度β、初始接触面的面积s2、中间楔块与下楔块接触面的倾斜角度θ满足以下关系:s1×
s2×
cosα
×
cosβ
×
(1-sinθ)=(s1×
cosα)2×
sinθ-(s2×
cosβ)2。
技术总结
本发明公开了一种钛合金复杂模锻件多向锻造成形方法,其特征在于,采用多向锻造装置对钛合金复杂模锻件进行成形,使锻件垂直方向与水平方向同时变形,确保金属材料充分朝多个方向流动,使晶粒内部相互交错,破碎后,能够充分进行回复再结晶,从而达到细化晶粒,提高组织性能的目的。该方法适用于钛合金复杂模锻件多向锻造成形。多向锻造成形。多向锻造成形。
技术研发人员:叶俊青 狄鹏 王宇锋
受保护的技术使用者:贵州安大航空锻造有限责任公司
技术研发日:2021.12.26
技术公布日:2022/4/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。