1.本发明涉及轧钢技术领域,尤其涉及一种防止粗轧工作辊崩边及掉肩的方法。
背景技术:
2.为了降低机组吨钢成本指标,轧钢企业都在积极探寻提升机组的产能来摊薄机组吨钢成本。延长轧辊的更换周期来提升机组的综合作业率就是提升产能的一种措施。但延长换辊周期后,造成工作辊与支承辊的过钢区域内出现过度磨损情形,工作辊的非过钢区域与支承辊对应区域形成应力峰值区,应力峰值的大小与轧机施加的轧制力、轧材的宽度和厚度有着直接的关系。这种接触应力,随着工作辊的磨损,应力峰值递增,并且通过轧辊表面向次表面传递,引起轧辊内部显微组织缺陷增多,经过累积,内部组织发生塑性变形,形成微裂纹,微裂纹扩展,轻则造成轧辊边部崩边,重则造成轧辊掉肩导致轧辊报废。
技术实现要素:
3.针对上述问题,本发明的目的在于提供一种防止粗轧工作辊崩边及掉肩的方法,消除了非过钢区域的应力集中问题,从而杜绝了粗轧工作辊边部崩边及掉肩问题。
4.本发明采用的技术方案如下:
5.本发明所提出的一种防止粗轧工作辊崩边及掉肩的方法,具体包括以下步骤:
6.s1、根据相同换辊周期内,利用数控磨床的测量臂测量从轧机上下来的粗轧工作辊的最大磨损量
△
w;
7.s2、根据测量周期内轧材的宽度变化情况,测算得出粗轧工作辊应力释放区域的最大长度l,即工作辊最边部至辊身方向的应力释放的最大宽度;
8.s3、测量四辊轧机的粗轧工作辊与支承辊的辊间应力分布情况,自轧材边部开始至工作辊辊身最边部,接触应力逐渐增加,根据此种情况,编制应力释放曲线,利用数控磨床磨削应力释放曲线,消除粗轧工作辊边部应力区域。
9.进一步的,所述曲线为正弦曲线,关于l长度变化的函数
10.h=2
△w×
sin(l
×
π/l)
11.其中,
△
w为固定周期内,不同板坯宽度、不同轧制力条件下测量的不同轧辊材质的磨损量,单位mm;l为粗轧工作辊辊身边部应力释放区域长度,零点为轧材的平均宽度与辊身接触位置,终点为辊身最边部,单位mm;l为粗轧工作辊辊面总长度,单位mm;π为180
°
角表示的弧度值;h为粗轧工作辊边部半径方向的去除量,单位mm。
12.进一步的,所述最大长度l的零点为轧材的平均宽度与辊身接触位置,终点为辊身最边部。
13.本发明与现有技术相比具有以下有益效果:
14.本发明根据粗轧工作辊在轧机内的磨损量,以及板坯综合轧制宽度,计算出粗轧工作辊的边部应力释放的长度以及轧辊半径方面的去除量,最终实现了轧辊边部应力释放,防止了粗轧工作辊崩边及掉肩问题,保证了轧辊使用稳定性,提高了轧机综合作业率,
降低了轧机吨钢成本指标。
附图说明
15.图1为本发明中粗轧工作辊边部磨削曲线长度及去除量示意图。
具体实施方式
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.本发明所提出的一种防止粗轧工作辊崩边及掉肩的方法,具体包括以下步骤:
18.s1、根据机组轧制板坯宽度、轧制力和轧辊材质,测量多个周期内粗轧工作辊的磨损情况,记录分析轧辊的磨损量
△
w;
19.s2、根据测量周期内轧材的宽度变化情况,测算得出粗轧工作辊应力释放区域最大长度l,即工作辊最边部至辊身方向的应力释放的最大宽度,最大长度l的零点为轧材的平均宽度与辊身接触位置,终点为辊身最边部;
20.s3、编制曲线,利用数控磨床,在粗轧工作辊的两侧边部进行磨削,磨削曲线为关于l长度变化的正弦曲线
21.h=2
△w×
sin(l
×
π/l)
22.其中,
△
w为固定周期内,不同板坯宽度、不同轧制力条件下测量的不同轧辊材质的磨损量,单位mm;l为粗轧工作辊辊身边部应力释放区域长度,零点为轧材的平均宽度与辊身接触位置,终点为辊身最边部,单位mm;l为粗轧工作辊辊面总长度,单位mm;π为180
°
角表示的弧度值;h为粗轧工作辊边部半径方向的去除量,单位mm。
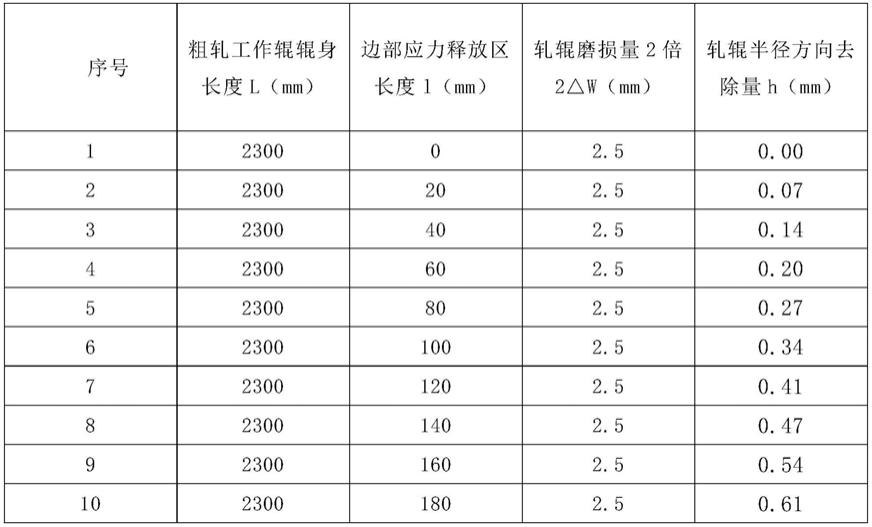
23.某钢厂2300热连轧机组的主轧材牌号为冷轧基料及热轧高强钢商品卷,坯料平均宽度为1800mm,轧辊在机磨损量为0.85-1.25mm,按上述方法计算得出,边部应力释放长度及工作辊边部半径去除量。
[0024][0025][0026]
此应力释放曲线应用在某2300热连轧机上,粗轧工作辊应力集中问题得到释放,效果显著,轧辊边部未再出现过崩边及掉肩问题。
[0027]
以上所述的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
技术特征:
1.一种防止粗轧工作辊崩边及掉肩的方法,其特征在于,所述方法包括以下步骤:s1、根据相同换辊周期内,利用数控磨床的测量臂测量从轧机上下来的粗轧工作辊的最大磨损量
△
w;s2、根据测量周期内轧材的宽度变化情况,测算得出粗轧工作辊应力释放区域的最大长度l,即工作辊最边部至辊身方向的应力释放的最大宽度;s3、测量四辊轧机的粗轧工作辊与支承辊的辊间应力分布情况,自轧材边部开始至工作辊辊身最边部,接触应力逐渐增加,根据此种情况,编制应力释放曲线,利用数控磨床磨削应力释放曲线,消除粗轧工作辊边部应力区域。2.根据权利要求1所述的一种防止粗轧工作辊崩边掉肩的方法,其特征在于:所述曲线为正弦曲线,关于l长度变化的函数h=2
△
w
×
sin(l
×
π/l)其中,
△
w为固定周期内,不同板坯宽度、不同轧制力条件下测量的不同轧辊材质的磨损量,单位mm;l为粗轧工作辊辊身边部应力释放区域长度,零点为轧材的平均宽度与辊身接触位置,终点为辊身最边部,单位mm;l为粗轧工作辊辊面总长度,单位mm;π为180
°
角表示的弧度值;h为粗轧工作辊边部半径方向的去除量,单位mm。3.根据权利要求1所述的一种防止粗轧工作辊崩边掉肩的方法,其特征在于:所述最大长度l的零点为轧材的平均宽度与辊身接触位置,终点为辊身最边部。
技术总结
本发明涉及一种防止粗轧工作辊崩边及掉肩的方法,包括以下步骤:固定换辊周期内,不同轧制力,不同板坯宽度,不同板坯材质条件下,测量粗轧工作辊的最大磨损量;利用数控磨床在粗轧工作辊边部应力释放区域磨削曲线释放应力。使用磨削曲线得到的粗轧工作辊上机使用稳定,消除了应力集中问题,解决了粗轧工作辊边部崩边、掉肩等问题,粗轧工作辊使用稳定,工作辊换辊周期得以延长,有效提升了机组综合作业效率,并降低了机组加工成本。并降低了机组加工成本。并降低了机组加工成本。
技术研发人员:董宝权 刘太斗 吴艳艳 孟伟 周勇 丰玉辉 于浩 唐天博 郭志峰 胡德威 姜希财 曹国屿 姜艳菲 刘长江 杨辉 赵晓峰 唐义辉 宁立志
受保护的技术使用者:本钢板材股份有限公司
技术研发日:2021.12.28
技术公布日:2022/4/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。