1.本发明涉及一种用于辙叉加工角度自动调整动力头,铁路辙叉行业强力切削工况,属于数控机床领域。
背景技术:
2.铁路辙叉加工行业,目前大部分采用龙门加工镗铣床配置手动万能附件铣头,手动分度定位的方法来满足对零件不同角度加工特征的切削。但是目前这种加工方法存在附件铣头刚性差、分度精度低、自动化程度低、操作者劳动强度较大等缺陷。因此开发一种新的用于辙叉加工角度自动调整的动力头十分必要,实现用主铣头替代万能附件铣头对辙叉不同角度加工特征的强力切削。
技术实现要素:
3.为解决上述技术问题,本发明的目的在于提供一种用于辙叉加工角度自动调整动力头,实现用主铣头替代万能附件铣头对辙叉不同角度加工特征的强力切削,解决了现有技术中存在的附件铣头刚性差、分度精度低、自动化程度低、操作者劳动强度较大等问题,具体技术方案为:一种用于辙叉加工角度自动调整动力头,包括后溜板和前溜板,所述后溜板与前溜板转动连接,所述前溜板正面安装主铣头,所述前溜板的一侧设有齿盘,所述齿盘与蜗轮蜗杆减速箱的输出齿轮啮合连接,所述蜗轮蜗杆减速箱与交流伺服电机直连,所述蜗轮蜗杆减速箱安装在后溜板上,所述前溜板上设有用以对其定位的定位机构。
4.优选的,所述定位机构包括多倍力液压油缸,所述多倍力液压油缸固定安装在前溜板上,所述后溜板上设有环状t型槽,所述多倍力液压油缸的缸杆截面呈与环状t型槽对应的t型,所述多倍力液压油缸的缸杆设置在环状t型槽内。
5.进一步的,所述多倍力液压油缸的数量为4个,两两一组固定安装在前溜板的两侧。
6.进一步的,所述后溜板的环状t型槽上设有与多倍力液压油缸的缸杆对应的开口,所述多倍力液压油缸随前溜板旋转至开口处,缸杆穿过开口进入环状t型槽内。
7.优选的,所述后溜板上固定连接旋转轴,所述旋转轴与前溜板通过滚针轴承连接。
8.优选的,所述前溜板的正面两侧设有导轨压板,所主铣头与导轨压板连接。
9.本发明可使主铣头自动分度、到位后自动夹紧定位,实现用主铣头替代万能附件铣头对辙叉不同角度加工特征的强力切削。自动化程度高、分度精度高、主铣头刚性大,取消了手动更换万能附件铣头,减轻了机床操作工的劳动强度,减少了机床辅助时间,提高了机床工作效率,提高了零件加工精度。
附图说明
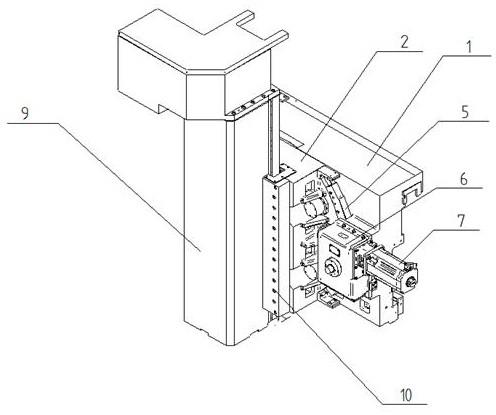
10.图1是本发明主铣头竖直状态下的结构示意图。
11.图2是本发明主铣头角度调整后状态下的结构示意图。
12.图3是本发明一种用于辙叉加工角度自动调整动力头的正视图。
13.图4是本发明一种用于辙叉加工角度自动调整动力头的俯视图。
14.图5是本发明前后溜板支撑结构的剖视图。
15.图6是本发明多倍力液压油缸安装结构的放大图。
16.图中:1. 后溜板;2. 前溜板;3. 旋转轴;4. 滚针轴承;5. 齿盘;6. 蜗轮蜗杆减速箱;7. 交流伺服电机;8. 多倍力液压油缸;9. 主铣头;10. 导轨压板;11.环状t型槽;12.缸杆。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.如图1-6所示,一种用于辙叉加工角度自动调整动力头,包括后溜板1和前溜板2,所述后溜板1与前溜板2转动连接,所述后溜板1上固定连接旋转轴3,所述旋转轴3与前溜板2通过滚针轴承4连接。所述后溜板1安装在龙门加工镗铣床横梁上,所述前溜板2正面安装主铣头9,所述前溜板2的一侧设有齿盘5,所述齿盘5与蜗轮蜗杆减速箱6的输出齿轮啮合连接,所述蜗轮蜗杆减速箱6与交流伺服电机7直连,所述蜗轮蜗杆减速箱6安装在后溜板1上,所述前溜板2上设有用以对其定位的定位机构。所述蜗轮蜗杆减速箱6为精密蜗轮蜗杆减速箱,精度高,便于精准控制齿盘5转动角度。所述交流伺服电机7通过蜗轮蜗杆减速箱6的输出齿轮驱动安装在前溜板2上面的齿盘5,实现主铣头9随前溜板2 的自动回转。
19.具体地,所述前溜板2的正面两侧设有导轨压板10,所主铣头9与导轨压板10连接。
20.更进一步地,所述定位机构包括4个多倍力液压油缸8,两两一组固定安装在前溜板2的两侧,所述后溜板1上设有环状t型槽11,所述多倍力液压油缸8的缸杆12截面呈与环状t型槽11对应的t型,所述多倍力液压油缸8的缸杆12设置在环状t型槽11内。所述后溜板1的环状t型槽11上设有与多倍力液压油缸8的缸杆12对应的开口,所述多倍力液压油缸8随前溜板2旋转至开口处,缸杆12穿过开口进入环状t型槽11内。所述多倍力液压油缸8在放松状态下缸杆12伸出,可在后溜板1的环状t型槽11内移动;当所述主铣头9随前溜板2自动回转到位后,多倍力液压油缸8的缸杆12缩回,自动夹紧定位。
21.本发明的工作过程:当机床主铣头9需要调整角度时,多倍力液压油缸8碟簧放松,缸杆12伸出,交流伺服电机7通过蜗轮蜗杆减速箱6的输出齿轮驱动安装在前溜板2上面的齿盘5,实现主铣头9随前溜板2 的自动回转。主铣头9回转到位后,多倍力液压油缸8通入液压油,缸杆12缩回,自动夹紧前后溜板1定位,主铣头9角度自动调整完成。
22.本发明可实现用主铣头替代万能附件铣头对辙叉不同角度加工特征的强力切削,本发明结构紧凑,分度精度高,刚性足,尤其适用于铁路辙叉行业强力切削工况。
23.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等
同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种用于辙叉加工角度自动调整动力头,其特征在于:包括后溜板和前溜板,所述后溜板与前溜板转动连接,所述前溜板正面安装主铣头,所述前溜板的一侧设有齿盘,所述齿盘与蜗轮蜗杆减速箱的输出齿轮啮合连接,所述蜗轮蜗杆减速箱与交流伺服电机直连,所述蜗轮蜗杆减速箱安装在后溜板上,所述前溜板上设有用以对其定位的定位机构。2.根据权利要求1所述的一种用于辙叉加工角度自动调整动力头,其特征在于:所述定位机构包括多倍力液压油缸,所述多倍力液压油缸固定安装在前溜板上,所述后溜板上设有环状t型槽,所述多倍力液压油缸的缸杆截面呈与环状t型槽对应的t型,所述多倍力液压油缸的缸杆设置在环状t型槽内。3.根据权利要求2所述的一种用于辙叉加工角度自动调整动力头,其特征在于:所述多倍力液压油缸的数量为4个,两两一组固定安装在前溜板的两侧。4.根据权利要求2所述的一种用于辙叉加工角度自动调整动力头,其特征在于:所述后溜板的环状t型槽上设有与多倍力液压油缸的缸杆对应的开口,所述多倍力液压油缸随前溜板旋转至开口处,缸杆穿过开口进入环状t型槽内。5.根据权利要求1所述的一种用于辙叉加工角度自动调整动力头,其特征在于:所述后溜板上固定连接旋转轴,所述旋转轴与前溜板通过滚针轴承连接。6.根据权利要求1所述的一种用于辙叉加工角度自动调整动力头,其特征在于:所述前溜板的正面两侧设有导轨压板,所主铣头与导轨压板连接。
技术总结
本发明提供一种用于辙叉加工角度自动调整动力头,包括后溜板和前溜板,所述后溜板与前溜板转动连接,所述前溜板正面固定安装主铣头,所述前溜板的一侧设有齿盘,所述齿盘与蜗轮蜗杆减速箱的输出齿轮啮合连接,所述蜗轮蜗杆减速箱与交流伺服电机直连,所述蜗轮蜗杆减速箱安装在后溜板上,所述前溜板上设有用以对其定位的定位机构。本发明可使主铣头自动分度、到位后自动夹紧定位,实现用主铣头替代万能附件铣头对辙叉不同角度加工特征的强力切削。自动化程度高、分度精度高、主铣头刚性大,取消了手动更换万能附件铣头,减轻了机床操作工的劳动强度,减少了机床辅助时间,提高了机床工作效率,提高了零件加工精度。提高了零件加工精度。提高了零件加工精度。
技术研发人员:张霄龙 史振文 包鹏超 王勇
受保护的技术使用者:济南二机床集团有限公司
技术研发日:2021.12.08
技术公布日:2022/4/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。