成型方法
1.本技术案主张于2020年9月25日所申请第63/083,509号的美国临时申请案、及2021年5月25日所申请第17/330,222号的美国申请案的优先权,其完整内容在此是以引用方式并入本说明书供参考。
技术领域
2.本发明是关于一种成型方法;特别是,关于一种适用于射出成型或挤压成型的成型方法。
背景技术:
3.发泡聚合物制品具有许多优点,诸如强度高、重量轻、抗冲击、隔音好、隔热等。该发泡聚合物制品可通过射出成型或挤压成型制成具有预定形状的模制品。例如,提供含有聚合物材料和发泡剂的成型材料,并将其射出或挤压到成型装置的模腔中,以形成所需的发泡聚合物制品。通过调整成型方法可改变发泡聚合物制品的性能和应用。
4.一般来说,发泡聚合物制品的外观和物理性能直接受到成型处理的影响,因此在设计成型处理时必须考虑成型材料的发泡剂的特性,使成型材料能均匀快速地分布在模腔内。此外,在成型处理中,成型材料内气泡孔的分布密度必须高且均匀,以保持发泡聚合物制品的原始物理性能。尽管使用成型装置形成的发泡聚合物制品具有许多优点和应用,但是其缺点仍然产生需要减少的极限与限制。
技术实现要素:
5.本发明的一目的为提供一种挤压系统和一种挤压混合物的方法。
6.根据本发明的一具体实施例,揭示一种成型方法。该成型方法包括:提供一成型装置,其中该成型装置包括一模腔、一连通该模腔的进料口、和一连接该模腔的接合点;将一射出喷头的出口接合到该进料口;通过该射出喷头从该进料口将含有发泡剂的成型材料射入该模腔;及透过该接合点将气体射入该模腔,以将该模腔内的压力增加到一预定压力,供将该发泡剂维持在超临界状态。
7.根据本发明的一具体实施例,揭示一种成型方法。该成型方法包括:提供一成型装置,其中该成型装置包括一模腔、一连通该模腔的进料口、和一连接该模腔的接合点;提供配置在该成型装置上的一射出喷头,其中该射出喷头包括一出口;将该出口接合到该进料口;从该进料口供应一成型材料给该模腔,其中该成型材料包括聚合物材料和发泡剂;在供应该成型材料之后,感测该模腔中的一第一压力;及透过该接合点将气体射入该模腔,以将该模腔内的压力从该第一压力增加到实质大于该第一压力的一第二压力。
附图说明
8.从以下实施方式连同参考附图可更佳理解本发明态样。应注意,根据产业标准实践,各种特征件并未按比例绘制。事实上,为了清晰起见,许多特征件的尺寸可能任意放大
或缩小。
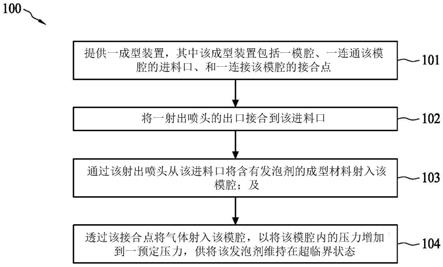
9.图1为例示根据本发明的一具体实施例的成型方法的流程图。
10.图2为例示根据本发明的一具体实施例的成型方法的流程图。
11.图3至图6例示根据本发明的一具体实施例的射出成型方法示范操作的示意剖面图。
具体实施方式
12.以下说明提供用于实现所提供标的中不同特征的许多不同具体实施例或范例。以下说明组件和配置的具体范例,以简化本发明。当然,这些仅为范例,而非限制性。例如,以下描述中在第二特征件上方或其上形成第一特征件可包括第一和第二特征件直接接触形成的具体实施例,并且亦可包括可在第一与第二特征件之间形成附加特征件,使得第一和第二特征件不直接接触的具体实施例。此外,本发明可在各个范例中重复参考编号及/或字母。此重复的目的在于简单和清楚,并且本身并不表示所讨论的各种具体实施例及/或组态之间的关系。
13.此外,本说明书可能使用空间相关用语,诸如「底下」、「下方」、「之下」、「上方」、「之上」等,以描述一元件或特征件与另一元件或特征件的关系,如图中所示。除了图中所示方位之外,此类空间相关用语还涵盖装置于使用或操作中的不同方位。该设备可以其他方式定向(旋转90度或在其他方位上),并且可因此解释本说明书中使用的空间相关用语。
14.尽管阐述本发明广泛范畴的数值范围和参数是近似值,但具体范例中揭示的数值尽可能精确反应。然而,任何数值原本就包含必然由相对测试测量中发现的标准偏差所引起的某些误差。另外,如本说明书的使用,用语「约」通常是指在特定值或范围的10%、5%、1%或0.5%之内。或者,当熟习该项技艺者考虑时,用语「约」意指在平均值的可接受标准误差内。除了在操作/工作范例中,或除非另有明确说明,否则本说明书内说明的所有数值范围、数量、值和百分比,诸如材料数量、持续时间、温度、操作条件、数量比率等等,应理解为在所有情况下都由用语「约」所修饰。因此,除非有相反的说明,否则本发明和文后申请专利范围中所阐述数值参数是可根据需要变化的近似值。至少,每个数值参数应根据反应的有效数字的数量并通过应用普通四舍五入技术来解释。在本说明书所表示的范围可为从一端点到另一端点或介于两端点之间。除非另有说明,否则本说明书所揭示的所有范围都包括端点。
15.本发明揭示一种成型方法,该成型方法包括在将含有发泡剂的成型材料射入一模腔之后,调整或增加该模腔内的压力。
16.图1为显示根据本发明中的一些具体实施例的成型方法100的流程图。成型方法100包括多个操作:在步骤(101),提供一成型装置,其中该成型装置包括一模腔、一连通该模腔的进料口、和一连接该模腔的接合点;在步骤(102),将一射出喷头的出口接合到该进料口;在步骤(103),通过该射出喷头从该进料口将含有发泡剂的成型材料射入该模腔;及在步骤(104),透过该接合点将气体射入该模腔,以将该模腔内的压力增加到一预定压力,供将该发泡剂维持在超临界状态。
17.图2为显示根据本发明的一些具体实施例的成型方法200的流程图。成型方法200包括多个操作:在步骤(201),提供一成型装置,其中该成型装置包括一模腔、一连通该模腔
的进料口、和一连接该模腔的接合点;在步骤(202),提供配置在该成型装置上的一射出喷头,其中该射出喷头包括一出口;在步骤(203),将该出口接合到该进料口;在步骤(204),从该进料口供应一成型材料给该模腔,其中该成型材料包括一聚合物材料和一发泡剂;在步骤(205),在供应该成型材料之后,感测该模腔中的第一压力;及在步骤(206),透过该接合点将气体射入该模腔,以将该模腔内的压力从该第一压力增加到实质大于该第一压力的一第二压力。
18.为了说明本发明的概念和成型方法100、200,以下提供各种具体实施例。然而,本发明并不欲受限于特定具体实施例。另外,在不同具体实施例中例示的元件、条件或参数可组合或修改,以形成具体实施例的不同组合,只要所使用的元件、参数或条件不冲突即可。为了便于说明,在不同的具体实施例和附图中,重复具有相似或相同功能和特性的参考编号。射出成型方法的各种操作和由此形成的制品可具有如图3至图6任一者所示的各种状态。图3至图6所示的操作亦示意性分别反应在图1和图2内所示的成型方法100和成型方法200的制程流程中。
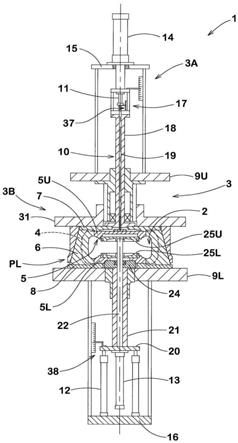
19.图3为例示成型装置301的示意剖面图。在一些具体实施例中,请即参考图3,提供或接受成型装置301。在一些具体实施例中,提供或接受配置在成型装置301之上的射出喷头302。对应的制程例示在图1所示制程流程中的成型方法100的步骤101,及在图2示出在制程流程中的成型方法200的步骤201和202。
20.在一些具体实施例中,成型装置301构造成用于在模腔301c内形成一制品,诸如发泡聚合物制品。在一些具体实施例中,将含有成型材料的流体或液体射入模腔301c中,然后在一段时间后在模腔301c中形成该制品。在一些具体实施例中,当成型装置301已封闭时,则模腔301c密闭。
21.在一些具体实施例中,成型装置301包括一第一模具301a与一第二模具301b。在一些具体实施例中,第一模具301a在诸如尺寸、形状等等的某些属性方面是对应于第二模具301b。第一模具301a可置放在第二模具301b上,并与其接合。在一些具体实施例中,模腔301c由第一模具301a和置于第一模具301a上方并与其对应的第二模具301b所界定。
22.在一些具体实施例中,成型装置301更包括一连通模腔301c的进料口301d、及一连接模腔301c的接合点301e。
23.在一些具体实施例中,进料口301d延伸通过成型装置301。在一些具体实施例中,进料口301d延伸通过第一模具301a。进料口301d构造成允许流体或液体流过。在一些具体实施例中,透过进料口301d可流入模腔301c。在一些具体实施例中,进料口301d配置于第一模具301a或第二模具301b处。在一些具体实施例中,进料口301d构造成接合该射出喷头302等。在一些具体实施例中,由射出喷头302维持的成型材料等可透过进料口301d从射出喷头302流入模腔301c。
24.在一些具体实施例中,接合点301e包括一延伸通过成型装置301的通道。在一些具体实施例中,接合点301e包括一延伸通过第二模具301b的通道。
25.在一些具体实施例中,透过接合点301e可流入模腔301c。在一些具体实施例中,接合点301e配置于第一模具301a或第二模具301b处。在一些具体实施例中,接合点301e构造成允许流体或液体流过。在一些具体实施例中,接合点301e构造成允许气体流过。为了简单和清楚起见,图3仅例示一接合点301e,但是可理解,可在第一模具301a及/或第二模具301b
处构造成任何合适数量的接合点301e。
26.在一些具体实施例中,进料口301d和接合点301e彼此分开。在一些具体实施例中,进料口301d和接合点301e配置于模腔301c的相对侧上。在一些具体实施例中,从上方看,进料口301d与接合点301e重叠。在一些具体实施例中,从上方看起来,进料口301d与接合点301e错开。
27.射出喷头302构造成从射出喷头302的一出口302a排出流体或液体。在一些具体实施例中,射出喷头302置于进料口301d上方。在一些具体实施例中,从上方看,射出喷头302与进料口301d重叠。在一些具体实施例中,从上方看,出口302a与进料口301d重叠。在一些具体实施例中,出口302a的尺寸是符合进料口301d的尺寸。
28.图4为例示成型装置401的示意剖面图。在一些具体实施例中,请即参考图4,提供或接受成型装置401。对应的制程例示如在图1所示制程流程中的成型方法100的步骤101,及在图2所示制程流程中的成型方法200的步骤201。
29.在一些具体实施例中,锁模力施加至成型装置401。在一些具体实施例中,成型装置401包括一第一模具301a、一第二模具301b、一模腔301c、一第一模具基座301f、一第二模具基座301g、及一用于锁该成型装置401的锁模单元402。
30.在一些具体实施例中,模腔301c由第一模具基座301f和置于第一模具基座301f下方并与其对应的第二模具基座301g界定。在一些具体实施例中,第一模具301a置于第一模具基座301f内,并且第二模具301b置于第二模具基座301g上方并与其对应。在一些具体实施例中,第二模具基座301g在诸如尺寸、形状等等的某些属性是对应于第一模具基座301f。第一模具基座301f可置放于第二模具基座301g上方。
31.在一些具体实施例中,进料口301d延伸通过第一模具301a和第一模具基座301f。在一些具体实施例中,接合点301e延伸通过第二模具301b和第二模具基座301g。在一些具体实施例中,一射出喷头302置于成型装置401之上。在一些具体实施例中,射出喷头302置于第一模具基座301f之上。
32.在一些具体实施例中,锁模单元402置于第一模具基座301f与第二模具基座301g之间。在一些具体实施例中,第二模具基座301g通过锁模单元402以耦接第一模具基座301f。在一些具体实施例中,锁模单元402相邻于第一模具301a和第二模具301b。在一些具体实施例中,成型装置401包括复数个锁模单元402。在一些具体实施例中,锁模单元402构造成施加锁模力至第二模具301b和第一模具301a。该锁模力可朝向第二模具基座301g施加于第一模具基座301f上,反之亦然。
33.在一些具体实施例中,第一模具301a和第二模具301b可通过由锁模单元402提供的锁模力保持彼此接合。换句话说,成型装置401可通过来自锁模单元402的锁模力,保持如图4所示的封闭状态。在一些具体实施例中,该锁模力可在整个射出成型处理期间连续施加。在一些具体实施例中,锁模力在约5牛顿(n)至15n的范围内。在一些具体实施例中,该锁模力约10n。在一些具体实施例中,在整个射出成型处理中,通过来自锁模单元402的锁模力将成型装置401保持在封闭状态。
34.在一些具体实施例中,成型方法100、200由图3所示的成型装置301实施,或由图4所示的成型装置401实施。在一些具体实施例中,请即参考图3和图4,感测到模腔301c内的压力。在一些具体实施例中,所述这些成型装置301、401的每一者更包括一压力感测单元
303,其构造成感测模腔301c内的压力。在一些具体实施例中,发泡聚合物制品的属性受到成型材料的孔径和分布影响,而孔径和分布是与温度、压力和进料速率有关。压力感测单元303不限于任何特定类型,只要其可感测压力并在感测模腔301c内的压力之后提供压力信息即可。压力感测单元303感测模腔301c内的状况,并可根据压力信息调整模腔301c内的压力,使得如此获得发泡聚合物制品具有所需的预定形状和属性。
35.在一些具体实施例中,压力感测单元303置于模腔301c内。在一些具体实施例中,压力感测单元303置于第一模具301a或第二模具301b内。在一些具体实施例中,压力感测单元303置于模腔301c的内侧壁301h处,并且远离进料口301d。在一些具体实施例中,成型装置301具有复数个压力感测单元303。复数个压力感测单元303的数量和位置不受特别限制;例如,压力感测单元可配置在模腔301c的内侧壁301h处并且彼此间隔,及/或在进料口301d中的任何位置处,及/或接合点301e处的任何位置;然而,本发明并不受限于此。
36.在一些具体实施例中,所述这些成型装置301、401的每一者更包括一控制系统304。控制系统304构造成控制气体射入模腔301c及模腔301c内的压力。在一些具体实施例中,压力感测单元303将压力信息提供给控制系统304,并且控制系统304根据该压力信息来调整气体供应条件。在一些具体实施例中,控制系统304根据压力信息即时调整气体进入或离开模腔301c的条件,使得在形成发泡聚合物制品的过程中,模腔301c内的压力始终处于合适或预定的压力范围内。在一些具体实施例中,控制系统304进一步控制进料口301d的进料条件、射出喷头302及出口302a。在一些具体实施例中,控制系统304、接合点301e、射出喷头302、出口302a和进料口301d电连接。
37.在一些具体实施例中,请即参考图3和图4,模腔301c内的压力提高至一第一预定压力。在一些具体实施例中,第一气体最初射入模腔301c内。在一些具体实施例中,透过接合点301e射入第一气体。在一些具体实施例中,进料口301d在封闭状态下,同时透过接合点301e射入第一气体。在一些具体实施例中,第一气体的范例包括惰性气体、氮气、二氧化碳等等。在一些具体实施例中,在模腔301c射出成型材料之前,先将第一气体填充到模腔301c中,以增加模腔301c内的压力。在一些具体实施例中,通过锁模单元402对成型装置401施加锁模力,然后将第一气体射入模腔301c。
38.在一些具体实施例中,成型方法100、200更包括根据压力感测单元303感测到的模腔301c中的压力,使用控制系统304来控制气体和成型材料射入模腔301c中。
39.在一些具体实施例中,通过将第一气体射入模腔301c中,将模腔301c内的压力从一大气压(atm)增加到第一预定压力。在一些具体实施例中,第一气体是射入模腔301c内,直到模腔301c到达该第一预定压力。在一些具体实施例中,该第一预定压力在约5kg/cm2至20kg/cm2的范例内。在一些具体实施例中,该第一预定压力约为10kg/cm2。在一些具体实施例中,当模腔301c达到第一预定压力时,接合点301e处于封闭状态,使得第一气体不再能够流入或流出模腔301c。
40.在一些具体实施例中,通过锁模单元402对成型装置401持续施加锁模力,以将模腔301c维持在第一预定压力。
41.在一些具体实施例中,请即参考图5,射出喷头302的出口302a接合进料口301d。对应的制程例示如在图1所示制程流程中的成型方法100的步骤102,及在图2所示制程流程中的成型方法200的步骤203。在一些具体实施例中,在模腔301c中的压力增加到第一预定压
力之后,维持成型材料305的射出喷头302接合成型装置301。在一些具体实施例中,射出喷头302的出口302c接合进料口301d,使得成型材料305可从射出喷头302通过出口302a和进料口301d流入模腔301c。在一些具体实施例中,在射出喷头302接合进料口301d之后,模腔301c中的压力增加到第一预定压力。
42.在一些具体实施例中,成型材料305包括一聚合材料和一发泡剂。在一些具体实施例中,聚合物材料包括乙烯乙酸乙烯酯(ethylene vinyl acetate,eva)、苯乙烯-乙烯-丁烯-苯乙烯(styrene-ethylene-butylene-styrene,sebs)、热塑性聚氨酯(thermoplastic polyurethanes,tpu)、热塑性聚酯弹性体(thermoplastic polyester elastomer,tpee)等。在一些具体实施例中,成型材料305包括一可发泡材料。
43.在一些具体实施例中,发泡剂是在加热过程中释放气体的物理或化学添加剂,因此形成气泡。在一些具体实施例中,发泡剂可为熟习该项技艺者已知的任何类型物理发泡剂。在一些具体实施例中,发泡剂为超临界流体。超临界流体可包括惰性气体,诸如二氧化碳或氮气、碳氢化合物、氯氟烃或其混合物。混合聚合物材料与发泡剂的技术细节在先前技术中已知,并且在此省略说明。发泡剂可以任何可流动的物理状态供应,例如气体、液体、或超临界流体(supercritical fluid,scf)。在一些具体实施例中,发泡剂为超临界流体状态。
44.在射出喷头302接合成型装置301之后,在一些具体实施例中,含有发泡剂的成型材料305从射出喷头302流入模腔301c。对应的制程例示如在图1所示制程流程中的成型方法100的步骤103,及在图2所示制程流程中的成型方法200的步骤204。
45.然后用成型材料305填充模腔301c。在一些具体实施例中,供应成型材料305的持续时间约为0.5秒至约1秒。在一些具体实施例中,供将成型材料305从射出喷头302射入模腔301c的压力实质大于模腔301c内的第一预定压力。在一些具体实施例中,用于从射出喷头302射入成型材料305的压力在约150kg/cm2至约250kg/cm2的范围内。在一些具体实施例中,用于从射出喷头302射入成型材料305的压力约为200kg/cm2。
46.在一些具体实施例中,在将成型材料305射入模腔301c期间或之后,模腔301c中的压力可能降低,这是不想要的,因为压力降低可能导致聚合物材料过早发泡。过早发泡可能导致气泡从聚合物材料中挤出、成型材料305内形成的气泡分布不均等。因此,过早发泡可能对随后由成型材料305形成的制品的品质有不利影响。在一些具体实施例中,模腔301c内的压力可从第一预定压力降低到实质低于第一预定压力的第一压力。在一些具体实施例中,模腔101c内的压力降低至第一压力,该压力实质低于将发泡剂维持在超临界状态所需的压力。
47.在一些具体实施例中,控制系统304接受压力感测单元303提供的压力信息,并且控制系统304控制射出喷头302和出口302a的射入条件(包括但不限于出口302a的射入时间、射入率等)。在一些具体实施例中,控制系统304接受压力感测单元303提供的压力信息,并且根据该压力信息以控制进料口301d的进料状态(包括但不限于进料口301d的进料时间、进料率等)。
48.在一些具体实施例中,感测射入成型材料305之后该模腔301c中的第一压力。在图2所示的制程流程中,对应的制程例示为成型方法200中的步骤205。在一些具体实施例中,第一压力由压力感测单元303感测。
49.在将成型材料305射入模腔301c之后,在一些具体实施例中,请即参考图6,射出喷头302脱离并从模腔301退出。在一些具体实施例中,射出喷头302的出口302a脱离进料口301d。在一些具体实施例中,在射入成型材料305之后关闭进料口301d。在一些具体实施例中,在射出喷头302脱离成型装置301之后,进料口301d处于关闭状态。在一些具体实施例中,进料口301d的关闭和射出喷头302的退出同时进行。
50.在将成型材料305射入模腔301c之后,模腔301c内的压力增加。在一些具体实施例中,透过接合点301e将一第二气体射入模腔301c,以增加模腔301c内的压力。在一些具体实施例中,透过接合点301e将气体射入模腔301c,以将模腔301c内的压力增加到一预定压力,供将发泡剂维持在超临界状态。在一些具体实施例中,模腔101c内的压力提高至一第二预定压力,以将发泡剂维持在超临界状态。在一些具体实施例中,该第二预定压力实质大于该第一压力。对应的制程例示如在图1所示制程流程中的成型方法100的步骤104,及在图2所示制程流程中的成型方法200的步骤206。
51.在一些具体实施例中,模腔301c内压力的增加在射出喷头302脱离成型装置301之前、期间或之后执行。在一些具体实施例中,模腔301c内压力的增加在成型材料305射入模腔301c之后立即执行。在一些具体实施例中,模腔301c内压力的增加在进料口301d关闭之后执行。在一些具体实施例中,模腔301c内压力的增加利用将第二气体射入模腔301c时实现。在一些具体实施例中,在射入第二气体期间,将锁模力施加到成型装置401。
52.在一些具体实施例中,模腔101c内的压力可维持在实质大于或等于该所需压力的压力,供将发泡剂维持在超临界状态。因此,在将成型材料305射入模腔301c之后增加模腔301c内的压力,可减少或甚至防止成型材料305过早发泡。在一些具体实施例中,第二气体构造成将模腔301c内的压力从第一压力增加到第二预定压力,供将成型材料305的发泡剂维持在超临界状态。在一些具体实施例中,第二预定压力实质大于或等于该所需压力,供将发泡剂维持在超临界状态。在一些具体实施例中,第二气体的成分类似于或不同于第一气体的成分。在一些具体实施例中,第一气体和第二气体的成分相同。
53.在一些具体实施例中,发泡剂在第二预定压力下处于超临界流体状态。在一些具体实施例中,第二预定压力实质大于第二气体射入的前该模腔301c中的压力。在一些具体实施例中,第二预定压力实质大于第一预定压力。在一些具体实施例中,第二预定压力实质大于第一气体射入的前该模腔301c中的压力。在一些具体实施例中,第二预定压力实质大于一大气压。在一些具体实施例中,第二预定压力实质大于或等于20kg/cm2。在一些具体实施例中,第二预定压力实质大于或等于35kg/cm2。在一些具体实施例中,感测射入成型材料305期间和之后该模腔301c中的压力。
54.在一些具体实施例中,模腔301c内的压力逐渐增加到第二预定压力。在一些具体实施例中,模腔301c内的压力逐渐增加。
55.在一些具体实施例中,模腔301c内的压力从第一压力(即成型材料305射入模腔301c之后当时的压力)增加到一第三预定压力,然后模腔301c内的压力从第三预定压力增加到第二预定压力。第二预定压力实质大于第三预定压力。在一些具体实施例中,第二预定压力和第三预定压力实质大于一大气压。在一些具体实施例中,气体射入包括将第一量的第二气体射入模腔301c,以将模腔301c中的压力从第一压力增加到第三预定压力,并且将第二量的第二气体射入模腔301c,以将模腔301c内的压力从第三预定压力增加到第二预定
压力。在一些具体实施例中,第二气体的第一量实质小于或等于第二气体的第二量。
56.在一些具体实施例中,模腔301c内的压力从第一压力增加到一第三预定压力,然后从第三预定压力增加到实质大于第三预定压力的一第四预定压力,最后从第四预定压力增加到实质大于第一压力、第三预定压力和第四预定压力的第二预定压力。第二预定压力实质大于第四预定压力。在一些具体实施例中,第四预定压力实质大于一大气压。
57.在一些具体实施例中,模腔301c内压力的调整在成型装置100中的步骤104或成型方法200中的步骤206之后执行。在一些具体实施例中,在将模腔301c内压力增加到第二预定压力后,可通过增加或减小模腔301c内的压力来调整模腔301c内的压力。在一些具体实施例中,模腔301c内压力的调整是基于成型材料305的发泡进度、模腔101c内的即时压力、随后由成型材料305形成的发泡聚合物制品弹性、及其他因素。
58.在一些具体实施例中,在成型方法100中的步骤104或成型方法200中的步骤206之后,模腔301c内的至少一部分气体从模腔301c中排出,以将模腔301c中的压力降低至实质小于第二预定压力的第五预定压力。在一些具体实施例中,第五预定压力实质小于第一压力、第三预定压力和第四预定压力。
59.在一些具体实施例中,发泡聚合物制品由成型材料305形成。在一些具体实施例中,发泡聚合物制品形成于模腔301c内。当成型装置301、401处于开启状态,可从模腔301c中取出发泡聚合物制品。在一些具体实施例中,在发泡聚合物制品从模腔301c移除之前移除锁模力。
60.本发明的一态样是关于一种成型方法,该成型方法包括:提供一成型装置,其中该成型装置包括一模腔、一连通该模腔的进料口、和一连接该模腔的接合点;将一射出喷头的出口接合到该进料口;通过该射出喷头从该进料口将含有发泡剂的成型材料射入该模腔;及透过该接合点将气体射入该模腔,以将该模腔内的压力增加到一预定压力,供将该发泡剂维持在超临界状态。
61.在一些具体实施例中,该方法更包括在射入该成型材料期间和之后,感测该模腔中的压力,其中该预定压力实质大于射入该气体之前的该模腔中的压力。在一些具体实施例中,该预定压力实质大于或等于20kg/cm2。在一些具体实施例中,该方法更包括在射入该成型材料之后,将该射出喷头从该成型装置撤回,并且在射入该成型材料之后且在射入该气体之前,关闭该进料口。在一些具体实施例中,射入该气体包括将该模腔中的压力增加到一第一压力,然后将该模腔中的压力从该第一压力增加到实质大于该第一压力的一第二压力。在一些具体实施例中,在将该成型料射入该模腔内之后,该模腔内的压力降低到实质小于该预定压力的一第一压力。
62.本发明的一态样是关于一种成型方法。该方法包括:提供一成型装置,其中该成型装置包括一模腔、一连通该模腔连通的进料口、和一连接该模腔的接合点;提供配置在该成型装置上的一射出喷头,其中该射出喷头包括一出口;将该出口接合到该进料口;从该进料口供应一成型材料给该模腔,其中该成型材料包括一聚合物材料和一发泡剂;在供应该成型材料之后,感测该模腔中的一第一压力;及透过该接合点将气体射入该模腔,以将该模腔内的压力从该第一压力增加到实质大于该第一压力的一第二压力。
63.在一些具体实施例中,发泡剂为在第二压力下处于超临界流体状态。在一些具体实施例中,第二压力实质大于或等于35kg/cm2。
64.在一些具体实施例中,该方法更包括将该模腔内的压力从该第一压力增加到一第三压力,然后将该模腔内的压力从该第三压力增加到该第二压力。
65.在一些具体实施例中,该第二压力实质大于该第三压力。在一些具体实施例中,该第二压力和该第三压力实质大于一大气压。在一些具体实施例中,射入该气体包括将一第一量的该气体射入该模腔,以将该模腔中的压力从该第一压力增加到该第三压力,并且将第二量的该气体射入该模腔,以将该模腔内的压力从该第三压力增加到该第二压力。在一些具体实施例中,该气体的第一量实质小于或等于该气体的第二量。在一些具体实施例中,在将成型材料供应到模腔内之前,该模腔内的压力在5kg/cm2和20kg/cm2之间的范围内。
66.在一些具体实施例中,该方法更包括从该模腔中排出该气体,以将该模腔中的压力降低到实质小于该第二压力的一第四压力。在一些具体实施例中,该第四压力实质小于该第一压力和该第三压力。在一些具体实施例中,该方法更包括在射入该气体期间,将一锁模力施加到该成型装置。在一些具体实施例中,供应该成型材料的持续时间在约0.5秒和约1秒之间。在一些具体实施例中,该方法更包括提供一控制系统,该系统构造成控制将该气体射入该模腔及该模腔内的压力。
67.前面概述数个具体实施例的特征,使得熟习该项技艺者可更佳理解本发明各态样。熟习该项技艺者应明白,其可容易使用本发明作为设计或修改其他操作和结构的基础,以实现相同目的及/或实现本说明书所引用多个具体实施例的相同优点。熟习该项技艺者还应认识到,此等同构造不悖离本发明的精神和范畴,且在不悖离本发明的精神和范畴下,可进行各种改变、替换和变更。
68.再者,本发明的范畴并不受限于本说明书中所说明的程序、机器、制造、物质组成、构件、方法及步骤的特定具体实施例。从本发明的揭示内容,熟习该项技艺者将容易明白,依据本发明可使用目前已存在或以后将要开发的实行与本说明书所说明的对应具体实施例相同的功能或获得实质上相同结果的程序、机器、制造、物质组成、构件、方法或步骤。因此,文后申请专利范围旨在其范畴内包括此程序、机器、制造、物质组成、构件、方法和步骤。
69.【符号说明】
70.100,200:成型方法
71.101,102,103,104,201,202,203,204,205,206:步骤
72.301,401:成型装置
73.301a:第一模具
74.301b:第二模具
75.301c:模腔
76.301d:进料口
77.301e:接合点
78.301f:第一模具基座
79.301g:第二模具基座
80.301h:内侧壁
81.302:射出喷头
82.302a:出口
83.303:压力感测单元
84.304:控制系统
85.305:成型材料
86.402:锁模单元
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。