技术特征:
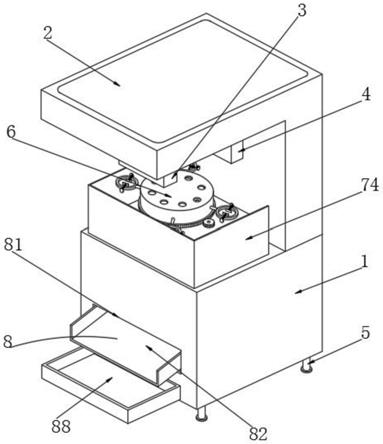
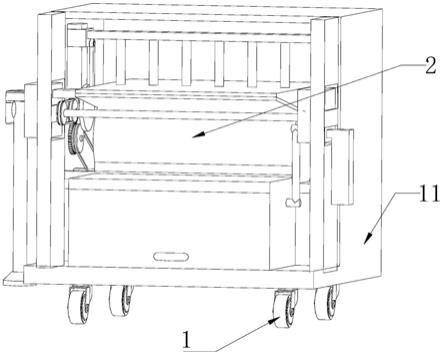
1.一种球笼保持架的毛坯快速成型系统,包括空心机座(1),固定在空心机座(1)顶部的机架(2)和固定在机架(2)下方的冲孔设备(3),其特征在于:所述机架(2)的下方固定有检测设备(4),所述空心机座(1)的底部固定有支脚(5),所述空心机座(1)的顶部设置有多工位转动翻转机构(6),所述空心机座(1)上设置有负压吹料机构(7),所述空心机座(1)上还设置有抖动收料机构(8);所述多工位转动翻转机构(6)包括固定在空心机座(1)顶部的支架(61),所述支架(61)的顶部转动安装有圆形罩(62),所述圆形罩(62)的顶部贯穿开设有通孔(63),所述圆形罩(62)的表面固定有齿轮环(64),所述支架(61)的底部固定有驱动电机(65),所述驱动电机(65)的输出轴固定有贯穿至支架(61)上方的驱动轴(66),所述驱动轴(66)的表面固定有与齿轮环(64)相啮合的驱动齿轮(67),所述支架(61)的顶部通过支柱(68)固定有空心盘(69),所述空心盘(69)的圆心与所述圆形罩(62)的圆心位于同一竖直线,所述圆形罩(62)的表面转动贯穿有翻转轴(610),所述翻转轴(610)设置有四个,四个所述翻转轴(610)的表面均固定有弧形贴块(611),所述弧形贴块(611)的内壁的两侧均转动安装有滚轮(612),所述滚轮(612)的表面与空心盘(69)的底部接触,所述空心盘(69)的表面开设第一斜槽(613),所述空心盘(69)的表面还开设有与第一斜槽(613)连通的矩形槽(614),所述空心盘(69)的表面还开设有与矩形槽(614)连通的第二斜槽(615),所述第一斜槽(613)与第二斜槽(615)之间设置有弧形三角块(616),所述弧形三角块(616)通过l型杆(617)固定在空心盘(69)内壁的顶部,所述弧形三角块(616)的底部位于空心盘(69)的下方,所述空心盘(69)上设置有润滑减阻机构(618),所述翻转轴(610)上设置有定位机构(619)。所述润滑减阻机构(618)包括固定在空心盘(69)内壁顶部的润滑油筒(618-1),所述润滑油筒(618-1)的顶部连通有进油管(618-2),所述润滑油筒(618-1)的内部固定安装有小型油泵(618-3),所述小型油泵(618-3)的出油口连通有贯穿至润滑油筒(618-1)外部的软管(618-4),所述矩形槽(614)的内壁嵌设有出油头(618-5),所述软管(618-4)的一端与出油头(618-5)的一端连通。所述定位机构(619)包括固定在翻转轴(610)外端的固定环(619-1),所述固定环(619-1)表面的两侧均螺纹贯穿有螺纹定位杆(619-2),两个所述螺纹定位杆(619-2)相互靠近的一端均固定有摩擦垫(619-3),两个所述螺纹定位杆(619-2)相互远离的一端均固定有调节盘(619-4)。2.根据权利要求1所述的一种球笼保持架的毛坯快速成型系统,其特征在于:所述负压吹料机构(7)包括贯穿固定在空心机座(1)内部的负压鼓风机(71),所述空心机座(1)的顶部固定有负压罩(72),所述空心机座(1)的顶部贯穿开设有通槽(73)。3.根据权利要求2所述的一种球笼保持架的毛坯快速成型系统,其特征在于:所述空心机座(1)的顶部固定有u型挡料框(74),所述负压鼓风机(71)的出风口连通有导管(75)。4.根据权利要求2所述的一种球笼保持架的毛坯快速成型系统,其特征在于:所述导管(75)的一端贯穿空心机座(1)并与负压罩(72)的后方连通,所述通槽(73)的下方连通有导料斗(76)。5.根据权利要求1所述的一种球笼保持架的毛坯快速成型系统,其特征在于:所述抖动收料机构(8)开设在空心机座(1)前方的贯穿槽(81),所述贯穿槽(81)内壁底部转动安装有u型导板(82),所述空心机座(1)内壁的底部固定有抖动电机(83)。
6.根据权利要求5所述的一种球笼保持架的毛坯快速成型系统,其特征在于:所述u型导板(82)顶部的后方固定有隔板(84),所述抖动电机(83)的输出轴固定有抖动轴(85)。7.根据权利要求6所述的一种球笼保持架的毛坯快速成型系统,其特征在于:所述抖动轴(85)的表面固定有凸轮(86),所述凸轮(86)的表面与u型导板(82)的底部接触。8.根据权利要求7所述的一种球笼保持架的毛坯快速成型系统,其特征在于:所述抖动电机(83)表面的上方固定有振动弹簧(87),所述振动弹簧(87)的顶端与u型导板(82)的底部固定连接,所述空心机座(1)的前方固定有收集盒(88)。9.如根据权利要求1-8任意一项所述的一种球笼保持架的毛坯快速成型系统,其特征在于:其成型检测方法具体包括以下步骤:s1、将球笼保持架毛坯放置在各个固定环(619-1)中间,然后通过拧动调节盘(619-4),进而使得两个螺纹定位杆(619-2)相互靠近转动,通过摩擦垫(619-3)对笼保持架毛坯进行固定,固定完成后,通过启动冲孔设备(3)对球笼保持架毛坯进行钻孔操作,同时启动驱动电机(65),通过驱动轴(66)带动驱动齿轮(67)转动,进而配合齿轮环(64)带动圆形罩(62)转动,进而带动整个固定环(619-1)转动,使得滚轮(612)能贴合空心盘(69)底部转动,进而在弧形三角块(616)的格挡下,滚轮(612)进入第一斜槽(613),通过矩形槽(614)和第二斜槽(615)的配合,使得整个弧形贴块(611)能带动翻转轴(610)翻转180度,进而使得球笼保持架毛坯能翻转180度,可再次旋转到初始位置进行对球笼保持架毛坯另一面的钻孔加工;s2、在使用过程中,为减少滚轮(612)的磨损,启动小型油泵(618-3),通过软管(618-4)将润滑油抽取至出油头(618-5),润滑油通过出油头(618-5)滴落至矩形槽(614)以及弧形三角块(616)上,进而减少与滚轮(612)之间的摩擦;s3、在钻孔加工结束后,通过检测设备(4)对球笼保持架毛坯的上下面进行打孔检测,检测孔径是否符合标准;s4、在钻孔的过程中,会产生大量的碎屑,此时启动负压鼓风机(71),风力通过导管(76)吹向负压罩(72),碎屑通过通槽(73)掉落至导料斗(76)中,并掉落至u型导板(82)中,此时启动抖动电机(83),通过抖动轴(85)带动凸轮(86)转动,进而配合振动弹簧(87)带动u型导板(82)往复摆动,使得其顶部的碎屑能顺利进入收集盒(88)中。10.根据权利要求9所述的一种球笼保持架的毛坯快速成型系统的成型检测方法,所述步骤s1中的驱动电机(65)为步进电机。
技术总结
本发明公开了一种球笼保持架的毛坯快速成型系统及其成型检测方法,包括空心机座,固定在空心机座顶部的机架和固定在机架下方的冲孔设备,机架的下方固定有检测设备,空心机座的底部固定有支脚,空心机座的顶部设置有多工位转动翻转机构,本发明涉及球笼保持架加工技术领域。该球笼保持架的毛坯快速成型系统及其成型检测方法,通过多工位转动翻转机构的设置,可对多个球笼保持架毛坯进行连续加工,效率低,便于连续进行钻孔加工,且在加工时能对其两面进行加工,便于快速翻转加工不需借助额外驱动件进行翻转,使用成本小,通过润滑减阻机构的设置,便于对滚轮进行润滑,有效减少滚轮的磨损,有效防止滚轮发生卡死现象,使用安全性高。全性高。全性高。
技术研发人员:周建候 陈春桥 任厚亮 卓慧琼
受保护的技术使用者:杭州杭海实业有限公司
技术研发日:2021.11.23
技术公布日:2022/3/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。