1.本发明涉及一种轴辊齿轮安装技术,尤其涉及一种轴辊齿轮安装设备及方法。
背景技术:
2.现有硒鼓中的齿轮套装在轴辊上,由于齿轮和轴辊之间存在预紧力,安装时需要将齿轮和轴辊对准,这样预紧力使对准的齿轮和轴辊自动配合完成安装,因此一般是通过人工装配的,因而生产效率较低。
技术实现要素:
3.为了克服现有技术的不足,本发明的目的之一在于提供一种轴辊齿轮安装设备,有利于提高齿轮和轴辊装配的自动化程度,提高生产效率。
4.本发明的目的之二在于提供一种轴辊齿轮安装方法。
5.本发明的目的之一采用如下技术方案实现:
6.一种轴辊齿轮安装设备,包括:
7.轴辊上料工位,用于固定轴辊;
8.齿轮上料装置,用于逐一运输齿轮并使齿轮与轴辊上料工位上的轴辊同心以将齿轮套装在轴辊上;
9.角度调节装置、驱动装置和装配检测装置,所述角度调节装置可活动的设置在轴辊上料工位上,所述驱动装置用于驱使角度调节装置移动至轴辊上的齿轮处与齿轮接触并驱动齿轮在轴辊上转动以能将齿轮和轴辊对准,所述装配检测装置用于检测角度调节装置的位置并控制驱动装置的动作。
10.进一步地,还包括轴辊输送装置,所述轴辊输送装置设置在轴辊上料工位上,所述轴辊输送装置用于将轴辊从角度调节装置的一侧运输至另一侧。
11.进一步地,还包括轴辊顶升装置和轴辊检测装置,所述轴辊上料工位位于角度调节装置的下侧,所述轴辊顶升装置设置在轴辊上料工位上,所述轴辊顶升装置用于与轴辊输送装置上的轴辊逐一接触并将轴辊顶升以使轴辊与角度调节装置同心,所述轴辊检测装置用于检测轴辊的位置并限制轴辊顶升装置的动作。
12.进一步地,所述轴辊顶升装置包括顶升支座和顶升机构,所述顶升支座上设置有限位凹槽,所述限位凹槽用于收容轴辊,所述顶升机构用于驱动顶升支座在轴辊上料工位上向上移动而使轴辊与角度调节装置同心,所述轴辊检测装置用于使顶升机构控制顶升支座的上下移动。
13.进一步地,还包括齿轮上料工位和齿轮排料装置,所述齿轮上料工位用于放置齿轮,所述齿轮上料装置可活动的设置在齿轮上料工位和轴辊上料工位之间,所述齿轮排料装置设置在齿轮上料工位上,所述齿轮排料装置用于将齿轮有序排列以使所述齿轮上料装置能将齿轮排料装置上的齿轮逐一运输。
14.进一步地,还包括活动板,所述活动板可活动的设置在轴辊上料工位上,所述驱动
装置通过活动板与角度调节装置连接。
15.进一步地,所述角度调节装置包括调节件和角度调节机构,所述调节件上设置有安装凹槽,所述调节件通过安装凹槽套装在齿轮上,所述角度调节机构用于驱动调节件转动而使安装凹槽内的齿轮一同转动以将齿轮和轴辊对准。
16.进一步地,所述调节件上设置有滚珠,所述滚珠可在调节件上转动并能与安装凹槽内的齿轮接触而使齿轮与调节件一同转动。
17.进一步地,还包括压紧件和压紧机构,所述压紧件可活动的设置在轴辊上料工位上,所述压紧机构用于驱动压紧件往靠近轴辊上料工位的方向移动以使压紧件与轴辊接触而将轴辊压紧固定在轴辊上料工位上。
18.本发明的目的之二采用如下技术方案实现:
19.一种轴辊齿轮安装方法,包括:
20.使轴辊和齿轮同心并相向运输,齿轮套装在轴辊上,齿轮在运输的过程中发生轴向上的转动,被运输的轴辊和齿轮之间存在预紧力,当齿轮转动至对准轴辊的角度时,预紧力使对准的齿轮和轴辊自动配合,齿轮将停止转动和运输,轴辊将停止运输。
21.相比现有技术,本发明的有益效果在于:
22.本发明的轴辊齿轮安装设备,通过齿轮上料装置将齿轮逐一进行运输,其能将一齿轮运输至轴辊上料工位上的一轴辊处并使该齿轮与轴辊同心,进而将齿轮套装在轴辊上。通过驱动装置驱使角度调节装置移动至预设位置以与轴辊上的齿轮接触,角度调节装置驱使套装在轴辊上的齿轮转动,当装配检测装置检测到角度调节装置移动至预设位置时,此时的齿轮和轴辊得以对准,齿轮和轴辊之间的预紧力使两者自动配合实现有效安装。因而该轴辊齿轮安装设备有利于提高齿轮和轴辊装配的自动化程度,提高生产效率。
附图说明
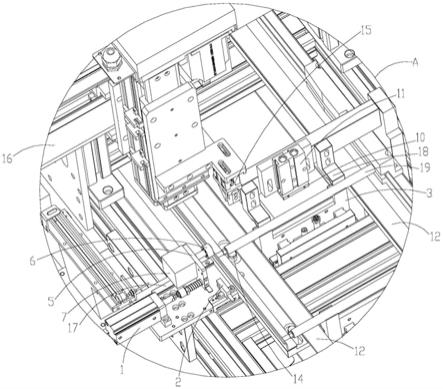
23.图1为本发明实施例中轴辊齿轮安装设备的结构示意图;
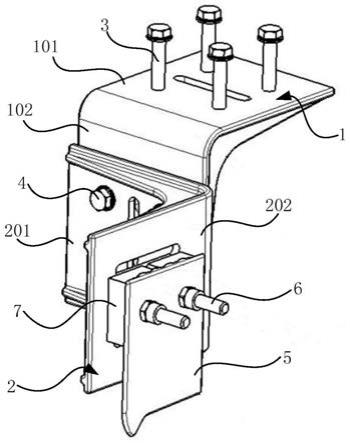
24.图2为图1中a的结构示意图;
25.图3为本发明实施例中轴辊齿轮安装设备其角度调节装置的结构示意图;
26.图4为本发明实施例中轴辊和齿轮安装完成的结构示意图;
27.图5为本发明实施例中轴辊和齿轮安装前的结构示意图。
28.图中:1、驱动装置;2、装配检测装置;3、顶升支座;4、齿轮排料装置;5、活动板;6、调节件;7、角度调节机构;8、安装凹槽;9、滚珠;10、压紧件;11、压紧机构;12、输送带;13、定位凹槽;14、轴辊检测装置;15、机械手;16、滑轨;17、导轨;18、压紧座;19、轴辊;20、齿轮。
具体实施方式
29.下面,结合附图以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
30.如图1
‑
5所示,本发明实施例提供一种轴辊齿轮安装设备,包括轴辊上料工位、齿轮上料装置、角度调节装置、驱动装置1和装配检测装置2,轴辊上料工位用于固定轴辊19;齿轮上料装置用于逐一运输齿轮20并使齿轮20与轴辊上料工位上的轴辊19同心以将齿轮
20套装在轴辊19上;角度调节装置可活动的设置在轴辊上料工位上,驱动装置1用于驱使角度调节装置移动至轴辊19上的齿轮20处与齿轮20接触并驱动齿轮20在轴辊19上转动以能将齿轮20和轴辊19对准,装配检测装置2用于检测角度调节装置的位置并控制驱动装置1的动作。
31.本发明实施例通过齿轮上料装置将齿轮20逐一进行运输,其能将一齿轮20运输至轴辊上料工位上的一轴辊19处并使该齿轮20与轴辊19同心,进而将齿轮20套装在轴辊19上。通过驱动装置1驱使角度调节装置移动至预设位置以与轴辊19上的齿轮20接触,角度调节装置驱使套装在轴辊19上的齿轮20转动,当装配检测装置2检测到角度调节装置移动至预设位置时,此时的齿轮20和轴辊19得以对准,齿轮20和轴辊19之间的预紧力使两者自动配合实现有效安装。通过该轴辊齿轮安装设备有利于提高齿轮20和轴辊19装配的自动化程度,提高生产效率。
32.在本实施例中,装配检测装置2为传感器,可实现对角度调节装置位置信息的有效检测。
33.在本实施例中,驱动装置1为气缸,有利于简化该轴辊齿轮安装设备的结构、降低成本。
34.在其它实施例中,驱动装置1可以为电机、油缸等。
35.作为本实施例中一种较佳的实施方式,该轴辊齿轮安装设备还包括轴辊输送装置,轴辊输送装置设置在轴辊上料工位上,轴辊输送装置用于将轴辊19从角度调节装置的一侧运输至另一侧。这样,可有利于提高轴辊19上料的自动化程度,提高生产效率。
36.在本实施例中,该轴辊输送装置包括轴辊输送电机、输送轮组和输送带12,输送轮组可转动地安装在轴辊上料工位上,输送带12绕设在输送轮组上,轴辊输送电机用于驱使输送轮组转动而使输送带12转动实现轴辊19的有效运输,从而轴辊19经输送带12从角度调节装置的一侧运输至另一侧而实现齿轮20的安装并下料,提高轴辊19的运输效率。
37.在具体实施时,输送带12上设置定位凹槽13,定位凹槽13用于限制轴辊19在运输过程中的滚动,可有效将轴辊19运输至靠近角度调节装置的位置处,以利于齿轮上料装置在该位置将齿轮20套装在轴辊19上并且角度调节装置移动至该位置驱使齿轮20转动以将齿轮20和轴辊19对准。
38.在本实施例中,该轴辊齿轮安装设备还包括轴辊顶升装置和轴辊检测装置14,轴辊上料工位位于角度调节装置的下侧,轴辊顶升装置设置在轴辊上料工位上,轴辊顶升装置用于与轴辊输送装置上的轴辊19逐一接触并将轴辊19顶升以使轴辊19与角度调节装置同心,轴辊检测装置14用于检测轴辊19的位置并限制轴辊顶升装置的动作。这样,当一轴辊19被运输至靠近角度调节装置的位置处时,轴辊检测装置14检测到该轴辊19的位置并使轴辊顶升装置启动,轴辊顶升装置将该轴辊19顶升至与角度调节装置同心的位置,以利于齿轮上料装置在该位置将齿轮20套装在轴辊19上并且角度调节装置移动至该位置驱使齿轮20转动以将齿轮20和轴辊19对准。
39.作为优选的实施方式,轴辊顶升装置包括顶升支座3和顶升机构,顶升支座3上设置有限位凹槽,限位凹槽用于收容轴辊19以防止轴辊19在升降过程中跌落,顶升机构用于驱动顶升支座3在轴辊上料工位上向上移动而使轴辊19与角度调节装置同心,轴辊检测装置14用于使顶升机构控制顶升支座3的上下移动。这样,当轴辊检测装置14检测到轴辊19的
位置时,使顶升机构启动,顶升机构将顶升支座3顶升致使限位凹槽中的轴辊19与角度调节装置同心,以利于齿轮上料装置在该位置将齿轮20套装在轴辊19上并且角度调节装置移动至该位置驱使齿轮20转动以将齿轮20和轴辊19对准。
40.在本实施例中,顶升机构为气缸,有利于简化该轴辊齿轮安装设备的结构、降低成本。
41.在其它实施例中,顶升机构可以为电机、油缸等。
42.在本实施例中,轴辊输送装置内设置有顶升通道,轴辊顶升装置设置在顶升通道内,有利于节约该轴辊齿轮安装设备的安装空间。
43.在其它实施例中,轴辊顶升装置设置在轴辊输送装置的外侧。
44.在本实施例中,轴辊检测装置14为传感器,可实现对轴辊19位置信息的有效检测。
45.在本实施例中,该轴辊齿轮安装设备还包括齿轮20上料工位和齿轮排料装置4,齿轮20上料工位用于放置齿轮20,齿轮上料装置可活动的设置在齿轮20上料工位和轴辊上料工位之间,齿轮排料装置4设置在齿轮20上料工位上,齿轮排料装置4用于将齿轮20有序排列以使齿轮上料装置能将齿轮排料装置4上的齿轮20逐一运输,这样,齿轮上料装置可移动至齿轮排料装置4处将齿轮20逐一运输至轴辊上料工位处并将齿轮20有效套装在轴辊19上。
46.在本实施例中,齿轮排料装置4为震动排料装置,通过震动盘震动排料并将其排列运输,以便于齿轮上料装置将齿轮20逐一运输轴辊上料工位处。
47.在本实施例中,齿轮上料装置包括机械手15和滑轨16,滑轨16设置在齿轮20上料工位和轴辊上料工位之间,机械手15可在滑轨16上滑动,以利于机械手15移动至齿轮排料装置4处将齿轮20逐一夹取并运输至轴辊上料工位处,从而将齿轮20有效套装在轴辊19上。
48.在本实施例中,该轴辊齿轮安装设备还包括活动板5,活动板5可活动的设置在轴辊上料工位上,驱动装置1通过活动板5与角度调节装置连接。这样,驱动装置1驱使活动板5往靠近轴辊上料工位的方向移动,角度调节装置随活动板5同步移动而实现与套装在轴辊19上的齿轮20的有效接触。
49.在具体实施时,该轴辊齿轮安装设备还包括导轨17,导轨17设置在轴辊上料工位上,角度调节装置通过活动板5与导轨17滑动连接,使得角度调节装置通过活动板5在导轨17上滑动,对角度调节装置的移动施以较佳的导向作用。
50.作为优选的实施方式,角度调节装置包括调节件6和角度调节机构7,调节件6上设置有安装凹槽8,调节件6通过安装凹槽8套装在齿轮20上,角度调节机构7用于驱动调节件6转动而使安装凹槽8内的齿轮20一同转动以将齿轮20和轴辊19对准。这样,通过调节件6可驱使齿轮20在轴辊19上有效转动,有利于调节齿轮20的角度以使齿轮20和轴辊19有效对准。
51.更佳的实施方式是,调节件6上设置有滚珠9,滚珠9可在调节件6上转动并能与安装凹槽8内的齿轮20接触而使齿轮20与调节件6一同转动。这样,可使调节件6通过滚珠9更好的与齿轮20接触并实现有效传动,使传动效率高。
52.在本实施例中,滚珠9绕调节件6周向设置,有利于进一步提高滚珠9与齿轮20的接触效果,进一步提高传动效率。
53.在本实施例中,角度调节机构7为电机,有利于简化该轴辊齿轮安装设备的结构、
降低成本。
54.在其它实施例中,角度调节机构7可以为气缸、油缸等。
55.在本实施例中,该轴辊齿轮安装设备还包括压紧件10和压紧机构11,压紧件10可活动的设置在轴辊上料工位上,压紧机构11用于驱动压紧件10往靠近轴辊上料工位的方向移动以使压紧件10与轴辊19接触而将轴辊19压紧固定在轴辊上料工位上。这样,可便于齿轮上料装置将齿轮20套装在轴辊19上,且利于角度调节装置驱使齿轮20在轴辊19上有效转动,使得齿轮20和轴辊19快速对准,有利于提高生产效率。
56.作为优选的实施方式,该轴辊齿轮安装设备还包括安装板和压紧座18,安装板固定设置在轴辊上料工位上,具体地,安装板固定设在轴辊输送装置的上方,压紧座18、压紧机构11固定设置在安装板上,压紧座18上设置有压紧凹槽,该压紧凹槽朝向轴辊顶升装置设置,即朝向限位凹槽设置,当顶升支座3将轴辊19顶升到位时,限位凹槽将能与压紧凹槽一同配合将轴辊19的两端紧扣,压紧件10下压将轴辊19固定在限位凹槽和压紧凹槽内,如此,实现轴辊19的有效固定,防止在齿轮20的安装过程中发生转动。
57.在本实施例中,压紧机构11为气缸,有利于简化该轴辊齿轮安装设备的结构、降低成本。
58.在其它实施例中,压紧机构11可以为电机、油缸等。
59.本发明实施例中的轴辊齿轮安装方法为:使轴辊19和齿轮20同心并相向运输,齿轮20上设置有中心孔,齿轮20通过中心孔套装在轴辊19的一端上,齿轮20在运输的过程中发生轴向上的转动,被运输的轴辊19和齿轮20之间存在预紧力,当齿轮20转动至对准轴辊19的角度时,预紧力使对准的齿轮20和轴辊19自动配合,齿轮20将停止转动和运输,轴辊19将停止运输。
60.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。