1.本实用新型涉及挤出塑料加工设备技术领域,具体涉及一种用于条形挤出塑料的干燥装置。
背景技术:
2.改性塑料通常由塑料挤出机加工制备而成,物料经挤出机熔融塑化后挤出。由于挤出后的成型塑料条的温度较高,会造成塑料条上的一些塑料分解,在高温状态下气化,如果不及时冷却脱去,对后续条形塑料的加工外观和性能均会造成影响。因此,在塑料挤出机的出料端会设置有冷却装置,对条形塑料实施降温冷却。
3.为了进一步保证对条形塑料的冷却效果以及成型质量,冷却装置通常采用水冷和风冷相结合的结构。高温的条形塑料首先在水冷池中浸泡,进而降温定型,快速对条形塑料的外部实施冷却;条形塑料再经过风冷,进一步降低中心温度,避免内部热应力集中。但是,在风冷的过程中,条形塑料容易被吹散,增加了物料在生产线上的运输难度。同时,条形塑料的表面部分残留水难以被充分去除,进而影响后续加工。
4.综上所述,在条形塑料实施冷却工序的过程中,如何设计一种干燥装置,用以提高对条形塑料的冷却效率,充分去除条形塑料表面残留水珠,进一步提升条形塑料的成型质量,避免在干燥过程中条形塑料脱离承载托辊,进一步保证条形塑料在输送过程中的平稳性,就成为本领域技术人员亟待解决的技术问题。
技术实现要素:
5.本实用新型的目的在于,为条形塑料实施冷却工序的过程中,提供一种干燥装置,用以提高对条形塑料的冷却效率,充分去除条形塑料表面残留水珠,进一步提升条形塑料的成型质量,避免在干燥过程中条形塑料脱离承载托辊,进一步保证条形塑料在输送过程中的平稳性。
6.为实现上述目的,本实用新型采用如下方案:提出一种用于条形挤出塑料的干燥装置,包括上送风管、下送风管、集水斗和固定安装在底板上的鼓风机;
7.所述上送风管的进风口和下送风管的进风口分别与鼓风机的出风口相连,所述上送风管的出风口处设置有挡风罩,所述挡风罩的出风口朝向底板,所述下送风管的出风口通过导风盒与集水斗相连;
8.所述集水斗固定安装在上送风管的侧壁上,所述集水斗的内部具有集水腔,所述集水腔的顶部开口正对于挡风罩的出风口,所述集水腔的底壁上设置有排水口和出风槽,所述排水口位于底壁的最低处,所述出风槽与导风盒的出风口相连,所述集水斗的侧壁上设置有承载条形塑料的导辊,所述导辊的上方设置有防脱机构。
9.作为优选,防脱机构包括辅助限位辊,辅助限位辊和导辊错开布设,导辊与辅助限位辊之间具有供条形塑料通过的通道,辅助限位辊的端部通过调节座与集水斗相连。如此设置,经过初步冷却的条形塑料从通道中进入集水斗的上方,导辊用于承载条形塑料,辅助
限位辊作为限位结构,避免了条形塑料被下送风管送入的冷风吹散,调节座用于调节辅助限位辊的高度,进而调节通道的高度,从而便于适用不同直径大小的塑料条。
10.作为优选,防脱机构包括压条,压条通过连接柱与挡风罩的侧壁相连,压条与导辊之间具有供条形塑料通过的通道,压条的长度方向平行于导辊的轴线。如此设置,压条用于对进入集水斗上方的条形塑料起到进一步限位的作用,当从出风槽吹出的风力将条形塑料吹起时,压条作为限位结构限制了条形塑料被吹散,有利于条形塑料在生产线上输送的平稳性。
11.作为优选,调节座上设置有腰型槽,辅助限位辊的端部穿设在腰型槽内。如此设置,通过调节辅助限位辊的端部在腰型槽中的位置,实现对辅助限位辊高度的调节。
12.作为优选,调节座的底部设置有顶丝结构。如此设置,顶丝结构用于进一步提高调整辅助限位辊两端的位置精度。
13.作为优选,集水腔的底壁上设置有第一出风槽和第二出风槽,第一出风槽位于集水斗的进料侧,第二出风槽位于集水斗的出料侧。如此设置,第一出风槽和第二出风槽配合挡风罩的出风口,对通过导辊进入集水斗上方的条形塑料依次实现第一次下吹风、上吹风和第二次下吹风,一方面有利于条形塑料更加均匀地与冷风进行热量交换,进一步提高了冷却效率,另一方面便于更好地吹去条形塑料表面残留的水珠,进一步提升了干燥效果。
14.作为优选,鼓风机的出风口通过法兰连接有主管道,上送风管的进风口和下送风管的进风口均与主管道相连。如此设置,便于上送风管和下送风管与鼓风机的出风口安装和拆卸,有利于根据干燥的需求,及时调整选用不同的鼓风机。
15.作为优选,排水口的底部连接有排水管。如此设置,便于及时将集水腔内的水排出,避免了过多的存水漫过出风槽进入下送风管,进一步提升了干燥装置运行的稳定性。
16.作为优选,鼓风机通过安装座固定安装在底板上。如此设置,通过安装座便于调整鼓风机的安装高度,进而实现对集水斗高度的调整,有利于干燥装置适用于具有不同出料高度的塑料挤出机,大大提升了干燥装置的通用性。
17.作为优选,导辊的侧壁上设置有环形槽,环形槽沿导辊的轴向等间隔分布。如此设置,便于将多根条形塑料均匀地散开,进一步增大了条形塑料与冷风之间的接触面积,进而提高了换热效率,提升了干燥效果。
18.本实用新型提供的一种用于条形挤出塑料的干燥装置与现有技术相比,具有如下实质性特点和进步:
19.1、该用于条形挤出塑料的干燥装置利用鼓风机分别向上送风管和下送风管吹入冷风,第一股冷风经挡风罩的转向从集水斗的上方吹向条形塑料,第二股冷风经导风盒从集水斗底部的排风槽吹向条形塑料,使得条形塑料的上下两侧均与冷风接触,提高了对条形塑料的冷却效率,有利于充分去除了条形塑料表面残留水珠,进而进一步提升了条形塑料的成型质量;
20.2、该用于条形挤出塑料的干燥装置中辅助限位辊和导辊错开布设形成条形塑料的防脱机构,如此一来,辅助限位辊和导辊既对条形塑料起到了导向限位作用,避免了在干燥过程中从出风槽中吹出的下侧风使得条形塑料脱离承载托辊,进一步保证了条形塑料在输送过程中的平稳性,辅助限位辊和导辊错开布设的结构又避免了在条形塑料在集水斗的进料侧的通道中相互挤压,有利于进一步提高条形塑料的成型质量;
21.3、该用于条形挤出塑料的干燥装置中的防脱机构压条通过连接柱与挡风罩的侧壁相连,压条与导辊之间具有供条形塑料通过的通道,压条对进入集水斗上方的条形塑料起到进一步限位的作用,当从出风槽吹出的风力将条形塑料吹起时,压条作为限位结构限制了条形塑料被吹散,大大提升了条形塑料在生产线上输送的平稳性。
附图说明
22.图1是本实用新型实施例1中一种用于条形挤出塑料的干燥装置的立体结构示意图;
23.图2是图1的主视图;
24.图3是图1的俯视图;
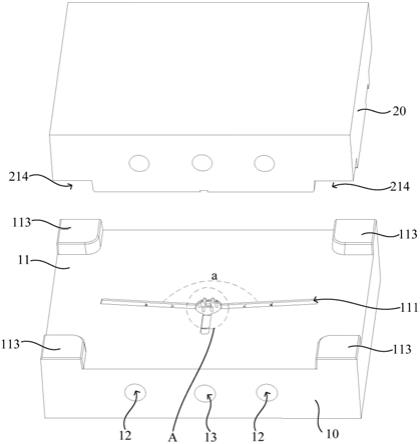
25.图4是本实用新型实施例2中一种用于条形挤出塑料的干燥装置的立体结构示意图;
26.图5是图4的主视图;
27.图6是图4的俯视图;
28.图7是一种用于条形挤出塑料的干燥装置的内部结构示意图。
29.附图标记:底板1、安装座2、鼓风机3、上送风管4、下送风管5、导风盒6、挡风罩7、集水斗8、导辊9、压条10、排水口11、出风槽12、辅助限位辊13、调节座14、顶丝结构15。
具体实施方式
30.下面结合附图对本实用新型的具体实施方式进行详细描述。
31.实施例1
32.如图1-3所示的一种用于条形挤出塑料的干燥装置,用于对进行初步水冷后的条形塑料实施干燥。该干燥装置利用鼓风机分别向上送风管和下送风管吹入冷风,第一股冷风经挡风罩的转向从集水斗的上方吹向条形塑料,第二股冷风经导风盒从集水斗底部的排风槽吹向条形塑料,使得条形塑料的上下两侧均与冷风接触,提高了对条形塑料的冷却效率,有利于充分去除了条形塑料表面残留水珠,进而进一步提升了条形塑料的成型质量。
33.如图1所述,一种用于条形挤出塑料的干燥装置包括上送风管4、下送风管5、集水斗8和固定安装在底板1上的鼓风机3。上送风管4的进风口和下送风管5的进风口分别与鼓风机3的出风口相连。上送风管4的出风口处设置有挡风罩7。挡风罩7的出风口朝向底板1。下送风管5的出风口通过导风盒6与集水斗8相连。
34.集水斗8固定安装在上送风管4的侧壁上。集水斗8的内部具有集水腔。集水腔的顶部开口正对于挡风罩7的出风口。集水腔的底壁上设置有排水口11和出风槽12。排水口11位于底壁的最低处。出风槽12与导风盒6的出风口相连。集水斗8的侧壁上设置有承载条形塑料的导辊9。导辊9的上方设置有防脱机构。
35.如图3所示,防脱机构包括辅助限位辊13。辅助限位辊13和导辊9错开布设。结合图1所示,导辊9与辅助限位辊13之间具有供条形塑料通过的通道。辅助限位辊13的端部通过调节座14与集水斗8相连。如此设置,经过初步冷却的条形塑料从通道中进入集水斗8的上方,导辊9用于承载条形塑料,辅助限位辊13作为限位结构,避免了条形塑料被下送风管5送入的冷风吹散。调节座14用于调节辅助限位辊13的高度,进而调节通道的高度,从而便于适
用不同直径大小的塑料条。
36.如图2所示,调节座14上设置有腰型槽。辅助限位辊13的端部穿设在腰型槽内。如此设置,通过调节辅助限位辊13的端部在腰型槽中的位置,实现对辅助限位辊13高度的调节。
37.调节座14的底部设置有顶丝结构15。如此设置,顶丝结构15用于进一步提高调整辅助限位辊13两端的位置精度。
38.如图1所示,辅助限位辊和导辊9采用错开布设的结构,辅助限位辊和导辊既对条形塑料起到了导向限位作用,避免了在干燥过程中从出风槽中吹出的下侧风使得条形塑料脱离承载托辊,进一步保证了条形塑料在输送过程中的平稳性,辅助限位辊和导辊错开布设的结构又避免了在条形塑料在集水斗的进料侧的通道中相互挤压,有利于进一步提高条形塑料的成型质量。
39.实施例2
40.如图4所示,一种用于条形挤出塑料的干燥装置包括上送风管4、下送风管5、集水斗8和固定安装在底板1上的鼓风机3。上送风管4的进风口与鼓风机3的出风口相连。上送风管4的出风口处设置有挡风罩7。挡风罩7的出风口朝向底板1。下送风管的进风口与鼓风机3的出风口相连。下送风管5的出风口通过导风盒6与集水斗8相连。
41.集水斗8固定安装在上送风管4的侧壁上。集水斗8的内部具有集水腔。集水腔的顶部开口正对于挡风罩7的出风口。集水腔的底壁上设置有排水口11和出风槽12。排水口11位于底壁的最低处。出风槽12与导风盒6的出风口相连。集水斗8的侧壁上设置有承载条形塑料的导辊9。
42.如图6所示,挡风罩7的侧壁上设置有作为条形塑料防脱机构的压条10。压条10的长度方向平行于导辊9的轴线。如此设置,压条10用于对进入集水斗8上方的条形塑料起到进一步限位的作用。当从出风槽12吹出的风力将条形塑料吹起时,压条10作为限位结构限制了条形塑料被吹散,有利于条形塑料在生产线上输送的平稳性。
43.如图5所示,鼓风机3通过安装座2固定安装在底板1上。如此设置,通过安装座2便于调整鼓风机3的安装高度,进而实现对集水斗8高度的调整,有利于干燥装置适用于具有不同出料高度的塑料挤出机,大大提升了干燥装置的通用性。
44.鼓风机3的出风口通过法兰连接有主管道。上送风管4的进风口和下送风管5的进风口均与主管道相连。如此设置,便于上送风管4和下送风管5与鼓风机3的出风口安装和拆卸,有利于根据干燥的需求,及时调整选用不同的鼓风机3。
45.如图5结合图7所示,鼓风机3分别向上送风管4和下送风管5吹入冷风。第一股冷风经挡风罩7的转向从集水斗8的上方吹向条形塑料。第二股冷风经导风盒6从集水斗8底部的排风槽12吹向条形塑料。如此一来,使得条形塑料的上下两侧均与冷风接触,提高了对条形塑料的冷却效率,有利于充分去除了条形塑料表面残留水珠,进而进一步提升了条形塑料的成型质量。
46.如图6所示,集水腔的底壁上设置有第一出风槽和第二出风槽。第一出风槽位于集水斗8的进料侧。第二出风槽位于集水斗8的出料侧。如此设置,第一出风槽和第二出风槽配合挡风罩7的出风口,对通过导辊9进入集水斗8上方的条形塑料依次实现第一次下吹风、上吹风和第二次下吹风。排风槽12的设置一方面有利于条形塑料更加均匀地与冷风进行热量
交换,进一步提高了冷却效率;另一方面便于更好地吹去条形塑料表面残留的水珠,进一步提升了干燥效果。
47.导辊9的侧壁上设置有环形槽。环形槽沿导辊9的轴向等间隔分布。如此设置,便于将多根条形塑料均匀地散开,进一步增大了条形塑料与冷风之间的接触面积,进而提高了换热效率,提升了干燥效果。
48.为了便于及时将集水腔内的水排出,排水口11的底部连接有排水管。如此设置,避免了过多的存水漫过出风槽12进入下送风管5,进一步提升了干燥装置运行的稳定性。
49.本实用新型不局限于上述实施例所述的具体技术方案,除上述实施例外,本实用新型还可以有其他实施方式。对于本领域的技术人员来说,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等形成的技术方案,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。