1.本实用新型涉及一种汽车空调冷媒管路焊接定位工装,属于焊接工装技术领域。
背景技术:
2.汽车空调冷媒管路是指在汽车空调系统中制冷剂循环流经的管路,汽车空调冷冷媒管路是由金属管段、与金属管段的一端扣压连接的胶管段、与金属管段的另一端焊接连接的接头压板组成,汽车空调冷冷媒管路通过在金属管段端口处焊接接头压板的方式与换热器、阀门、压缩机等主要制冷部件连接。
3.汽车空调冷媒管路的整体走向根据汽车的内部布局进行设计,由于汽车内部空间有限,为了避免其与汽车中其它管路产生干涉影响,通常冷媒管路走向复杂,冷媒管路自身之间间距狭窄,并且冷媒管路还包括一段在高温下易融化的胶管段。所以,在焊接加工组装过程中,如果无法对冷媒管路进行可靠定位和防护,很难保证焊接的质量,保证空调正常制冷。
技术实现要素:
4.本实用新型的目的在于提供一种新的技术方案以改善或解决如上所述的现有技术中存在的技术问题。
5.本实用新型提供了一种汽车空调冷媒管路焊接定位工装,其包括安装平台,所述安装平台上设有淋水降温装置、第一定位装置、第二定位装置、第一防护装置和第二防护装置,所述淋水降温装置用于对待焊接的冷媒管路中的胶管段与金属管段连接处进行降温,所述第一定位装置和第二定位装置均用于对待焊接的冷媒管路中的接头压板进行定位安装,所述第一防护装置用于隔绝焊枪热量防止接头压板上的接头在焊接时发生高温变形,所述第二防护装置用于隔绝焊枪热量防止金属管在焊接时发生高温变形。
6.进一步的,所述第一防护装置设置在所述第一定位装置的一侧,所述第一防护装置包括第一防护板、伸缩杆和固定安装在所述安装平台上的基座,所述伸缩杆一端穿过所述基座,所述伸缩杆的另一端与所述防护板连接,所述防护板在所述伸缩杆的带动下可靠近或远离所述第一定位装置。
7.进一步的,所述淋水降温装置包括淋水承托装置和喷水装置,所述淋水承托装置设置在所述安装平台上,所述喷水装置的喷洒口对准所述淋水承托装置安装。
8.进一步的,所述第一定位装置包括固定安装在所述安装平台上的第一安装座,所述第一安装座上设有用于限制冷媒管路接头压板位置的第一限位凹槽。
9.进一步的,所述第二定位装置包括固定安装在所述安装平台上的第二安装座,所述第二安装座上设有用于限制冷媒管路接头压板位置的第二限位凹槽和限位挡板。
10.进一步的,所述第二防护装置包括第二防护板和u型槽,所述第二防护板设置在所述第二安装座一侧,所述u型槽开设在所述第二安装座上。
11.进一步的,还包括第一承托装置,所述第一承托装置包括固定在所述安装平台上
的第一支撑柱和安装在所述第一支撑柱上的第一承托块,所述第一承托块上设有用于承托冷媒管路金属管段的凹槽。
12.进一步的,还包括第二承托装置,所述第二承托装置包括固定在所述安装平台上的第二支撑柱和安装在所述第二支撑柱上的第二承托块,所述第二承托块上设有用于承托冷媒管路金属管段的凹槽。
13.进一步的,所述第一防护板上设有凹槽,所述凹槽用于定位和防护冷媒管路接头压板上的接头。
14.本实用新型的有益效果是:
15.1.本实用新型提供的汽车空调冷媒管路焊接定位工装,能对待焊接的冷媒管路进行快速可靠的定位,便于后续焊接,并且对处于高温位置的管段进行防护,同时,采用淋水降温装置对待焊接的冷媒管路中的胶管段与金属管段连接处进行降温,使胶管内部温度低于110℃,保护胶管;
16.2.本实用新型的第一防护装置的防护板在所述伸缩杆的带动下可靠近或远离所述第一定位装置,方便冷媒管路的装卸,结构简单,易于操作;
17.3.本实用新型的所述第二防护装置的第二防护板和u型槽配合,焊枪的火焰对准u型槽焊接,u型槽位置焊接温度能够达到620℃,u型槽的设置保证焊接位置的准确性和焊接稳定性;第二防护板用于隔绝焊枪热量,防止靠近焊接位置的管段在焊接时发生高温变形。
附图说明
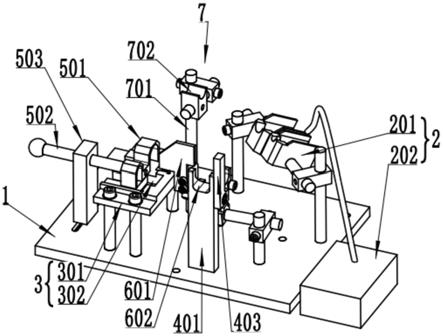
18.图1为本实用新型的结构示意图;
19.图2为本实用新型的结构的正视图;
20.图3为本实用新型的结构的俯视图;
21.图4为本实用新型的结构的右视图;
22.图5为待焊接冷媒管路结构示意图;
23.图6为待焊接冷媒管路安装到本实用新型上的结构示意图;
24.图中,1、安装平台;2、淋水降温装置;201、淋水承托装置;202、喷水装置;3、第一定位装置;301、第一安装座;302、第一限位凹槽;4、第二定位装置;401、第二安装座;402、第二限位凹槽;403、限位挡板;5、第一防护装置;501、第一防护板;502、伸缩杆;503、基座;6、第二防护装置;601、第二防护板;602、u型槽;7、第一承托装置;701、第一支撑柱;702、第一承托块;8、第二承托装置;801、第二支撑柱;802、第二承托块;9、待焊接的冷媒管路;901、第一接头压板;902、第二接头压板;903、低压金属管;904、高压金属管;905、低压胶管;906、高压胶管;907、第一焊接口;908、第二焊接口;909、第三焊接口;910、第四焊接口。
具体实施方式
25.以下结合实例对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
26.如图1至图4所示,一种汽车空调冷媒管路焊接定位工装,包括安装平台1,所述安装平台1上设有淋水降温装置2、第一定位装置3、第二定位装置4、第一防护装置5和第二防护装置6,所述淋水降温装置2用于对待焊接的冷媒管路9中的胶管段与金属管段连接处进
行降温,所述第一定位装置3和第二定位装置4均用于对待焊接的冷媒管路9中的接头压板进行定位安装,所述第一防护装置5用于隔绝焊枪热量防止接头压板上的接头在焊接时发生高温变形,所述第二防护装置6用于隔绝焊枪热量防止金属管在焊接时发生高温变形。
27.所述第一防护装置5设置在所述第一定位装置3的一侧,所述第一防护装置5包括第一防护板501、伸缩杆502和固定安装在所述安装平台1上的基座503,所述伸缩杆502一端穿过所述基座503,所述伸缩杆502的另一端与所述防护板连接,所述防护板在所述伸缩杆502的带动下可靠近或远离所述第一定位装置3。
28.所述第一防护板501上还设有凹槽,待焊接的冷媒管路9接头压板上设有用于与对手件连接的接头,所述凹槽用于定位和防护所述接头。
29.所述淋水降温装置2包括淋水承托装置201和喷水装置202,所述淋水承托装置201设置在所述安装平台1上,待焊接的冷媒管路9的金属段与胶管段连接位置置于所述淋水承托装置201上,所述喷水装置202的喷洒口对准所述淋水承托装置201安装,所述喷水装置202的喷洒口对准金属段与胶管段连接位置喷水,使胶管内部温度低于110℃,保护胶管,防止在焊接过程中因为温度过高损坏胶管。
30.所述第一定位装置3包括固定安装在所述安装平台1上的第一安装座301,所述第一安装座301上设有用于限制冷媒管路接头压板位置的第一限位凹槽302。所述第二定位装置4包括固定安装在所述安装平台1上的第二安装座401,所述第二安装座401上设有用于限制冷媒管路接头压板位置的第二限位凹槽402和限位挡板403,所述第二限位凹槽402和限位挡板403配合,对接头压板进行定位。通过所述第一定位装置3和所述第二定位装置4,对待焊接的冷媒管路9上的两组接头压板进行可靠定位,保证焊接位置和焊接的稳定性。
31.所述第二防护装置6包括第二防护板601和u型槽602,所述第二防护板601设置在所述第二安装座401一侧,所述u型槽602开设在所述第二安装座401上。焊枪的火焰对准u型槽602焊接,u型槽602位置焊接温度能够达到620℃,u型槽602的设置使焊枪的火焰不向周边扩散,不仅保证了冷媒管路焊接部位的温度,u型槽602的设置还保证了焊接位置的准确性及焊接稳定性;第二防护板601用于隔绝焊枪热量,防止火焰直接炙烤靠近焊接位置的管段,使焊接位置的管段在焊接时发生过烧变形。
32.所述的汽车空调冷媒管路焊接定位工装还包括第一承托装置7和第二承托装置8,所述第一承托装置7包括固定在所述安装平台1上的第一支撑柱701和安装在所述第一支撑柱701上的第一承托块702,所述第一承托块702上设有用于承托冷媒管路金属管段的凹槽。所述第二承托装置8包括固定在所述安装平台1上的第二支撑柱801和安装在所述第二支撑柱801上的第二承托块802,所述第二承托块802上设有用于承托冷媒管路金属管段的凹槽。所述第一承托装置7和第二承托装置8用于承托和定位冷媒管路的金属管段,进一步保证焊接位置和焊接的稳定性。
33.如图5所示,待焊接的冷媒管路9包括第一接头压板901、第二接头压板902、低压金属管903、高压金属管904、低压胶管905和高压胶管906,使用本实用新型的焊接定位装置将所述待焊接冷媒管路的低压金属管903和高压金属管904与所述第一接头压板901和第二接头压板902进行焊接。其中,通过对第一焊接口907和第二焊接口908的焊接作业,实现所述低压金属管903和高压金属管904与所述第一接头压板901的连接;通过对第三焊接口909和第四焊接口910的焊接作业,实现所述低压金属管903和高压金属管904与所述第二接头压
板902的连接。
34.工作过程
35.焊接时,将冷媒管路的第一接头压板901、第二接头压板902、低压金属管903、高压金属管904、低压胶管905和高压胶管906分别放置到焊接定位工装的相应的位置(如图6所示),将第一防护板501靠近位于所述第一定位装置3上的接头压板,所述第一防护板501与所述接头压板紧密贴合,焊枪分别靠近所述的第一焊接口907、第二焊接口908、第三焊接口909和第四焊接口910进行焊接。
36.本实用新型提供的汽车空调冷媒管路焊接定位工装,能对待焊接的冷媒管路9进行快速可靠的定位,并且对处于高温位置的管段进行防护,便于后续焊接。
37.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。