1.本技术涉及机加工设备的领域,尤其是涉及一种液压料板折弯机。
背景技术:
2.折弯机是一种能够对料板进行折弯的工具。折弯机包括机架、上模架,上模架上通过夹具可拆卸连接有上模,机架上通过夹具可拆卸连接有下模,下模位于上模的正下方。当需要对料板进行折弯时,操作人员启动折弯机,上模架向靠近下模的方向移动,使上模与下模配合对料板进行折弯。
3.当操作人员需要根据加工要求更改料板的折弯角度时,操作人员需要将固定下模的夹具卸除,然后将新的下模放置在机架上,最后通过夹具对新的下模进行固定。新的下模固定完成后,操作人员卸除固定上模的夹具,将上模取出并更换与新的下模相契合的上模。
4.针对上述中的相关技术,发明人认为操作人员根据加工需要更换新的下模时,需要卸除夹具后取出下模,然后更换新的下模后再次固定下模,更换下模的过程中耗费了人力,对折弯机的加工效率也产生了不利的影响。
技术实现要素:
5.为了提高折弯机的加工效率,本技术提供一种液压料板折弯机。
6.本技术提供的一种液压料板折弯机采用如下的技术方案:
7.一种液压料板折弯机,其包括机架,所述机架上连接有上模架和下模套筒,所述机架上连接有驱动上模架沿靠近或远离下模套筒方向移动的驱动件,所述下模套筒的外壁上开设有若干个形状不同的下模槽,若干所述下模槽沿所述下模套筒的周向分布,所述机架上设有换模机构,所述换模机构包括位于上模架下方的转动轴,所述下模套筒套接在所述转动轴上,所述转动轴的两个端壁上均固定连接有一个支杆,所述机架上固定连接有一个第一驱动电机,所述第一驱动电机与所述控制器电连接,所述第一驱动电机的输出轴与其中一个支杆固定连接,所述机架上插接有支座,所述另一个支杆转动连接在所述支座中,料板搭接在下模套筒上。
8.通过采用上述技术方案,当操作人员需要更换新的下模时,控制器控制第一驱动电机工作,第一驱动电机工作带动支杆以及转动轴转动,转动轴转动带动下模套筒转动,下模套筒转动带动若干下模槽转动,当选定的下模槽转动至上模的正下方时,控制器控制第一驱动电机停止工作,然后操作人员将上模取下,并将与选定的下模槽相对应的上模固定在上模架上,使操作人员可以更方便的更换下模,节约了人力,提高了折弯机的加工效率。
9.当上模固定完成后,操作人员将料板放置在下模套筒上,接着控制器控制驱动件工作,驱动件工作带动上模架以及上模向靠近下模套筒的方向移动,从而使上模与下模槽配合对料板进行折弯。
10.可选的,所述折弯机还包括定位机构,所述定位机构包括滑动连接在所述机架相对两个内侧壁之间的滑轨,所述滑轨上滑动插接有两个用于对料板进行定位的靠尺,所述
靠尺与所述滑轨之间通过夹紧件进行固定,所述机架上还设有驱动滑轨移动的驱动组件,所述驱动组件包括第二驱动电机,所述第二驱动电机与所述控制器电连接,所述控制器电连接有用于输入第二驱动电机转动信息的用户交互端,所述控制器还电连接有用于对用户交互端输入信息进行存储的存储模块。
11.通过采用上述技术方案,当操作人员需要对料板进行折弯时,操作人员将料板搭接在下模套筒上,并使料板的一端与靠尺靠近转动轴的一端抵接,通过设置靠尺使操作人员可以更好的对料板进行定位,在操作人员需要对料板的不同位置进行折弯前,操作人员首先将需要的第二驱动电机转动信息输入用户交互端,存储模块对用户交互端输入的信息进行存储,当需要对料板的不同位置进行折弯时,通过用户交互端选择需要的第二驱动电机转动信息,此时控制器控制第二驱动电机转动,第二驱动电机转动带动滑轨以及靠尺移动,从而改变靠尺靠近转动轴的端面与转动轴之间的间距,使料板的加工位置改变,实现对料板不同的位置进行加工的目的。
12.可选的,所述存储模块中预设有驱动件伸长时的第一行程值,所述第一行程值为上模由初始位置移动至料板上表面之间的距离值,当驱动件伸长至第一行程值时,所述控制器控制所述第二驱动电机开始转动。
13.通过采用上述技术方案,当需要对料板进行折弯时,操作人员将料板放置在下模套筒上,并将料板的一个侧壁与靠尺抵接,控制器控制驱动件带动上模架以及上模向靠近下模套筒的方向移动,当驱动件移动至第一行程值时,控制器控制第二驱动电机工作,第二驱动电机工作带动滑轨以及靠尺向远离转动轴的方向移动,从而使靠尺与料板脱离接触,减小靠尺对料板的折弯产生不利影响的可能性。
14.可选的,所述滑轨的底面上固定连接有两个滑杆,每个所述滑杆上均螺纹连接有一个贯穿滑杆的丝杠,所述丝杠与所述滑杆相互垂直设置,所述机架靠近其中一个丝杠的内侧壁上固定连接有一个第二驱动电机,所述第二驱动电机的输出轴与相靠近的丝杠固定连接,与所述第二驱动电机输出轴固定连接的丝杠上固定连接有主动皮带轮,远离所述第二驱动电机的丝杠上固定连接有从动皮带轮,所述主动皮带轮与所述从动皮带轮均位于相对应的丝杠远离所述第二驱动电机的一端,所述主动皮带轮与所述从动皮带轮之间共同套接有传动皮带。
15.通过采用上述技术方案,当需要对料板进行折弯时,操作人员将料板放置在下模套筒上,并将料板的一个侧壁与靠尺抵接,使操作人员可以更好的确认料板折弯的位置,控制器控制驱动件带动上模架以及上模向靠近下模套筒的方向移动,当驱动件移动至第一行程值时,控制器控制第二驱动电机工作,第二驱动电机工作带动与第二驱动电机固定连接的丝杠以及主动皮带轮转动,主动皮带轮转动带动传动皮带转动,传动皮带转动带动从动皮带轮转动,从动皮带轮转动带动与从动皮带轮固定连接的丝杠转动,从而使两个丝杠同时转动,两个丝杠转动带动滑杆以及滑轨向远离转动轴的方向移动,使滑轨带动靠尺朝远离转动轴的方向移动,从而使靠尺与料板脱离接触,随着驱动件带动上模继续移动,上模与下模槽配合对料板进行折弯。
16.可选的,所述转动轴与所述下模套筒之间通过连接组件进行固定。
17.通过采用上述技术方案,当下模套筒套接在转动轴上时,连接组件对转动轴与下模套筒之间进行固定,减小转动轴在转动时下模套筒与转动轴发生分离的可能性。
18.可选的,所述连接组件包括弹簧以及限位块,所述下模套筒的内侧壁上开设有若干安装槽,所述弹簧固定连接在所述安装槽的底壁上,所述限位块固定连接在所述弹簧上,所述限位块呈半球状,所述限位块呈圆弧状的一侧位于弹簧远离限位槽底壁的一侧,所述转动轴上开设有与安装槽一一对应的限位槽。
19.通过采用上述技术方案,当操作人员需要更换下模套筒时,操作人员首先将支座与机架进行分离,接着向远离第一驱动电机的方向拉动下模套筒,使限位槽的槽壁将限位块向安装槽中进行推动,限位块移动对弹簧进行压缩,当限位块完全位于安装槽中时,弹簧处于压缩状态,操作人员继续拉动下模套筒,直至下模套筒与转动轴分离,此时操作人员将新的下模套筒与转动轴对齐,然后向靠近第一驱动电机的方向推动下模套筒,当转动轴的侧壁与限位块接触时,操作人员继续推动下模套筒,转动轴的侧壁推动限位块向安装槽中移动,直至限位块完全位于安装槽中,继续推动下模套筒,当安装槽与限位槽对齐时,弹簧恢复形变并带动限位块向限位槽中移动,直至限位块与限位槽的底壁接触,此时限位块对下模套筒以及转动轴进行固定,减小转动轴在转动时下模套筒与转动轴发生分离的可能性。
20.可选的,靠近所述第一驱动电机的支杆与所述第一驱动电机之间设有减速组件,所述减速组件包括蜗杆以及与蜗杆啮合的蜗轮。
21.通过采用上述技术方案,当需要更换下模槽时,控制器控制第一驱动电机工作,第一驱动电机工作带动下模套筒转动从而更换下模槽,通过设置减速组件使下模套筒的转动速度尽量低,使操作人员可以更好的控制下模套筒的转动角度,从而可以更好选定下模槽。
22.可选的,所述蜗杆与所述第一驱动电机的输出轴固定连接,所述蜗轮固定连接在相对应的支杆上,所述蜗轮与相对应的支杆共轴线设置。
23.通过采用上述技术方案,当需要更换下模槽时,控制器控制第一驱动电机工作,第一驱动电机的输出轴转动带动蜗杆转动,蜗杆转动多周带动蜗轮转动一周,从而使下模套筒的转动速度尽量低,使操作人员可以更好的控制下模套筒进行转动。
24.可选的,所述机架上开设有滑移槽,所述滑移槽位于所述转动轴远离所述第一驱动电机的一侧,所述滑移槽靠近所述第一驱动电机的底壁上开设有插接槽,所述插接槽与所述滑移槽相连通,所述支座包括立杆,所述立杆的一端固定连接有下环架,下环架上铰接有上环架,下环架与上环架之间通过螺栓进行固定,所述立杆远离下环架的一端固定连接有滑块,所述滑块插接在所述插接槽中。
25.通过采用上述技术方案,当更换完下模套筒后,将滑块插接在滑移槽中,然后向靠近第一驱动电机的方向推动立杆,立杆带动滑块移动,当滑块移动至插接槽上方时,滑块与立杆发生下落,使滑块位于插接槽中,插接槽对支座进行固定,减小支座与机架发生相对移动的可能性。
26.可选的,所述上环架与所述下环架相对的表面上均转动连接有若干滚珠,所述滚珠与所述支杆的侧壁接触。
27.通过采用上述技术方案,当支杆在支座中发生转动时,滚珠使支杆在上环架与下环架之间转动时更加顺畅,从而减小摩擦力对转动轴的转动产生不利影响的可能性。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.通过设置控制器、驱动件、第一驱动电机、转动轴、下模套筒、下模槽,使操作人
员可以更方便的更换下模,提高了折弯机的加工效率;
30.2.通过设置弹簧以及限位块,限位块对转动轴以及下模套筒之间进行固定,减小转动轴转动时下模套筒与转动轴发生相互分离的可能性;
31.3.通过设置蜗轮与蜗杆,使转动轴的转动速度尽量低,从而使操作人员可以更好的控制下模套筒的转动角度。
附图说明
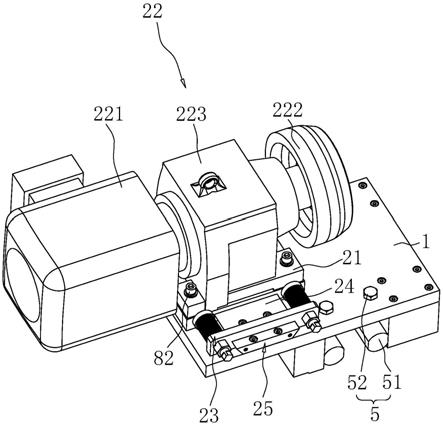
32.图1是本技术实施例体现折弯机整体结构的示意图。
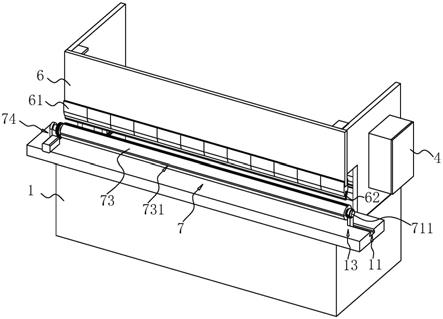
33.图2是本技术实施例体现定位机构整体结构的剖视图。
34.图3是本技术实施例的结构框图。
35.图4是本技术实施例体现连接组件整体结构的剖视图。
36.图5是本技术实施例体现支座整体结构的爆炸图。
37.图6是本技术实施例体现减速组件整体结构的示意图。
38.附图标记说明:1、机架;11、滑移槽;12、插接槽;13、支座;131、立杆;132、滑块;133、下环架;134、上环架;135、滚珠;2、控制器;3、存储模块;4、用户交互端;5、驱动件;6、上模架;61、夹持件;62、上模;7、换模机构;71、转动轴;711、支杆;712、限位槽;72第一驱动电机;73、下模套筒;731、下模槽;732、安装槽;74、减速组件;741、蜗杆;742、蜗轮;8、连接组件;81、弹簧;82、限位块;9、定位机构;91、滑轨;92、靠尺;93、夹紧件;94、滑杆;95、驱动组件;951、丝杠;952、主动皮带轮;953、从动皮带轮;954、传动皮带;955、第二驱动电机。
具体实施方式
39.以下结合附图1-6对本技术作进一步详细说明。
40.本技术实施例公开一种液压料板折弯机。参照图1与图2,折弯机包括机架1,机架1中设有控制器2以及存储模块3,机架1的侧壁设有用户交互端4,操作人员可以通过用户交互端4预先输入信息,存储模块3用于存储操作人员预设的信息;存储模块3以及用户交互端4均与控制器2电连接。
41.参照图2与图3,机架1上设有一对驱动件5,本实施例中驱动件5为液压缸,在其他实施例中驱动件5还可以为气缸等,每个液压缸均与控制器2电连接,两个液压缸均呈竖直设置,两个液压缸沿机架1的长度方向对称分布。参照图1,两个液压缸伸缩杆的端部共同固定连接有一个上模架6,上模架6的底部固定连接有若干个夹持件61,若干个夹持件61沿上模架6的长度方向等间距排列,若干个夹持件61共同夹持有一个上模62。机架1上还设有换模机构7,换模机构7位于上模架6的正下方。
42.参照图1、图3与图4,换模机构7包括转动轴71,转动轴71位于上模架6的正下方,转动轴71的两个端面上均固定连接有一个支杆711,两个支杆711均与转动轴71共轴线设置。机架1上固定连接有驱动转动轴71转动的第一驱动电机72,第一驱动电机72位于其中一个支杆711远离转动轴71的一侧,第一驱动电机72与控制器2电连接。
43.机架1上开设有呈t形的滑移槽11,滑移槽11位于支杆711远离第一驱动电机72的一侧,滑移槽11的长度方向沿转动轴71的长度方向设置,滑移槽11靠近第一驱动电机72一端的底壁上开设有插接槽12,插接槽12与滑移槽11相连通。
44.参照图1与图5,插接槽12中插接有一个支座13,支座13包括立杆131,立杆131的一端固定连接有呈t形的滑块132,立杆131的另一端固定连接有一个下环架133,下环架133上铰接有一个上环架134,上环架134与下环架133的内壁上均转动连接有若干滚珠135,若干滚珠135沿上环架134与下环架133形成的圆周等间距分布,本实施例中上环架134与下环架133上的滚珠135的总数量为6个,上环架134与下环架133之间通过螺栓螺母进行固定。远离第一驱动电机72的支杆711插接在支座13上,且支杆711与滚珠135接触;滚珠135使支杆711可以在支座13中转动的更加顺畅,从而使转动轴71转动的更加顺畅。
45.参照图1与图3,转动轴71上套接有一个下模套筒73,下模套筒73与转动轴71共轴线设置。下模套筒73上开设有多个不同角度的下模槽731,操作人员可以根据实际使用的情况选择在下模套筒73上开设常用的下模槽731。多个下模槽731沿下模套筒73的周向等间距分布。下模套筒73与转动轴71之间设有连接组件8,连接组件8具有减少下模套筒73与转动轴71发生脱离的作用。
46.下模套筒73内壁的两端均开设有一对安装槽732,每对安装槽732均沿下模套筒73的周向对称分布,转动轴71上开设有与安装槽732一一对应的限位槽712。连接组件8包括固定连接在安装槽732底壁上的弹簧81,弹簧81远离安装槽732底壁的一端固定连接有一个限位块82,限位块82呈半球状,限位块82呈圆弧状的一侧朝远离弹簧81的方向设置。当下模套筒73套接在转动轴71上且安装槽732与限位槽712对齐时,限位块82部分位于限位槽712中,弹簧81此时处于未压缩状态。
47.参照图1与图6,换模机构7还包括减速组件74,减速组件74位于第一驱动电机72与靠近第一驱动电机72的支杆711之间。减速组件74包括与第一驱动电机72的输出轴固定连接的蜗杆741,蜗杆741的轴线与第一驱动电机72输出轴的轴线共线设置。支杆711靠近第一驱动电机72的端壁上固定连接有蜗轮742,蜗轮742与支杆711共轴线设置,且蜗轮742与蜗杆741啮合。蜗杆741的螺旋线升角小于蜗杆741与蜗轮742啮合齿间的当量摩擦角,从而蜗轮742与蜗杆741可以发生自锁。
48.参照图1与图2,机架1上还设置有定位机构9,定位机构9包括滑动连接在机架1相对的一对内侧壁之间的滑轨91,滑轨91上滑动连接有两个靠尺92,两个靠尺92沿滑轨91的长度方向排列,每个靠尺92与滑轨91之间均设有夹紧件93,靠尺92与滑轨91之间通过夹紧件93进行固定。滑轨91两端的底面上均固定连接有一个滑杆94,每个滑杆94均垂直于滑轨91。
49.定位机构9还包括驱动滑轨91移动的驱动组件95,驱动组件95包括螺纹连接在滑杆94远离滑轨91的一端的丝杠951,每个丝杠951均贯穿相对应的滑杆94,且每个丝杠951均与相对应的滑杆94相互垂直。其中一个丝杠951靠近转动轴71的一端固定连接有一个主动皮带轮952,另一个丝杠951靠近转动轴71的一端固定连接有一个从动皮带轮953,主动皮带轮952、从动皮带轮953均与相对应的丝杠951共轴线设置;主动皮带轮952与从动皮带轮953上共同套接有一个传动皮带954。
50.参照图2与图3,机架1的内侧壁上固定连接有一个第二驱动电机955,第二驱动电机955位于丝杠951远离主动皮带轮952的一侧,第二驱动电机955的输出轴与相靠近的丝杠951固定连接,且第二驱动电机955的输出轴与丝杠951共轴线设置,第二驱动电机955与控制器2之间电连接。
51.在对料板进行折弯前,操作人员通过用户交互端4输入第一行程值以及第二行程值,第一行程值为上模62由最初的位置移动至与料板接触的距离,第二行程值为上模62由与料板接触的位置移动至与下模槽731配合的位置之间的距离,存储模块3对第一行程值以及第二行程值进行存储。
52.当需要对料板进行折弯时,操作人员根据需要加工的折弯角度选择相对应的下模槽731,控制器2控制第一驱动电机72的输出轴转动,第一驱动电机72的输出轴转动带动蜗杆741转动,蜗杆741与蜗轮742啮合,蜗轮742转动带动支杆711与转动轴71转动,转动轴71转动带动下模套筒73转动,当选定的下模槽731转动至上模62的正下方时,控制器2控制第一驱动电机72的输出轴停止转动,使操作人员可以更方便的更换下模,提高了折弯机的加工效率。
53.因蜗杆741转动多周带动蜗轮742转动一周,从而使支杆711与转动轴71的转动速度尽量低,使选定的下模槽731的止停位置更加精准。因蜗杆741的螺旋线升角小于蜗杆741蜗轮742啮合齿间的当量摩擦角,从而蜗轮742蜗杆741可以发生自锁,减小第一驱动电机72停止工作后下模槽731的位置发生改变的可能性。
54.当下模槽731的位置确定后,操作人员打开若干夹持件61,接着取下上模62,将与下模槽731相对应的上模62通过夹持件61进行固定,然后操作人员将料板放置在下模套筒73上,此时靠尺92的位置为初始位置,操作人员将料板的一个侧壁抵接在靠尺92靠近转动轴71的侧壁上,操作人员保持握住料板,接着控制器2控制液压缸工作,液压缸工作带动上模架6移动,上模架6移动带动上模62向靠近下模套筒73的方向移动。
55.当液压缸到达第一行程值时,控制器2控制第二驱动电机955的输出轴转动,第二驱动电机955带动与第二驱动电机955输出轴固定连接的丝杠951转动,丝杠951转动带动主动皮带轮952转动,主动皮带轮952转动带动传动皮带954转动,传动皮带954转动带动从动皮带轮953转动,从动皮带轮953转动带动相对应的丝杠951转动,通过设置主动皮带轮952、从动皮带轮953以及传动皮带954使两个丝杠951可以同时转动。
56.丝杠951转动带动滑杆94沿丝杠951的长度方向移动,滑杆94移动带动滑轨91以及靠尺92向远离转动轴71的方向移动,从而使靠尺92与料板脱离接触,减小靠尺92与料板接触导致对料板的折弯角度产生不利影响的可能性。随着上模架6继续向靠近转动轴71的方向移动,上模62与料板接触并对料板进行折弯。当上模62与相对应的下模槽731配合时,完成对料板的折弯;当上模62到达第二行程值处时,控制器2控制液压缸工作,液压缸工作带动上模架6以及上模62向远离转动轴71的方向移动。
57.在液压缸带动上模架6以及上模62向远离转动轴71的方向移动的同时,控制器2控制第二驱动电机955工作,第二驱动电机955带动与第二驱动电机955的输出轴固定连接的丝杠951转动,丝杠951转动带动主动皮带轮952、传动皮带954以及从动皮带轮953转动,从而使滑杆94带动滑轨91以及靠尺92向靠近转动轴71的方向移动,直至靠尺92恢复初始位置。
58.当需要调整两个靠尺92之间的间距时,操作人员松动与靠尺92相对应的夹紧件93,然后调整两个靠尺92之间的距离,当两个靠尺92之间的距离调整至需要的距离时,操作人员紧固夹紧件93使靠尺92与滑轨91固定,从而固定两个靠尺92之间的间距。
59.当需要改变料板的折弯位置时,操作人员通过用户交互端4预先输入不同的第二
驱动电机955转动信息,存储模块3对不同的第二驱动电机955转动信息进行存储。当需要对料板不同的位置进行折弯加工时,操作人员通过用户交互端4选择需要的第二驱动电机955转动信息,接着控制器2控制第二驱动电机955转动,第二驱动电机955转动带动丝杠951转动,丝杠951转动带动滑轨91以及靠尺92移动,改变了靠尺92靠近转动轴71的一端与转动轴71轴线之间的距离,从而使料板的加工位置改变。
60.当需要更换下模套筒73时,操作人员首先拧动固定上环架134与下环架133的螺栓,接着转动上环架134,使上环架134与下环架133分离,然后向上抬动立杆131,使滑块132脱离插接槽12并位于滑移槽11中,向远离支杆711的方向推动立杆131,使立杆131沿滑移槽11的长度方向移动。
61.当滑块132脱离滑移槽11时,操作人员向远离第一驱动电机72的方向拉动下模套筒73,下模套筒73移动使限位槽712的槽壁对限位块82进行推动,从而使限位块82向靠近安装槽732内移动,限位块82移动对弹簧81进行挤压,直至限位块82完全位于安装槽732内。操作人员继续拉动下模套筒73,直至下模套筒73与转动轴71完全脱离。
62.此时操作人员可以更换新的下模套筒73,操作人员将新的下模套筒73与转动轴71对齐,然后向靠近第一驱动电机72的方向推动下模套筒73,当限位块82的侧壁与转动轴71的端壁接触时,随着操作人员继续推动下模套筒73,转动轴71的端壁对限位块82进行挤压,使限位块82向安装槽732内移动,当限位块82完全位于安装槽732中时,弹簧81处于压缩状态,操作人员继续推动下模套筒73,使下模套筒73完全套接在转动轴71上。
63.当下模套筒73完全套接在转动轴71上时,操作人员转动下模套筒73,当安装槽732与限位槽712对齐时,弹簧81恢复形变带动限位块82向限位槽712中移动,直至限位块82位于限位槽712中,且限位块82的侧壁与限位槽712的底壁接触。此时限位块82与限位槽712配合,使下模套筒73与转动轴71之间固定,从而达到更换新的下模套筒73的目的。
64.当下模套筒73更换完成后,操作人员将滑块132插接在滑移槽11中,然后向靠近第一驱动电机72的方向推动立杆131,使立杆131带动上环架134以及下环架133沿滑移槽11移动,当立杆131位于插接槽12上方时,滑块132下落至插接槽12中,从而使插接槽12对立杆131进行固定,减小转动轴71在转动过程中支座13与机架1的位置发生改变的可能性。
65.本技术实施例一种液压料板折弯机的实施原理为:当需要对料板进行折弯时,操作人员将料板放置在下模套筒73上,并将料板与靠尺92抵接,然后控制器2控制液压缸带动上模架6以及上模62向靠近下模套筒73的方向移动,此时控制器2控制第二驱动电机955工作,使第二驱动电机955带动滑轨91以及靠尺92向远离料板的方向移动,上模62继续向靠近下模套筒73的方向移动,直至上模62与下模槽731配合对料板进行折弯。
66.当需要更换不同的下模槽731时,控制器2控制第一驱动电机72工作,第一驱动电机72工作带动转动轴71以及下模套筒73转动,直至选定的下模槽731位于上模62的正下方时,第一驱动电机72停止工作,然后打开夹持件61,更换与下模槽731相对应的上模62,并通过夹持件61固定上模62。
67.当需要更换新的下模套筒73时,操作人员首先拧动固定上环架134与下环架133的螺栓,接着转动上环架134,使上环架134与下环架133分离,向上抬动并推动立杆131,使立杆131与机架1分离,然后向远离第一驱动电机72的方向拉动下模套筒73,使下模套筒73与转动轴71完全分离,最后将新的下模套筒73与转动轴71对齐,并推动下模套筒73使下模套
筒73完全套接在转动轴71上。
68.当下模套筒73更换完成后,操作人员将支座13再次插接在机架1上。
69.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。