一种镁铝合金板定型分离方法
1.本技术是发明专利申请《一种镁铝合金板压平矫正方法》的分案申请。
2.原案申请日:2020
‑
05
‑
26。
3.原案申请号:2020104559458。
4.原案发明名称:一种镁铝合金板压平矫正方法。
技术领域
5.本发明一种镁铝合金板定型分离方法涉及合金加工技术领域。
背景技术:
6.镁铝合金被广泛地应用于航空航天产品中,例如飞机着落轮,齿轮箱盖和直升机水平旋翼附件等。随着镁铝合金熔炼及制造技术不断提高,在国防工业中坦克装甲部分结构件、导弹壳体和尾翼等方面铝镁合金也得到广泛使用。尤其在一些平面装置中,如飞片、样品等关键或重要部件,需要实现极高精度、近无缺陷的超精密平面化加工。
7.通常对于室温下塑性变形不好的金属材料如镁合金,矫直前通常需要预先进行加热使其软化,而工业上通常采用的加热方法,其中火焰加热设备简单,但对于镁合金或铝合金等低熔点的金属材料,采用明火加热容易导致材料熔化甚至燃烧,给镁铝合金压平矫正带来了困难,传统的压平矫正方法存在以下问题;
8.(1)室温下镁铝合金为塑性变形差的金属材料,直接加压易发生破裂;
9.(2)加热不均匀,未被彻底软化,加压时,已发生破裂;
10.(3)镁铝合金等低熔点的金属材料,采用明火加热容易导致材料熔化甚至燃烧;
11.(4)软化处理后的镁铝合金经处理后,虽能大致平整,但是受力不均易出现厚度不一致,薄厚不均,影响板材的强度;
12.针对上述问题,特提供一种镁铝合金板压平矫正装置、方法及相关关键技术。
技术实现要素:
13.本发明克服了上述现有技术的不足,提供了一种镁铝合金板定型分离方法,将其应用于镁铝合金板压平矫正装置和方法,用以解决现有的如何均匀加热、如何加压避免破裂和如何克服薄厚不均的问题。
14.本发明的技术方案:
15.一种镁铝合金板定型分离方法,启动定位电机顺时针转动,通过转轴带动多个凸轮转动,凸轮的转动,使相邻的夹板之间产生相对位移,然后关闭定位电机,产生相对位移的夹板,使错开的限位夹孔发生相对移动,相互对应,迫使限位夹孔的侧壁与定位杆轴的侧壁相分离,解除限位夹孔的侧壁与定位杆轴产生的力的作用,改变对电磁盘进行通电的电流方向,此时电磁盘与磁块之间的磁力为相互吸引的引力,磁块拉动定位杆轴沿着摩擦箱体向内伸入,使抵靠在镁铝合金板的端面侧壁上的多个阵列设置的摩擦块,与镁铝合金板分离。
16.上述的一种镁铝合金板定型分离方法,在镁铝合金板压平矫正装置的摩擦构件上实现。
17.本发明的有益效果为:
18.第一、本装置通过摩擦构件对镁铝合金板进行剧烈的摩擦,能够使镁铝合金板的两侧同时加热,使镁铝合金板的凹凸曲面的软化更加有效彻底,经软化的镁铝合金板在压平构件的均布荷载的作用下,能够使镁铝合金板的凹凸曲面逐渐变平,同时又解决了双侧同时受力挤压造成镁铝合金板薄厚不一致的问题。
19.第二、通过对电磁盘进行通电,电磁盘与磁块之间的磁力作用,可使摩擦块抵靠在镁铝合金板的端面侧壁上,并通过定位电机带动多个凸轮转动,使相邻的夹板之间产生相对位移,使对应设置的限位夹孔相互错开,将定位杆轴牢牢夹住,以保持多个阵列设置的摩擦块随着镁铝合金板表面凹凸变化所保持的排列状态,并且摩擦构架对称设置在镁铝合金板的两侧,能够使两侧的摩擦块均充分贴合,通过的激振器的剧烈振动,使完全贴合在镁铝合金板表面的多个摩擦块在振动的作用下,通过做功的形式,剧烈摩擦,产生热量,使镁铝合金板的两侧表面的温度同时升高,逐渐软化,同时升温均匀,能够完成对凹凸曲面的全面彻底软化处理,以克服加热软化不均匀,加压易破裂的问题,进而也解决了直接加热,镁铝合金熔点低,易熔化燃烧的问题。
20.第三、启动定位电机顺时针转动,通过转轴带动多个凸轮转动,使相邻的夹板之间产生相对位移,使错开的限位夹孔发生相对移动,相互对应,迫使限位夹孔的侧壁与定位杆轴的侧壁相分离,解除限位夹孔的侧壁与定位杆轴产生的力的作用,改变对电磁盘进行通电的电流方向,此时电磁盘与磁块之间的磁力为相互吸引的引力,磁块拉动定位杆轴沿着摩擦箱体向内伸入,使抵靠在镁铝合金板的端面侧壁上的多个阵列设置的摩擦块与镁铝合金板分离,便于镁铝合金板的传送,有助于机械加工,提高工作效率。
21.第四、启动推压电机顺时针转动,带动推压板向压平箱体外侧移动,推压板向压平箱体外侧逐渐移动的过程中,先通过压平柱将力作用在镁铝合金板凹凸曲面凸起最高点处,并推动作用在凹凸曲面凸起最高点出的压平柱向外移动,并将力作用在凸起的邻域处,使凸起的最高点邻域区域逐渐发生微小变形至平整,在推压板的作用下,逐渐作用最高点周围的压平柱上,使平整部分的面积逐渐扩大,有效的使镁铝合金板被作用区域复位共面,使矫正更加充分彻底。
22.第五、压平柱对镁铝合金板表面的力的作用情况,由压力变形导致接触的点逐渐变化为接触的面,使集中应力变化为均布荷载,使受力更加均匀,同时多个阵列设置的压平柱作用在镁铝合金板的凸起处时,凸起的另一侧镁铝合金板的曲面为内凹的,并且对于内凹最低点压平柱是不能先接触到推压板的,此时内凹处这一侧是没有力作用在镁铝合金板的表面上的,迫使镁铝合金板凸起处为单侧受力,有效克服了双侧受力造成软化的镁铝合金板变薄的问题。
附图说明
23.图1为一种镁铝合金板压平矫正装置的整体结构示意图;
24.图2为摩擦构件与镁铝合金板贴合示意图;
25.图3为摩擦构件的整体机构示意图;
26.图4为摩擦构件剖面主视图;
27.图5为摩擦构件剖面俯视图;
28.图6为摩擦构件与镁铝合金板贴合的局部放大图;
29.图7为夹板之间发生相对位移前后对比示意图;
30.图8为压平构件与镁铝合金板位置关系示意图;
31.图9为压平构件与镁铝合金板贴合示意图;
32.图10为压平构件挤压镁铝合金板局部变形图;
33.图11为压平构件对镁铝合金板压平示意图;
34.图12为压平构件剖面主视图;
35.图13为压平构件剖面俯视图;
36.图14为压平构件与镁铝合金板作用的局部放大图。
37.图中:1
‑
镁铝合金板、2
‑
传送构件、3
‑
摩擦构件、3
‑1‑
摩擦箱体、3
‑2‑
限位板、3
‑
3夹板、3
‑4‑
磁块、3
‑5‑
限位夹孔、3
‑6‑
定位杆轴、3
‑7‑
摩擦块、3
‑8‑
电磁盘、3
‑9‑
调位组、3
‑9‑1‑
u型框、3
‑9‑2‑
定位电机、3
‑9‑3‑
凸轮、3
‑
10
‑
激振器、4
‑
压平构件、4
‑1‑
压平箱体、4
‑2‑
圆形片、4
‑3‑
压平柱、4
‑4‑
柱形空腔、4
‑5‑
条形限位孔、4
‑6‑
压力弹簧、4
‑7‑
拉力弹簧、4
‑8‑
推压板、4
‑9‑
推压电机、4
‑
10
‑
丝杠螺杆、4
‑
11
‑
螺纹套筒。
具体实施方式
38.以下将结合附图,对本发明进行详细说明:
39.具体实施方式一
40.本实施例是一种镁铝合金板压平矫正装置实施例。
41.如图1、2、8、9、10、11所示,本实施例公开的一种镁铝合金板压平矫正装置,包括传送构件2、摩擦构件3、压平构件4;所述镁铝合金板1能够在多个传送构件2作用下进行间歇式移动,沿着镁铝合金板1移动方向依次设置有摩擦构件3和压平构件4,所述摩擦构件3和压平构件4均对称设置在镁铝合金板1两侧,并与镁铝合金板1相抵靠,所述摩擦构件3能够适应镁铝合金板1表面凹凸变化,对不平整的镁铝合金板1进行全面彻底的摩擦,并通过激振摩擦快速生热使镁铝合金板1温度升高,完成软化处理,所述压平构件4能够将力的作用形式由集中荷载变为均布荷载并向外扩散,所述压平构件4作用在处理后的镁铝合金板1的凸起处,能够使凸起的邻域逐渐发生微小形变至平整,并在压平构件4的作用下使变为平整部分的边缘的邻域区域逐渐形变至平整,使平整部分的面积逐渐扩大,并在压平构件4的作用的推动下,能够使镁铝合金板1被作用区域复位共面,完成压平矫正;
42.所述摩擦构件3能够适应镁铝合金板1表面凹凸变化,并针对镁铝合金板1表面的凹凸变化进行自身调整,使摩擦构件3能够完全与表面的凹凸变化相抵靠,并通过摩擦构件3自身的激振,使摩擦构件3和镁铝合金板1发生微小的相对位移,产生摩擦,并通过对称设置在镁铝合金板1两侧摩擦构件3的共同作用下,有效的对不平整的镁铝合金板1进行全面彻底的均匀的摩擦,快速生热使镁铝合金板1温度升高,能够完成对凹凸曲面的全面彻底软化处理,以克服加热软化不均匀,加压易破裂的问题,进而也解决了直接加热,镁铝合金熔点低,易熔化燃烧的问题;
43.所述压平构件4对镁铝合金板1表面的力的作用情况,由接触的点逐渐变化为接触
的面,使集中应力变化为均布荷载,使受力更加均匀,同时压平构件4作用在镁铝合金板1的凸起处时,凸起的另一侧镁铝合金板1为内凹处,并且对于内凹最低点压平构件4对其没有力的作用,这样镁铝合金板1凸起处为单侧受力,有效克服了双侧受力造成软化的镁铝合金板1变薄的问题;
44.本装置通过摩擦构件3的进行剧烈的摩擦,能够使镁铝合金板1的两侧同时加热,使镁铝合金板1的凹凸曲面的软化更加有效彻底,经软化的镁铝合金板1在压平构件4的均布荷载的作用下,能够使镁铝合金板1的凹凸曲面逐渐变平,同时又解决了双侧同时受力挤压造成镁铝合金板1薄厚不一致的问题;
45.将需要压平矫正的条形镁铝合金板1的一端依次穿过起始的传送构件2、对称设置的摩擦构件3、压平构件4和下一个传送构件2,通过控制传送构件2能够对镁铝合金板1移动和停止的间歇传动,通过传送构件2的传动作用能够将摩擦构件3软化处理的镁铝合金板1传动至压平构件4的作用区域,进行机械化处理;
46.传送构件2的间歇周期t1和摩擦构件的震动摩擦时间t可通过人为控制,也可实现设定参数,其目的是针对不同厚度的镁铝合金板1,同时也可实现对需要进行压平矫正的镁铝合金板1需要矫正的凹凸曲面进行标记,针对具体的镁铝合金板1进行自行控制,使资源得到有效的利用,摩擦构件3和压平构件4设置时,要注意紧邻,目的是使板材矫正连续不间断。
47.具体实施方式二
48.本实施例是一种镁铝合金板压平矫正方法的实施例。
49.本实施例公开的一种镁铝合金板压平矫正方法,包括以下步骤:
50.步骤a、参数调节、根据需要压平矫正的镁铝合金板1的厚度,设定三个参数:
51.参数一、激振器3
‑
10的震动时间t;
52.参数二、推压电机4
‑
9的转动速度;
53.参数三、传送构件2间歇传动间隔为t1;
54.步骤b、安装板材、将需要压平矫正的条形镁铝合金板1的一端依次穿过起始的传送构件2、对称设置的摩擦构件3、对称设置的压平构件4和下一个传送构件2,以完成安装;
55.步骤c、贴合定型、对电磁盘3
‑
8进行通电,此时电磁盘3
‑
8与磁块3
‑
4之间的磁力为相互排斥,磁块3
‑
4推动定位杆轴3
‑
6沿着摩擦箱体3
‑
1向外伸出,使多个阵列设置的摩擦块3
‑
7抵靠在镁铝合金板1的端面侧壁上,启动定位电机3
‑9‑
2逆时针转动,通过转轴带动多个凸轮3
‑9‑
3转动,凸轮3
‑9‑
3的转动,使相邻的夹板3
‑
3之间产生相对位移,然后关闭定位电机3
‑9‑
2,产生相对位移的夹板3
‑
3使对应设置的限位夹孔3
‑
5发生相对移动,相互错开,迫使限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6的侧壁相抵靠,通过错位的限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6产生的力的作用,将定位杆轴3
‑
6牢牢夹住,以保持多个阵列设置的摩擦块3
‑
7随着镁铝合金板1表面凹凸变化所保持的排列状态,充分贴合,完成定型;
56.步骤d、摩擦软化;启动摩擦箱体3
‑
1侧壁上设置的激振器3
‑
10,激振器3
‑
10的剧烈振动,带动摩擦箱体3
‑
1剧烈震动,完全贴合在镁铝合金板1表面的多个摩擦块3
‑
7在震动的作用下,产生微小的相对位移,使镁铝合金板1与摩擦块3
‑
7相互剧烈摩擦,产生热量,通过做功的形式,并通过对称设置在镁铝合金板1两侧的摩擦箱体3
‑
1的振动作用,使镁铝合金板1的表面的温度同时升高,逐渐软化,同时升温均匀,软化彻底;
57.步骤e、分离传送、启动定位电机3
‑9‑
2顺时针转动,通过转轴带动多个凸轮3
‑9‑
3转动,凸轮3
‑9‑
3的转动,使相邻的夹板3
‑
3之间产生相对位移,然后关闭定位电机3
‑9‑
2,产生相对位移的夹板3
‑
3,使错开的限位夹孔3
‑
5发生相对移动,相互对应,迫使限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6的侧壁相分离,解除限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6产生的力的作用,改变对电磁盘3
‑
8进行通电的电流方向,此时电磁盘3
‑
8与磁块3
‑
4之间的磁力为相互吸引的引力,磁块3
‑
4拉动定位杆轴3
‑
6沿着摩擦箱体3
‑
1向内伸入,使抵靠在镁铝合金板1的端面侧壁上的多个阵列设置的摩擦块3
‑
7与镁铝合金板1分离,启动传送构件2,将镁铝合金板1软化处理的部分传送至压平构件4的作用区域;
58.步骤f、压平矫正、启动推压电机4
‑
9顺时针转动,推压电机4
‑
9带动丝杠螺杆4
‑
10顺时针转动,转动丝杠螺杆4
‑
10通过外螺纹和螺纹套筒4
‑
11的内螺纹的作用,推动螺纹套筒4
‑
11带动推压板4
‑
8向压平箱体1外侧移动,推压板4
‑
8向压平箱体1外侧逐渐移动的过程中,会先接触到作用在镁铝合金板1凹凸曲面凸起最高点处的压平柱4
‑
3,并推动作用在凹凸曲面凸起最高点处的压平柱4
‑
3向外移动,并将力作用在经软化处理后的镁铝合金板1凸起的邻域处,使凸起的最高点邻域区域逐渐发生微小变形至平整,变为平整部分的边缘的邻域区域逐渐形变至平整,使平整部分的面积逐渐扩大,随着凹凸曲面的变形,进而推压板4
‑
8推动凸起最高点处压平柱4
‑
3移动,并逐渐作用在凸起最高点周围的压平柱4
‑
3上,使平整部分的面积继续扩大,至镁铝合金板1被作用区域复位共面,以完成压平矫正。
59.具体实施方式三
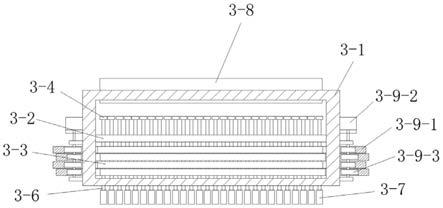
60.本实施例是一种镁铝合金板压平矫正用摩擦构件的实施例。
61.需要说明的是,本实施例的一种镁铝合金板压平矫正用摩擦构件,既可以单独实施,即作为一种镁铝合金板压平矫正装置的一个零件单独存在,又可以对实施例一所述的一种镁铝合金板压平矫正装置做进一步限定。
62.结合图1
‑
7所示,本实施例公开的一种镁铝合金板压平矫正用摩擦构件,其特征在于:包括摩擦箱体3
‑
1、限位板3
‑
2、夹板3
‑
3、磁块3
‑
4、定位杆轴3
‑
6、摩擦块3
‑
7、电磁盘3
‑
8、调位组3
‑
9和激振器3
‑
10;所述摩擦箱体3
‑
1内设置有限位板3
‑
2,限位板3
‑
2下部的摩擦箱体3
‑
1内设置有多个夹板3
‑
3,限位板3
‑
2上部的摩擦箱体3
‑
1内设置有多个磁块3
‑
4,所述摩擦箱体3
‑
1的底壁、限位板3
‑
2均阵列开有多个通孔,所述夹板3
‑
3阵列开有多个限位夹孔3
‑
5,多个定位杆轴3
‑
6阵列设置在摩擦箱体3
‑
1内部,所述定位杆轴3
‑
6的一端与磁块3
‑
4相连接,所述定位杆轴3
‑
6的另一端依次穿过限位板3
‑
2的通孔、多个夹板3
‑
3的限位夹孔3
‑
5和摩擦箱体3
‑
1底部的通孔,并与摩擦块3
‑
7相连接,多个摩擦块3
‑
7阵列设置在摩擦箱体3
‑
1外部并与镁铝合金板1相抵靠,所述摩擦箱体3
‑
1的上端设置有电磁盘3
‑
8,所述电磁盘3
‑
8与磁块3
‑
4相配合,所述调位组3
‑
9对称设置在摩擦箱体3
‑
1的相对外侧壁上,所述调位组3
‑
9与多个夹板3
‑
3相连接,所述激振器3
‑
10设置在摩擦箱体3
‑
1的另一侧壁上;
63.所述电磁盘3
‑
8和磁块3
‑
4配合,能够使阵列设置的摩擦块3
‑
7完全贴合在镁铝合金板1的表面,能够适应镁铝合金板1表面凹凸变化,与镁铝合金板1充分抵靠,调位组3
‑
9能够使多个夹板3
‑
3产生相对位移,使相互对应的通孔相互错开,并通过限位夹孔3
‑
5的侧壁将定位杆轴3
‑
6进行固定,使多个摩擦块3
‑
7定形排列,并在激振器3
‑
10的作用下摩擦块3
‑
7与镁铝合金板1通过剧烈摩擦,升温快速软化;
64.所述调位组3
‑
9包括u型框3
‑9‑
1、定位电机3
‑9‑
2和凸轮3
‑9‑
3;多个u型框3
‑9‑
1穿
过摩擦箱体3
‑
1的侧壁与多个夹板3
‑
3对应连接,u型框3
‑9‑
1的上端对称设置两个定位电机3
‑9‑
2,每一个u型框3
‑9‑
1内均对称设置有两个凸轮,多个凸轮3
‑9‑
3通过对称设置的转轴转动设置,所述凸轮3
‑9‑
3均与u型框3
‑9‑
1的内侧壁相抵靠,对称设置的转轴通过铰接座设置在摩擦箱体3
‑
1的侧壁上;
65.对电磁盘3
‑
8进行通电,此时电磁盘3
‑
8与磁块3
‑
4之间的磁力为相互排斥,磁块3
‑
4推动定位杆轴3
‑
6沿着摩擦箱体3
‑
1向外伸出,使多个阵列设置的摩擦块3
‑
7抵靠在镁铝合金板1的端面侧壁上,启动定位电机3
‑9‑
2逆时针转动,通过转轴带动多个凸轮3
‑9‑
3转动,凸轮3
‑9‑
3的转动,使相邻的夹板3
‑
3之间产生相对位移,然后关闭定位电机3
‑9‑
2,产生相对位移的夹板3
‑
3使对应设置的限位夹孔3
‑
5发生相对移动,相互错开,迫使限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6的侧壁相抵靠,通过错位的限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6产生的力的作用,将定位杆轴3
‑
6牢牢夹住,以保持多个阵列设置的摩擦块3
‑
7随着镁铝合金板1表面凹凸变化所保持的排列状态,并且摩擦构架对称设置在镁铝合金板1的两侧,能够使两侧的摩擦块3
‑
7均充分贴合,完成定型;
66.启动摩擦箱体3
‑
1侧壁上设置的激振器3
‑
10,激振器3
‑
10的剧烈振动,带动摩擦箱体3
‑
1剧烈震动,完全贴合在镁铝合金板1表面的多个摩擦块3
‑
7在震动的作用下,产生微小的相对位移,使镁铝合金板1与摩擦块3
‑
7相互剧烈摩擦,产生热量,通过做功的形式,并通过对称设置的摩擦箱体3
‑
1,使镁铝合金板1的表面的温度同时升高,逐渐软化,同时升温均匀,能够完成对凹凸曲面的全面彻底软化处理,以克服加热软化不均匀,加压易破裂的问题,进而也解决了直接加热,镁铝合金熔点低,易熔化燃烧的问题;
67.启动定位电机3
‑9‑
2顺时针转动,通过转轴带动多个凸轮3
‑9‑
3转动,凸轮3
‑9‑
3的转动,使相邻的夹板3
‑
3之间产生相对位移,然后关闭定位电机3
‑9‑
2,产生相对位移的夹板3
‑
3,使错开的限位夹孔3
‑
5发生相对移动,相互对应,迫使限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6的侧壁相分离,解除限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6产生的力的作用,改变对电磁盘3
‑
8进行通电的电流方向,此时电磁盘3
‑
8与磁块3
‑
4之间的磁力为相互吸引的引力,磁块3
‑
4拉动定位杆轴3
‑
6沿着摩擦箱体3
‑
1向内伸入,使抵靠在镁铝合金板1的端面侧壁上的多个阵列设置的摩擦块3
‑
7与镁铝合金板1分离,便于镁铝合金板1的传送,有助于机械加工,提高工作效率。
68.有以下问题需要说明:
69.第一、本装置的夹板3
‑
3采用四层设置,考虑到空间问题不易设置太多,考虑到加紧力度的问题不易设置太少,故采取四层设置;
70.第二、由摩擦箱体3
‑
1由内向外逐一记作第一层、第二层、第三层和第四层,期中为发生相对移动时,一二三四层夹板3
‑
3上对应的限位夹孔3
‑
5相对其,能够保证定位杆轴3
‑
6在3
‑
3之间自由移动,即定位杆轴3
‑
6与限位夹孔3
‑
5侧壁没有力的作用;
71.第三、控制第一层和第三层夹板3
‑
3的凸轮3
‑9‑
3的设置情况完全一致,控制第二层和第四层夹板的凸轮3
‑9‑
3的设置情况完全一致,第一层和第三层的凸轮3
‑9‑
3设置情况为:加紧状态下,凸轮的指向为上侧12时方向,下侧3使方向,第二层和第四层的凸轮3
‑9‑
3设置情况为:加紧状态下,凸轮3
‑9‑
3的指向为上侧9时方向,下侧为6时方向;
72.第四、摩擦块3
‑
7为方形块,摩擦块3
‑
7的地面和侧面的连接为弧形曲面,其目的防止摩擦时,避免镁铝合金板1的磨损。
73.具体实施方式四
74.本实施例是一种镁铝合金板软化方法的实施例。
75.本实施例公开的一种镁铝合金板软化方法,包括以下步骤:
76.步骤a、对电磁盘3
‑
8进行通电,此时电磁盘3
‑
8与磁块3
‑
4之间的磁力为相互排斥,磁块3
‑
4推动定位杆轴3
‑
6沿着摩擦箱体3
‑
1向外伸出,使多个阵列设置的摩擦块3
‑
7抵靠在镁铝合金板1的端面侧壁上,启动定位电机3
‑9‑
2逆时针转动,通过转轴带动多个凸轮3
‑9‑
3转动,凸轮3
‑9‑
3的转动,使相邻的夹板3
‑
3之间产生相对位移,然后关闭定位电机3
‑9‑
2,产生相对位移的夹板3
‑
3使对应设置的限位夹孔3
‑
5发生相对移动,相互错开,迫使限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6的侧壁相抵靠,通过错位的限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6产生的力的作用,将定位杆轴3
‑
6牢牢夹住,以保持多个阵列设置的摩擦块3
‑
7随着镁铝合金板1表面凹凸变化所保持的排列状态,充分贴合,完成定型;
77.步骤b、启动摩擦箱体3
‑
1侧壁上设置的激振器3
‑
10,激振器3
‑
10的剧烈振动,带动摩擦箱体3
‑
1剧烈震动,完全贴合在镁铝合金板1表面的多个摩擦块3
‑
7在震动的作用下,产生微小的相对位移,使镁铝合金板1与摩擦块3
‑
7相互剧烈摩擦,产生热量,通过做功的形式,并通过对称设置在镁铝合金板1两侧的摩擦箱体3
‑
1的振动作用,使镁铝合金板1的表面的温度同时升高,逐渐软化,同时升温均匀,软化彻底。
78.具体实施方式五
79.本实施例是一种镁铝合金板定型分离方法的实施例。
80.本实施例公开的一种镁铝合金板定型分离方法,启动定位电机3
‑9‑
2顺时针转动,通过转轴带动多个凸轮3
‑9‑
3转动,凸轮3
‑9‑
3的转动,使相邻的夹板3
‑
3之间产生相对位移,然后关闭定位电机3
‑9‑
2,产生相对位移的夹板3
‑
3,使错开的限位夹孔3
‑
5发生相对移动,相互对应,迫使限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6的侧壁相分离,解除限位夹孔3
‑
5的侧壁与定位杆轴3
‑
6产生的力的作用,改变对电磁盘3
‑
8进行通电的电流方向,此时电磁盘3
‑
8与磁块3
‑
4之间的磁力为相互吸引的引力,磁块3
‑
4拉动定位杆轴3
‑
6沿着摩擦箱体3
‑
1向内伸入,使抵靠在镁铝合金板1的端面侧壁上的多个阵列设置的摩擦块3
‑
7与镁铝合金板1分离。
81.需要说明的是,以上实施例四、五涉及的方法,该方法在一种镁铝合金板压平矫正用摩擦构件上实施,所述的一种镁铝合金板压平矫正装置,不局限于具体实施例一所限定的构件。
82.具体实施方式六
83.本实施例是一种镁铝合金板压平矫正用压平构件的实施例。
84.需要说明的是,本实施例的一种镁铝合金板压平矫正用压平构件,既可以单独实施,即作为一种镁铝合金板压平矫正装置的一个零件单独存在,又可以对实施例一所述的一种镁铝合金板压平矫正装置做进一步限定。
85.结合图8
‑
14所示,本实施例公开的一种镁铝合金板压平矫正用压平构件,其特征在于:包括压平箱体4
‑
1、圆形片4
‑
2、压平柱4
‑
3、压力弹簧4
‑
6、拉力弹簧4
‑
7、推压板4
‑
8、推压电机4
‑
9、丝杠螺杆4
‑
10和螺纹套筒4
‑
11;所述压平箱体4
‑
1内阵列设置有多个圆形片4
‑
2和多个压平柱4
‑
3,所述压平柱4
‑
3内开有柱形空腔4
‑
4,柱形空腔4
‑
4中央设置有销轴,柱形空腔4
‑
4的外侧壁环形开有多个条形限位孔4
‑
5,所述圆形片4
‑
2相对应设置在压平柱4
‑
3内
的柱形空腔4
‑
4内,并活动设置在销轴上,多个圆形片4
‑
2通过连接杆相连接,连接杆穿过相邻的两个压平柱4
‑
3侧壁的条形限位孔4
‑
5连接相邻的圆形片4
‑
2,所述圆形片4
‑
2通过压力弹簧4
‑
6与柱形空腔4
‑
4上侧壁相连,所述圆形片4
‑
2通过拉力弹簧4
‑
7与柱形空腔4
‑
4的下侧壁相连,所述推压板4
‑
8设置在压平箱体4
‑
1竖向内侧壁和压平柱4
‑
3之间,推压电机4
‑
9设置在压平箱体4
‑
1的外侧壁上,推压电机4
‑
9的输出端穿过压平箱体4
‑
1侧壁与丝杠螺杆4
‑
10一端相连,丝杠螺杆4
‑
10的另一端与螺纹套筒4
‑
11相连接,螺纹套筒4
‑
11设置在推压板4
‑
8的端面中央,多个固定杆对称设置在推压板4
‑
8和螺纹套筒4
‑
11之间,固定杆的一端设置在推压板4
‑
8上,另一端设置在螺纹套筒4
‑
11的侧壁上;
86.启动推压电机4
‑
9顺时针转动,推压电机4
‑
9带动丝杠螺杆4
‑
10顺时针转动,转动丝杠螺杆4
‑
10通过外螺纹和螺纹套筒4
‑
11的内螺纹的作用,推动螺纹套筒4
‑
11带动推压板4
‑
8向压平箱体1外侧移动,推压板4
‑
8向压平箱体1外侧逐渐移动的过程中,会先接触到作用在镁铝合金板1凹凸曲面凸起最高点处的压平柱4
‑
3,并推动作用在凹凸曲面凸起最高点处的压平柱4
‑
3向外移动,并将力作用在经软化处理后的镁铝合金板1凸起的邻域处,使凸起的最高点邻域区域逐渐发生微小变形至平整,变为平整部分的边缘的邻域区域逐渐形变至平整,使平整部分的面积逐渐扩大,随着凹凸曲面的变形,进而推压板4
‑
8推动凸起最高点处压平柱4
‑
3移动,并逐渐作用在凸起最高点周围的压平柱4
‑
3上,使平整部分的面积继续扩大,至镁铝合金板1被作用区域复位共面,以完成压平矫正;
87.所述压平柱4
‑
3对镁铝合金板1表面的力的作用情况,由压力变形导致接触的点逐渐变化为接触的面,使集中应力变化为均布荷载,使受力更加均匀,同时多个阵列设置的压平柱4
‑
3作用在镁铝合金板1的凸起处时,凸起的另一侧镁铝合金板1的曲面为内凹的,并且对于内凹最低点压平柱4
‑
3是不能先接触到推压板4
‑
8的,故此时内凹处这一侧是没有力作用在镁铝合金板1的表面上的,这样镁铝合金板1凸起处为单侧受力,有效克服了双侧受力造成软化的镁铝合金板1变薄的问题;
88.压平柱4
‑
3采用的是长方体强度较大的金属柱,地面的尺寸本装置采用2.0cm
×
2.0cm,内部柱形空腔4
‑
4的直径为1.2cm,阵列设置的压平柱4
‑
3的数目根据所矫正的镁铝合金板1的宽度进行选取设置,本装置采用的是20
×
20的方阵设置。
89.具体实施方式七
90.本实施例是一种镁铝合金板挤压方法的实施例。
91.本实施例公开的一种镁铝合金板挤压方法,启动推压电机4
‑
9顺时针转动,推压电机4
‑
9带动丝杠螺杆4
‑
10顺时针转动,转动丝杠螺杆4
‑
10通过外螺纹和螺纹套筒4
‑
11的内螺纹的作用,推动螺纹套筒4
‑
11带动推压板4
‑
8向压平箱体1外侧移动,推压板4
‑
8向压平箱体1外侧逐渐移动的过程中,会先接触到作用在镁铝合金板1凹凸曲面凸起最高点处的压平柱4
‑
3,并推动作用在凹凸曲面凸起最高点出的压平柱4
‑
3向外移动,并将力作用在经软化处理后的镁铝合金板1凸起处邻域处,使凸起的最高点邻域区域逐渐发生微小变形至平整,变为平整部分的边缘的邻域区域逐渐形变至平整,使平整部分的面积逐渐扩大,随着凹凸曲面的变形,凹凸曲面的凸起最高点也降低,进而推压板4
‑
8推动凸起最高点处压平柱4
‑
3移动,并逐渐作用在凸起最高点处的压平柱4
‑
3周围的压平柱4
‑
3上,使平整部分的面积继续扩大,至镁铝合金板1被作用区域复位共面,以完成压平矫正。
92.以上实施例,涉及了一种镁铝合金板压平矫正装置和各零部件的实施例。但需要
说明的是,这些实施例,不矛盾的技术方案都可以进行排列组合,本领域技术人员能够根据高中阶段学习过的排列组合数学知识穷尽每一种排列组合后的结果,同时,每一种排列组合后的结果都应该理解为被本技术所公开。
93.以上实施例只是对本专利的示例性说明,并不限定它的保护范围,本领域技术人员还可以对其局部进行改变,只要没有超出本专利的精神实质,都在本专利的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。