1.本实用新型涉及圆管技术技术领域,具体为一种圆管挤压装置。
背景技术:
2.圆管挤压装置用于提供圆管的焊合质量和表面质量的装置,从而提高产品质量,满足客户的要求。现有圆管模具结构,使用过程中铸棒和模具之间会存在空隙,从而气体进入空隙里,使产品的焊合质量和表面质量不佳。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种圆管挤压装置,将模具的前端铸成一个整体,使得铸棒能够承受切刀的剪切力,使得铸棒与模具之间不会形成间隙腔,提高了产品的焊接质量及生产的稳定性,可以有效解决背景技术中的问题。
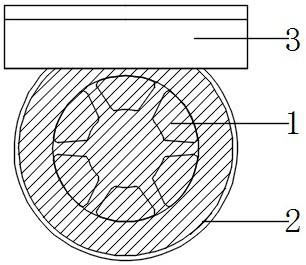
4.为实现上述目的,本实用新型提供如下技术方案:一种圆管挤压装置,包括铸棒、模具、切刀,所述模具内部设有铸棒,所述铸棒侧面设有切刀,模具顶部空有间隙腔,所述铸棒为六股,原先的模具结构在使用过程中,在挤压结尾过程中,由于铸棒的杂质堆积在尾部,需要使用切刀进行切除,由于铸棒在进入模具时需要分成六股,使得铸棒与模具之间形成了间隙腔,使得气体进入模具内部,在管材成型过程中铸棒不能有效的结合在一起,从而形成焊接不良,影响了机构的稳定性,现在将模具的前端铸成一个整体,使得铸棒能够承受切刀的剪切力,使得铸棒与模具之间不会形成间隙腔,提高了产品的焊接质量及生产的稳定性。
5.进一步的,所述铸棒前端20mm为一个整体。
6.进一步的,所述模具中间设有六个同心圆的弧形槽洞。
7.与现有技术相比,本实用新型的有益效果是:本圆管挤压装置,具备以下优点:
8.将模具的前端铸成一个整体,使得铸棒能够承受切刀的剪切力,使得铸棒与模具之间不会形成间隙腔,提高了产品的焊接质量及生产的稳定性。
附图说明
9.图1为本实用新型改进后剖面结构示意图;
10.图2为本实用新型改进后侧面结构示意图;
11.图3为本实用新型改进前剖面结构示意图;
12.图4为本实用新型改进前侧面结构示意图。
13.图中:1铸棒、2模具、3切刀、4间隙腔。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的
实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
15.实施例一
16.请参阅图1-4,本实用新型提供一种技术方案:一种圆管挤压装置,包括铸棒1、模具2、切刀3,所述模具2内部设有铸棒1,所述铸棒1侧面设有切刀3,模具2顶部空有间隙腔4,所述铸棒1为六股,原先的模具结构在使用过程中,在挤压结尾过程中,由于铸棒1的杂质堆积在尾部,需要使用切刀3进行切除,由于铸棒1在进入模具时需要分成六股,使得铸棒1与模具3之间形成了间隙腔,使得气体进入模具2内部,在管材成型过程中铸棒不能有效的结合在一起,从而形成焊接不良,影响了机构的稳定性,现在将模具的前端铸成一个整体,使得铸棒1能够承受切刀3的剪切力,使得铸棒1与模具3之间不会形成间隙腔4,提高了产品的焊接质量及生产的稳定性。
17.进一步的,所述铸棒1前端设有20mm为一个整体。
18.进一步的,所述模具2中间设有六个同心圆的弧形槽洞。
19.在使用时:原先的模具结构在使用过程中,在挤压结尾过程中,由于铸棒1的杂质堆积在尾部,需要使用切刀3进行切除,由于铸棒1在进入模具时需要分成六股,使得铸棒1与模具3之间形成了间隙腔,使得气体进入模具2内部,在管材成型过程中铸棒不能有效的结合在一起,从而形成焊接不良,影响了机构的稳定性,现在将模具的前端铸成一个整体,使得铸棒1能够承受切刀3的剪切力,使得铸棒1与模具3之间不会形成间隙腔4,提高了产品的焊接质量及生产的稳定性。
20.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种圆管挤压装置,包括铸棒、模具、切刀,其特征在于:所述模具内部设有铸棒,所述铸棒侧面设有切刀,模具顶部空有间隙腔,所述铸棒为六股,所述铸棒前端20mm为一个整体,所述模具中间设有六个同心圆的弧形槽洞。
技术总结
本实用新型公开了一种圆管挤压装置,包括铸棒、模具、切刀,所述模具内部设有铸棒,所述铸棒侧面设有切刀,模具顶部空有间隙腔,所述铸棒为六股,原先的模具结构在使用过程中,在挤压结尾过程中,由于铸棒的杂质堆积在尾部,需要使用切刀进行切除,由于铸棒在进入模具时需要分成六股,使得铸棒与模具之间形成了间隙腔,使得气体进入模具内部,在管材成型过程中铸棒不能有效的结合在一起,从而形成焊接不良,影响了机构的稳定性,现在将模具的前端铸成一个整体,使得铸棒能够承受切刀的剪切力,使得铸棒与模具之间之间不会形成间隙腔,提高了产品的焊接质量及生产的稳定性。了产品的焊接质量及生产的稳定性。了产品的焊接质量及生产的稳定性。
技术研发人员:刘芳 王紫超 宋文 胡梦龙 王红良
受保护的技术使用者:郑州明泰交通新材料有限公司
技术研发日:2021.06.07
技术公布日:2022/3/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。