1.本实用新型涉及钟表装配技术领域,尤其涉及一种石英机芯装配机。
背景技术:
2.石英钟表最重要的部分是石英机芯,石英机芯具有较为复杂的结构,部件通常包括上盖、螺母、正极、负极、时轮、时带轮、分轮、中板、马达轮、电路板、分带轮、秒带轮、秒轴、拨轮、下盖、拨扭和测试针。目前石英机芯的装配还多为手工装配,速度慢,效率低下。
技术实现要素:
3.针对上述问题,本实用新型的目的在于提供一种自动化程度高、效率高的石英机芯装配机。
4.为达到上述目的,本实用新型公开了一种石英机芯装配机,其包括
5.传输线,所述传输线上依次设有螺母装配工位、正极装配工位、负极装配工位、时轮装配工位、时带轮装配工位、分轮装配工位、中板装配工位、马达轮组件装配工位、电路板装配工位、分带轮装配工位、秒带轮装配工位、秒轴装配工位、拨轮装配工位、下盖装配工位、拨扭装配工位和测试针装配工位;
6.上盖上料装置,包括上盖进料机构,所述上盖进料机构的出口与传输线的起始端对接,用于将上盖自动上料至传输线输送;
7.螺母装配装置,包括螺母进料机构以及用于将螺母搬运至所述螺母装配工位并装配到上盖的螺母抓取机构;
8.正极装配装置,包括正极进料机构、用于调整正极姿态的正极旋转机构以及用于将正极搬运至所述正极装配工位并装配到上盖的正极抓取机构;
9.负极装配装置,包括负极进料机构以及用于将负极搬运至所述负极装配工位并装配到上盖的负极抓取机构;
10.时轮装配装置,包括时轮进料机构以及用于将时轮搬运至所述时轮装配工位并装配到上盖的时轮抓取机构;
11.时带轮装配装置,包括时带轮进料机构以及用于将时带轮搬运至所述时带轮装配工位并装配到上盖的时带轮抓取机构;
12.分轮装配装置,包括分轮进料机构以及用于将分轮搬运至所述分轮装配工位并装配到上盖的分轮抓取机构;
13.中板装配装置,包括中板进料机构以及用于将中板搬运至所述中板装配工位并装配到上盖的中板抓取机构;
14.马达轮组件装配装置,包括马达轮进料机构、磁铁进料机构、用于将马达轮和磁铁装配成马达轮组件的的马达轮组件装配机构以及用于将马达轮组件搬运至所述马达轮组件装配工位并装配到中板的马达轮组件抓取机构;
15.分带轮装配装置,包括分带轮进料机构以及用于将分带轮搬运至所述分带轮装配
工位并装配到中板的分带轮抓取机构;
16.秒带轮装配装置,包括秒带轮进料机构以及用于将秒带轮搬运至所述秒带轮装配工位并装配到中板的秒带轮抓取机构;
17.秒轴装配装置,包括秒轴进料机构以及用于将秒轴搬运至所述秒轴装配工位并装配到中板的秒轴抓取机构;
18.拨轮装配装置,包括拨轮进料机构以及用于将拨轮搬运至所述拨轮装配工位并装配到中板的拨轮抓取机构;
19.下盖装配装置,包括下盖进料机构以及用于将下盖搬运至所述下盖装配工位并装配到上盖的下盖抓取机构;
20.拨扭装配装置,包括拨扭进料机构以及用于将拨扭搬运至所述拨扭装配工位并装配到下盖的拨扭抓取机构;及
21.测试针装配装置,包括测试针进料机构以及用于将测试针搬运至所述测试针装配工位并装配到下盖的测试针抓取机构;
22.所述电路板装配工位用于人工装配电路板。
23.优选地,所述螺母抓取机构包括螺母y轴移动模组、设置在螺母y轴移动模组上的螺母z轴移动模组以及设置在螺母z轴移动模组上且至少一个的螺母气动夹子;
24.所述负极抓取机构包括负极y轴移动模组、设置在负极y轴移动模组上的负极z轴移动模组以及设置在负极z轴移动模组上且至少一个的负极气动夹子;
25.所述时轮抓取机构包括时轮y轴移动模组、设置在时轮y轴移动模组上的时轮z轴移动模组以及设置在时轮z轴移动模组上且至少一个的时轮气动夹子;
26.所述时带轮抓取机构包括时带轮y轴移动模组、设置在时带轮y轴移动模组上的时带轮z轴移动模组、设置在时带轮z轴移动模组上的时带轮固定座、滑动连接于时带轮固定座上且至少一根的时带轮拾取吸管、套设在时带轮拾取吸管且两端分别顶靠时带轮固定座和时带轮拾取吸管的时带轮复位弹簧、设置在时带轮拾取吸管上的时带轮齿轮、与时带轮齿轮啮合的时带轮齿条以及推动时带轮齿条移动的时带轮齿条气缸;所述时带轮拾取吸管与外部抽真空设备连接;
27.所述分轮抓取机构包括分轮y轴移动模组、设置在分轮y轴移动模组上的分轮z轴移动模组以及设置在分轮z轴移动模组上且至少一个的分轮气动夹子;
28.所述中板抓取机构包括中板y轴移动模组、设置在中板y轴移动模组上的中板z轴移动模组、设置在中板z轴移动模组上且至少一根的中板拾取吸管以及设置在中板拾取吸管上的辅助压管;所述中板拾取吸管与外部抽真空设备连接;
29.所述马达轮组件抓取机构包括马达轮组件y轴移动模组、设置在马达轮组件y轴移动模组上的马达轮组件z轴移动模组、设置在马达轮组件z轴移动模组上且至少一根的马达轮组件拾取吸管;所述马达轮组件拾取吸管与外部抽真空设备连接;
30.所述分带轮抓取机构包括分带轮y轴移动模组、设置在分带轮y轴移动模组上的分带轮z轴移动模组、设置在分带轮z轴移动模组上的分带轮固定座、滑动连接于分带轮固定座上且至少一根的分带轮拾取吸管、套设在分带轮拾取吸管且两端分别顶靠分带轮固定座和分带轮拾取吸管的分带轮复位弹簧、设置在分带轮拾取吸管上的分带轮齿轮、与分带轮齿轮啮合的分带轮齿条以及推动分带轮齿条移动的分带轮齿条气缸;所述分带轮拾取吸管
与外部抽真空设备连接;
31.所述秒带轮抓取机构包括秒带轮y轴移动模组、设置在秒带轮y轴移动模组上的秒带轮z轴移动模组以及设置在秒带轮z轴移动模组上且至少一个的秒带轮气动夹子;
32.所述秒轴抓取机构包括秒轴y轴移动模组、设置在秒轴y轴移动模组上的秒轴z轴移动模组、设置在秒轴z轴移动模组上的秒轴固定座、滑动连接于秒轴固定座上且至少一根的秒轴拾取吸管、套设在秒轴拾取吸管且两端分别顶靠秒轴固定座和秒轴拾取吸管的秒轴复位弹簧、设置在秒轴拾取吸管上的秒轴齿轮、与秒轴齿轮啮合的秒轴齿条以及推动秒轴齿条移动的秒轴齿条气缸;所述秒轴拾取吸管与外部抽真空设备连接;
33.所述拨轮抓取机构包括拨轮y轴移动模组、设置在拨轮y轴移动模组上的拨轮z轴移动模组、设置在拨轮z轴移动模组上的拨轮固定座、滑动连接于拨轮固定座上且至少一根的拨轮拾取吸管、套设在拨轮拾取吸管且两端分别顶靠拨轮固定座和拨轮拾取吸管的拨轮复位弹簧、设置在拨轮拾取吸管上的拨轮齿轮、与拨轮齿轮啮合的拨轮齿条以及推动拨轮齿条移动的拨轮齿条气缸;所述拨轮拾取吸管与外部抽真空设备连接;
34.所述下盖抓取机构包括下盖y轴移动模组、设置在下盖y轴移动模组上的下盖z轴移动模组、设置在下盖z轴移动模组上且至少一个的下盖气动夹子以及设置在下盖气动夹子上的辅助压板;
35.所述拨扭抓取机构包括拨扭y轴移动模组、设置在拨扭y轴移动模组上的拨扭z轴移动模组以及设置在拨扭z轴移动模组上且至少一根的拨扭拾取吸管;所述拨扭拾取吸管与外部抽真空设备连接;
36.所述测试针抓取机构包括测试针y轴移动模组、设置在测试针y轴移动模组上的测试针z轴移动模组以及设置在测试针z轴移动模组上且至少一个的测试针气动夹子。
37.优选地,所述正极抓取机构包括正极y轴移动模组、设置在正极y轴移动模组上的正极z轴移动模组以及设置在正极z轴移动模组上且至少一个的第一正极气动夹子和至少一个的第二正极气动夹子;所述第一正极气动夹子和第二正极气动夹子的夹取方向相互垂直;
38.所述正极旋转机构包括设置在正极进料机构出口处的正极挡板机构、用于将正极从正极进料机构抓取并翻转90
°
的第一旋转机构以及用于将翻转90
°
后的正极旋转90
°
的第二旋转机构;翻转90
°
后的正极通过所述第一正极气动夹子搬运至第二旋转机构;旋转90
°
后的正极通过所述第二正极气动夹子搬运至所述正极装配工位;
39.所述正极挡板机构包括正极挡板以及推动正极挡板移动的正极挡板气缸;
40.所述第一旋转机构包括第一推动气缸、设置在第一推动气缸上的第一旋转气缸以及设置第一旋转气缸上且至少一个的正极旋转气动夹子;
41.所述第二旋转机构包括至少一个第二旋转气缸以及设置在第二旋转气缸上的正极放置台,所述正极放置台上设有正极放置槽。
42.优选地,所述马达轮组件装配机构包括转盘、驱动转盘转动的旋转电机、设置在转盘边沿的至少一个滑座、与滑座滑动连接的升降座、设置在升降座上的马达轮拾取吸管、两端分别固定在升降座和滑座上且至少一组的升降座复位弹簧、用于下压升降座的压盘以及推动压盘下压的压盘气缸;所述马达轮拾取吸管与外部抽真空设备连接。
43.优选地,所述上盖进料机构、螺母进料机构、正极进料机构、负极进料机构、时轮进
料机构、时带轮进料机构、分轮进料机构、中板进料机构、马达轮进料机构、磁铁进料机构、分带轮进料机构、秒带轮进料机构、秒轴进料机构、拨轮进料机构、下盖进料机构、拨扭进料机构和测试针进料机构均为振动盘。
44.优选地,所述螺母装配装置还包括螺母整理机构,所述螺母整理机构包括螺母固定座、滑动连接于螺母固定座中的螺母滑块以及推动螺母滑块滑动的螺母气缸,所述螺母固定座上设有与螺母进料机构对接的螺母滑道,所述螺母滑块上设有与螺母滑道配合的螺母定位槽;所述螺母滑道和螺母定位槽的数量均至少为一个;
45.所述负极装配装置还包括负极整理机构,所述负极整理机构包括至少一负极滑道、设置在负极滑道下方的负极挡块、同时与负极滑道和负极挡块滑动连接的负极限位块、设置于负极限位块和负极挡块之间的负极复位弹簧、用于将负极挪移至固定位置且与负极限位块配合的负极拨叉、推动负极拨叉移动的负极拨叉z轴气缸以及推动负极拨叉z轴气缸移动的负极拨叉y轴气缸;所述负极滑道与负极进料机构对接;
46.所述时轮装配装置还包括时轮整理机构,所述时轮整理机构包括与时轮进料机构对接的时轮滑道、移动设置在时轮滑道末端的时轮定位台以及至少一组用于推动时轮定位台移动的时轮气缸,所述时轮气缸依次连接后再连接至时轮定位台;所述时轮定位台上设有至少一个与时轮滑道对接的时轮定位槽,所述时轮气缸与时轮定位槽的数量相等;
47.所述时带轮装配装置还包括时带轮整理机构,所述时带轮整理机构包括与时带轮进料机构对接的时带轮滑道、移动设置在时带轮滑道末端的时带轮定位台以及至少一组用于推动时带轮定位台移动的时带轮气缸,所述时带轮气缸依次连接后再连接至时带轮定位台;所述时带轮定位台上设有至少一个与时带轮滑道对接的时带轮定位槽,所述时带轮气缸与时带轮定位槽的数量相等;
48.所述分轮装配装置还包括分轮整理机构,所述分轮整理机构包括与分轮进料机构对接的分轮滑道、移动设置在分轮滑道末端的分轮定位台以及至少一组用于推动分轮定位台移动的分轮气缸,所述分轮气缸依次连接后再连接至分轮定位台;所述分轮定位台上设有至少一个与分轮滑道对接的分轮定位槽,所述分轮气缸与分轮定位槽的数量相等;
49.所述中板装配装置还包括中板整理机构,所述中板整理机构包括与中板进料机构对接的中板滑道、移动设置在中板滑道末端的中板定位台以及至少一组用于推动中板定位台移动的中板气缸,所述中板气缸依次连接后再连接至中板定位台;所述中板定位台上设有至少一个与中板滑道对接的中板定位槽,所述中板气缸与中板定位槽的数量相等;
50.所述马达轮组件装配装置还包括马达轮整理机构、磁铁整理机构和马达轮组件整理机构;所述马达轮整理机构包括与马达轮进料机构对接的马达轮滑道、移动设置在马达轮滑道末端的马达轮定位台以及推动马达轮定位台移动的马达轮气缸;所述马达轮定位台上设有与马达轮滑道对接的马达轮定位槽;
51.所述磁铁整理机构包括与磁铁进料机构对接的磁铁滑道、移动设置在磁铁滑道末端的磁铁定位台以及推动磁铁定位台移动的磁铁气缸;所述磁铁定位台上设有与磁铁滑道对接的磁铁定位槽;
52.所述马达轮组件整理机构包括马达轮组件滑道、移动设置在马达轮组件滑道末端的马达轮组件定位台以及至少一组用于推动马达轮组件定位台移动的马达轮组件气缸,所述马达轮组件气缸依次连接后再连接至马达轮组件定位台;所述马达轮组件定位台上设有
至少一个与马达轮组件滑道对接的马达轮组件定位槽,所述马达轮组件气缸与马达轮组件定位槽的数量相等;
53.所述分带轮装配装置还包括分带轮整理机构,所述分带轮整理机构包括与分带轮进料机构对接的分带轮滑道、移动设置在分带轮滑道末端的分带轮定位台以及至少一组用于推动分带轮定位台移动的分带轮气缸,所述分带轮气缸依次连接后再连接至分带轮定位台;所述分带轮定位台上设有至少一个与分带轮滑道对接的分带轮定位槽,所述分带轮气缸与分带轮定位槽的数量相等;
54.所述秒带轮装配装置还包括秒带轮整理机构,所述秒带轮整理机构包括与秒带轮进料机构对接的秒带轮滑道、移动设置在秒带轮滑道末端的秒带轮定位台以及至少一组用于推动秒带轮定位台移动的秒带轮气缸,所述秒带轮气缸依次连接后再连接至秒带轮定位台;所述秒带轮定位台上设有至少一个与秒带轮滑道对接的秒带轮定位槽,所述秒带轮气缸与秒带轮定位槽的数量相等;
55.所述秒轴装配装置还包括秒轴整理机构,所述秒轴整理机构包括与秒轴进料机构对接的秒轴滑道、移动设置在秒轴滑道末端的秒轴定位台以及至少一组用于推动秒轴定位台移动的秒轴气缸,所述秒轴气缸依次连接后再连接至秒轴定位台;所述秒轴定位台上设有至少一个与秒轴滑道对接的秒轴定位槽,所述秒轴气缸与秒轴定位槽的数量相等;
56.所述拨轮装配装置还包括拨轮整理机构,所述拨轮整理机构包括与拨轮进料机构对接的拨轮滑道、移动设置在拨轮滑道末端的拨轮定位台以及至少一组用于推动拨轮定位台移动的拨轮气缸,所述拨轮气缸依次连接后再连接至拨轮定位台;所述拨轮定位台上设有至少一个与拨轮滑道对接的拨轮定位槽,所述拨轮气缸与拨轮定位槽的数量相等;
57.所述下盖装配装置还包括下盖整理机构,所述下盖整理机构包括与下盖进料机构对接的下盖滑道、移动设置在下盖滑道末端的下盖定位台以及至少一组用于推动下盖定位台移动的下盖气缸,所述下盖气缸依次连接后再连接至下盖定位台;所述下盖定位台上设有至少一个与下盖滑道对接的下盖定位槽,所述下盖气缸与下盖定位槽的数量相等;
58.所述拨扭装配装置还包括拨扭整理机构,所述拨扭整理机构包括与拨扭进料机构对接的拨扭滑道、移动设置在拨扭滑道末端的拨扭定位台以及至少一组用于推动拨扭定位台移动的拨扭气缸,所述拨扭气缸依次连接后再连接至拨扭定位台;所述拨扭定位台上设有至少一个与拨扭滑道对接的拨扭定位槽,所述拨扭气缸与拨扭定位槽的数量相等;
59.所述测试针装配装置还包括测试针整理机构,所述测试针整理机构包括与测试针进料机构对接的测试针滑道、移动设置在测试针滑道末端的测试针定位台以及至少一组用于推动测试针定位台移动的测试针气缸,所述测试针气缸依次连接后再连接至测试针定位台;所述测试针定位台上设有至少一个与测试针滑道对接的测试针定位槽,所述测试针气缸与测试针定位槽的数量相等。
60.优选地,还包括分别用于检测螺母、负极、时轮、时带轮、分轮、中板、马达轮、磁铁、马达轮组件、分带轮、秒带轮、秒轴、拨轮、下盖、拨扭和测试针的到位检测元件。
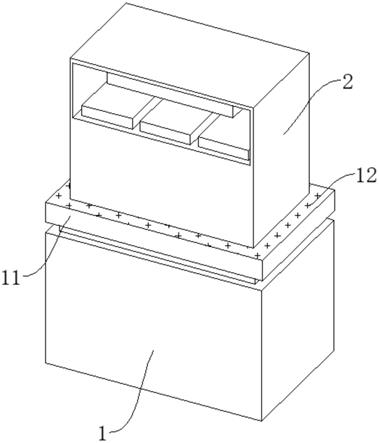
61.优选地,所述传输线上还设有用于定位上盖的的若干拨叉移动机构以及与拨叉移动机构配合使用的若干挡料气缸;所述挡料气缸设置在拨叉移动机构的上游;
62.所述拨叉移动机构包括拨叉固定板、等间距设置在拨叉固定板上的若干拨叉板、推动拨叉固定板移动的拨叉x轴气缸以及推动拨叉x轴气缸移动的拨叉y轴气缸;所述拨叉
板上至少设有一个拨叉槽,拨叉槽与上盖相适配。
63.优选地,所述上盖装配装置还包括上盖自动加料机构,所述上盖自动加料机构包括上盖储料仓、上盖传送带以及驱动上盖传送带传动的传送带电机;所述上盖传送带倾斜设置且其上下两端分别接通至上盖进料机构的上端和上盖储料仓的仓底;所述上盖传送带上设有若干上料挡板。
64.优选地,在所述负极装配工位和拨轮装配工位之后均设有用于检测零件装配是否成功的视觉检测元件。
65.本实用新型具有以下有益效果:
66.本实用新型可以实现除电路板以外的石英机芯部件全自动上料和装配,石英机芯组装效率高,速度快,装配质量稳定。
附图说明
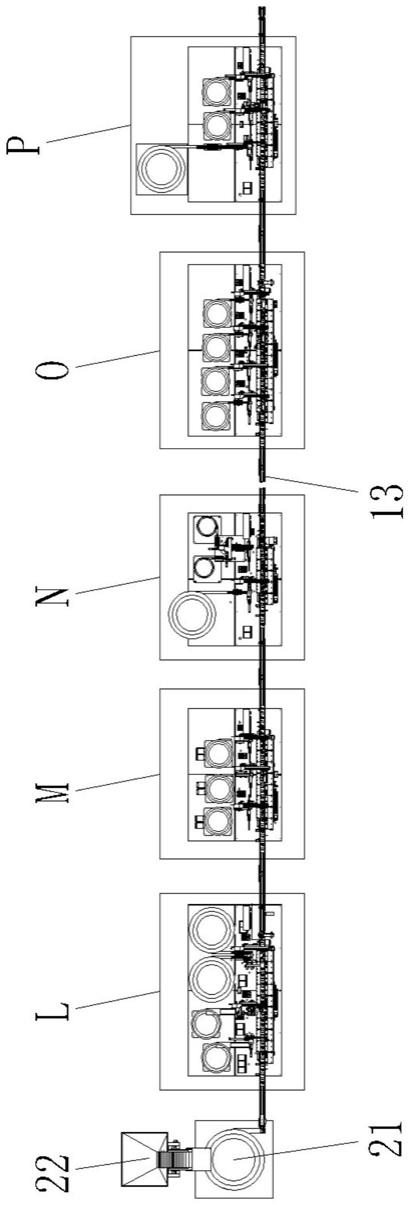
67.图1为本实用新型的示意图。
68.图2为图1中l处的放大示意图。
69.图3为图1中m处的放大示意图。
70.图4为图1中n处的放大示意图。
71.图5为图1中o处的放大示意图。
72.图6为图1中p处的放大示意图。
73.图7为拨叉移动机构的示意图。
74.图8为上盖上料装置的示意图。
75.图9为螺母装配装置的示意图。
76.图10为正极装配装置的示意图。
77.图11为负极装配装置的示意图。
78.图12为时轮装配装置的示意图。
79.图13为时带轮装配装置的示意图。
80.图14为分轮装配装置的示意图。
81.图15为中板装配装置的示意图。
82.图16为马达轮组件装配装置的示意图。
83.图17为分带轮装配装置的示意图。
84.图18为秒带轮装配装置的示意图。
85.图19为秒轴装配装置的示意图。
86.图20为拨轮装配装置的示意图。
87.图21为下盖装配装置的示意图。
88.图22为拨扭装配装置的示意图。
89.图23为测试针装配装置的示意图。
90.说明:图8-23中均隐藏了对应的进料机构(振动盘)。
91.主要部件符号说明:
92.传输线10,拨叉移动机构11,拨叉固定板111,拨叉板112,拨叉槽1121,拨叉x轴气缸113,拨叉y轴气缸114,挡料气缸115,视觉检测元件12,电路板装配工位13;
93.上盖进料机构21,上盖自动加料机构22,上盖储料仓221,上盖传送带222,上料挡板2221,传送带电机223;
94.螺母进料机构31,螺母整理机构32,螺母固定座321,螺母滑道3211,螺母滑块322,螺母定位槽3221,螺母气缸323,螺母抓取机构33,螺母y轴移动模组331,螺母z轴移动模组332,螺母气动夹子333;
95.正极进料机构41,正极挡板机构421,正极挡板4211,正极挡板气缸4212,第一旋转机构422,第一推动气缸4221,第一旋转气缸4222,正极旋转气动夹子4223,第二旋转机构423,第二旋转气缸4231,正极放置台4232,正极抓取机构43,正极y轴移动模组431,正极z轴移动模组432,第一正极气动夹子433,第二正极气动夹子434;
96.负极进料机构51,负极整理机构52,负极滑道521,负极挡块522,负极限位块523,负极复位弹簧524,负极拨叉525,负极拨叉z轴气缸526,负极拨叉y轴气缸527,负极抓取机构53,负极y轴移动模组531,负极z轴移动模组532,负极气动夹子533;
97.时轮进料机构61,时轮整理机构62,时轮滑道621,时轮定位台622,时轮定位槽6221,时轮气缸623,时轮抓取机构63,时轮y轴移动模组631,时轮z轴移动模组632,时轮气动夹子633;
98.时带轮进料机构71,时带轮整理机构72,时带轮滑道721,时带轮定位台722,时带轮定位槽7221,时带轮气缸723,时带轮抓取机构73,时带轮y轴移动模组731,时带轮z轴移动模组732,时带轮固定座733,时带轮拾取吸管734,时带轮复位弹簧735,时带轮齿轮736,时带轮齿条737,时带轮齿条气缸738;
99.分轮进料机构81,分轮整理机构82,分轮滑道821,分轮定位台822,分轮定位槽8221,分轮气缸823,分轮抓取机构83,分轮y轴移动模组831,分轮z轴移动模组832,分轮气动夹子833;
100.中板进料机构91,中板整理机构92,中板滑道921,中板定位台922,中板定位槽9221,中板气缸923,中板抓取机构93,中板y轴移动模组931,中板z轴移动模组932,中板拾取吸管933,辅助压管934;
101.马达轮进料机构a1,马达轮整理机构a2,马达轮滑道a21,马达轮定位台a22,马达轮气缸a23,磁铁进料机构a3,磁铁整理机构a4,磁铁滑道a41,磁铁定位台a42,磁铁气缸a43,马达轮组件装配机构a5,转盘a51,旋转电机a52,滑座a53,升降座a54,马达轮拾取吸管a55,升降座复位弹簧a56,压盘a57,压盘气缸a58,马达轮组件整理机构a6,马达轮组件滑道a61,马达轮组件定位台a62,马达轮组件定位槽a621,马达轮组件气缸a63,马达轮组件抓取机构a7,马达轮组件y轴移动模组a71,马达轮组件z轴移动模组a72,马达轮组件拾取吸管a73;
102.分带轮进料机构b1,分带轮整理机构b2,分带轮滑道b21,分带轮定位台b22,分带轮定位槽b221,分带轮气缸b23,分带轮抓取机构b3,分带轮y轴移动模组b31,分带轮z轴移动模组b32,分带轮固定座b33,分带轮拾取吸管b34,分带轮复位弹簧b35,分带轮齿轮b36,分带轮齿条b37,分带轮齿条气缸b38;
103.秒带轮进料机构c1,秒带轮整理机构c2,秒带轮滑道c21,秒带轮定位台c22,秒带轮定位槽c221,秒带轮气缸c23,秒带轮抓取机构c3,秒带轮y轴移动模组c31,秒带轮z轴移动模组c32,秒带轮气动夹子c33;
104.秒轴进料机构d1,秒轴整理机构d2,秒轴滑道d21,秒轴定位台d22,秒轴定位槽d221,秒轴气缸d23,秒轴抓取机构d3,秒轴y轴移动模组d31,秒轴z轴移动模组d32,秒轴固定座d33,秒轴拾取吸管d34,秒轴复位弹簧d35,秒轴齿轮d36,秒轴齿条d37,秒轴齿条气缸d38;
105.拨轮进料机构e1,拨轮整理机构e2,拨轮滑道e21,拨轮定位台e22,拨轮定位槽e221,拨轮气缸e23,拨轮抓取机构e3,拨轮y轴移动模组e31,拨轮z轴移动模组e32,拨轮固定座e33,拨轮拾取吸管e34,拨轮复位弹簧e35,拨轮齿轮e36,拨轮齿条e37,拨轮齿条气缸e38;
106.下盖进料机构f1,下盖整理机构f2,下盖滑道f21,下盖定位台f22,下盖定位槽f221,下盖气缸f23,下盖抓取机构f3,下盖y轴移动模组f31,下盖z轴移动模组f32,下盖气动夹子f33,辅助压板f34;
107.拨扭进料机构g1,拨扭整理机构g2,拨扭滑道g21,拨扭定位台g22,拨扭定位槽g221,拨扭气缸g23,拨扭抓取机构g3,拨扭y轴移动模组g31,拨扭z轴移动模组g32,拨扭拾取吸管g33;
108.测试针进料机构h1,测试针整理机构h2,测试针滑道h21,测试针定位台h22,测试针定位槽h221,测试针气缸h23,测试针抓取机构h3,测试针y轴移动模组h31,测试针z轴移动模组h32,测试针气动夹子h33;
109.上盖j1,螺母j2,正极j3,负极j4,时轮j5,时带轮j6,分轮j7,中板j8,马达轮组件j9,马达轮j91,磁铁j92,分带轮k1,秒带轮k2,秒轴k3,拨轮k4,下盖k5,拨扭k6,测试针k7。
具体实施方式
110.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
111.如图1-6所示,本实用新型公开了一种石英机芯装配机,其包括传输线10、上盖上料装置、螺母装配装置、正极装配装置、负极装配装置、时轮装配装置、时带轮装配装置、分轮装配装置、中板装配装置、马达轮组件装配装置、分带轮装配装置、秒带轮装配装置、秒轴装配装置、拨轮装配装置、下盖装配装置、拨扭装配装置和测试针装配装置。
112.本文中提及的x轴方向为传输线10的传送方向,y轴方向为水平面上垂直于x轴的方向,z轴方向为竖直面上垂直与x轴的方向。
113.传输线10用于传送上盖j1,在传输线10上依次设有螺母装配工位、正极装配工位、负极装配工位、时轮装配工位、时带轮装配工位、分轮装配工位、中板装配工位、马达轮组件装配工位、电路板装配工位13、分带轮装配工位、秒带轮装配工位、秒轴装配工位、拨轮装配工位、下盖装配工位、拨扭装配工位和测试针装配工位。上盖j1在传输线10的起始端开始上料,并依次通过上述的各个工位进行相应部件的装配。为了保证装配精度,在传输线10上设有五组拨叉移动机构11,用于定位并移动上盖j1。
114.如图7所示,拨叉移动机构11包括拨叉固定板111、等间距设置在拨叉固定板111上的多块拨叉板112、推动拨叉固定板111移动的拨叉x轴气缸113以及推动拨叉x轴气缸113移动的拨叉y轴气缸114。在拨叉板112上设有两个拨叉槽1121,拨叉槽1121的形状与上盖j1的外形相适配。拨叉移动机构11每次动作都将上盖j1往传输线10的下游方向移动两个位置,
在拨叉移动机构11的最末端两个上盖j1被推出输送走,而最前端会腾出两个位置来补进两个上盖j1,以此类推。在拨叉移动机构11动作的时候,传输线10停止运行或者拨叉移动机构11覆盖的区域取消传送带的设置。五组拨叉移动机构11根据实际需要可以调整拨叉板112的数量。
115.此外,为了使得拨叉移动机构11能够有效地定位和搬运上盖j1,在每组拨叉移动机构11的上游设有三个挡料气缸115,其中前两个挡料气缸115与传输线10配合每次都挡住两个最前端的上盖j1,这两个挡料气缸115可以结合到位检测元件使用,已达到更准确的限制作用。最后一个挡料气缸115和拨叉移动机构11配合,使得上盖j1的补进能更有序。
116.如图8所示,上盖上料装置包括上盖进料机构21和上盖自动加料机构22,上盖进料机构21选用振动盘,其出口与传输线10的起始端对接,用于将上盖j1自动上料至传输线10输送。上盖自动加料机构22则包括上盖储料仓221、上盖传送带222以及驱动上盖传送带222传动的传送带电机223。上盖传送带222倾斜设置且其上下两端分别接通至振动盘的上端和上盖储料仓221的仓底,在上盖传送带222上等间距地设有许多的上料挡板2221,因为上盖传送带222倾斜设置,加上上料挡板2221的设置,上盖j1自动加料方便。此外,在上盖进料机构21的出口处可以设置推料气缸和挡料气缸来配合将上盖j1推送到传输线10上。
117.如图9所示,螺母装配装置包括螺母进料机构31、螺母整理机构32以及用于将螺母j2搬运至螺母装配工位并装配到上盖j1的螺母抓取机构33。螺母进料机构31选用振动盘,其能够实现螺母j2的自动整理、排序和上料,技术成熟。
118.螺母整理机构32包括螺母固定座321、滑动连接于螺母固定座321中的螺母滑块322以及推动螺母滑块322滑动的螺母气缸323。在螺母固定座321上设有与振动盘出口对接的螺母滑道3211,在螺母滑块322上设有与螺母滑道3211配合的螺母定位槽3221。螺母滑道3211和螺母定位槽3221的数量均为两个。当螺母j2被推进螺母定位槽3221后,螺母气缸323动作,使得螺母定位槽3221不再与螺母滑道3211对接,这时螺母定位槽3221中的螺母j2会移动到便于被螺母抓取机构33抓取的位置。
119.螺母抓取机构33则包括螺母y轴移动模组331、设置在螺母y轴移动模组331上的螺母z轴移动模组332以及设置在螺母z轴移动模组332上的两个螺母气动夹子333。螺母y轴移动模组331和螺母z轴移动模组332均为直线移动模组,是目前很成熟的技术,通常包括导轨、滑块和推动滑块移动的气缸,或者通过螺杆和电机来替代气缸使用,本文中后续有提及的y轴移动模组和z轴移动模组同理,本文不再赘述。两个螺母气动夹子333的距离与两个螺母定位槽3221的距离相适配,螺母气动夹子333在螺母y轴移动模组331和螺母z轴移动模组332的配合下,可以轻松地将螺母j2从螺母定位槽3221中抓取出来,并移动到螺母装配工位将其螺母j2装配到上盖j1上。
120.如图10所示,正极装配装置包括正极进料机构41、用于调整正极j3姿态的正极旋转机构以及用于将正极j3搬运至正极装配工位并装配到上盖j1的正极抓取机构43。正极进料机构41选用振动盘。
121.正极旋转机构包括设置在正极进料机构41出口处的正极挡板机构421、用于将正极j3从正极进料机构41抓取并翻转90
°
的第一旋转机构422以及用于将翻转90
°
后的正极j3旋转90
°
的第二旋转机构423。正极挡板机构421包括正极挡板4211以及推动正极挡板4211移动的正极挡板气缸4212。第一旋转机构422包括第一推动气缸4221、设置在第一推动气缸
4221上的第一旋转气缸4222以及设置第一旋转气缸4222上的两个正极旋转气动夹子4223。第二旋转机构423包括第二旋转气缸4231以及设置在第二旋转气缸4231上的正极放置台4232,在正极放置台4232上设有正极放置槽。
122.正极抓取机构43包括正极y轴移动模组431、设置在正极y轴移动模组431上的正极z轴移动模组432以及设置在正极z轴移动模组432上的两个第一正极气动夹子433和两个第二正极气动夹子434。第一正极气动夹子433和第二正极气动夹子434的夹取方向相互垂直。
123.第一旋转机构422和正极挡板机构421配合将正极j3从振动盘出口夹取并上下翻转90
°
,翻转90
°
后的正极j3通过第一正极气动夹子433夹取并搬运至第二旋转机构423。第二旋转机构423将正极j3水平旋转90
°
,这样正极j3就能调整到能够装配进上盖j1姿态,调整好的正极j3通过第二正极气动夹子434搬运至正极装配工位并装配到上盖j1中相应位置。
124.如图11所示,负极装配装置包括负极进料机构51、负极整理机构52以及用于将负极j4搬运至负极装配工位并装配到上盖j1的负极抓取机构53。负极进料机构51选用振动盘。
125.负极整理机构52包括两条负极滑道521、设置在负极滑道521下方的负极挡块522、同时与负极滑道521和负极挡块522滑动连接的负极限位块523、设置于负极限位块523和负极挡块522之间的负极复位弹簧524、用于将负极j4挪移至固定位置且与负极限位块523配合的负极拨叉525、推动负极拨叉525移动的负极拨叉z轴气缸526以及推动负极拨叉z轴气缸526移动的负极拨叉y轴气缸527。负极滑道521与振动盘的出口对接,负极j4进入到负极滑道521后受负极限位块523阻挡并定位,这时负极拨叉525移动过来并下压负极限位块523,负极限位块523被下压到一定位置时,负极拨叉525能够叉住负极j4,负极拨叉525回移就能将负极j4越过负极限位块523并静置,等到负极抓取机构53抓取。负极拨叉525在离开负极限位块523后回弹,阻挡后续的负极j4通过。
126.负极抓取机构53包括负极y轴移动模组531、设置在负极y轴移动模组531上的负极z轴移动模组532以及设置在负极z轴移动模组532上的两个负极气动夹子533。
127.如图12所示,时轮装配装置包括时轮进料机构61、时轮整理机构62以及用于将时轮j5搬运至时轮装配工位并装配到上盖j1的时轮抓取机构63。时轮进料机构61选用振动盘。
128.时轮整理机构62包括与时轮进料机构61对接的时轮滑道621、移动设置在时轮滑道621末端的时轮定位台622以及两组用于推动时轮定位台622移动的时轮气缸623,时轮气缸623依次连接后再连接至时轮定位台622,即一个时轮气缸623的活动杆与时轮定位台622连接,同时该时轮气缸623的缸体连接另一个时轮气缸623的活动杆。时轮定位台622上设有两个与时轮滑道621对接的时轮定位槽6221。常态下,两个时轮气缸623都处理未伸出状态,其中一个时轮定位槽6221与时轮滑道621对接,当有时轮j5进入到该时轮定位槽6221后(这个可以通过设置一个到位传感器来反馈),行程距离和两时轮定位槽6221距离相等的时轮气缸623动作,使得另一空置的时轮定位槽6221能够与时轮滑道621被推进时轮j5,两个时轮定位槽6221中均放置有时轮j5后,另一个时轮气缸623动作,将时轮定位槽6221暴露在便于时轮抓取机构63容易抓取的位置。
129.时轮抓取机构63包括时轮y轴移动模组631、设置在时轮y轴移动模组631上的时轮
z轴移动模组632以及设置在时轮z轴移动模组632上的两个时轮气动夹子633。
130.如图13所示,时带轮装配装置包括时带轮进料机构71、时带轮整理机构72以及用于将时带轮j6搬运至时带轮装配工位并装配到上盖j1的时带轮抓取机构73。时带轮进料机构71选用振动盘。
131.时带轮整理机构72包括与时带轮进料机构71对接的时带轮滑道721、移动设置在时带轮滑道721末端的时带轮定位台722以及两个用于推动时带轮定位台722移动的时带轮气缸723,时带轮气缸723依次连接后再连接至时带轮定位台722。时带轮定位台722上设有两个与时带轮滑道721对接的时带轮定位槽7221。时带轮整理机构72的原理同上述时轮整理机构62。
132.时带轮抓取机构73包括时带轮y轴移动模组731、设置在时带轮y轴移动模组731上的时带轮z轴移动模组732、设置在时带轮z轴移动模组732上的时带轮固定座733、滑动连接于时带轮固定座733上的两根时带轮拾取吸管734、套设在时带轮拾取吸管734且两端分别顶靠时带轮固定座733和时带轮拾取吸管734的时带轮复位弹簧735、设置在时带轮拾取吸管734上的时带轮齿轮736、与时带轮齿轮736啮合的时带轮齿条737以及推动时带轮齿条737移动的时带轮齿条气缸738。时带轮拾取吸管734与外部抽真空设备连接。时带轮j6在装配时,其轮齿与时轮j5的轮齿需要啮合,通过时带轮齿条气缸738、时带轮齿条737和时带轮齿轮配合可以完成时带轮j6的旋转来实现轮齿的啮合。
133.如图14所示,分轮装配装置包括分轮进料机构81、分轮整理机构82以及用于将分轮j7搬运至分轮装配工位并装配到上盖j1的分轮抓取机构83。分轮进料机构81选用振动盘。
134.分轮整理机构82包括与分轮进料机构81对接的分轮滑道821、移动设置在分轮滑道821末端的分轮定位台822以及两个用于推动分轮定位台822移动的分轮气缸823,分轮气缸823依次连接后再连接至分轮定位台822。分轮定位台822上设有两个与分轮滑道821对接的分轮定位槽8221,分轮气缸823与分轮定位槽8221的数量相等。分轮整理机构82的工作原理同上述时轮整理机构62。
135.分轮抓取机构83包括分轮y轴移动模组831、设置在分轮y轴移动模组831上的分轮z轴移动模组832以及设置在分轮z轴移动模组832上的两个分轮气动夹子833。
136.如图15所示,中板装配装置包括中板进料机构91、中板整理机构92以及用于将中板j8搬运至中板装配工位并装配到上盖j1的中板抓取机构93。中板进料机构91选用振动盘。
137.中板整理机构92包括与中板进料机构91对接的中板滑道921、移动设置在中板滑道921末端的中板定位台922以及两个用于推动中板定位台922移动的中板气缸923,中板气缸923依次连接后再连接至中板定位台922。中板定位台922上设有两个与中板滑道921对接的中板定位槽9221,中板气缸923与中板定位槽9221的数量相等。中板整理机构92的工作原理同上述时轮整理机构62。
138.中板抓取机构93包括中板y轴移动模组931、设置在中板y轴移动模组931上的中板z轴移动模组932、设置在中板z轴移动模组932上的两根中板拾取吸管933以及设置在中板拾取吸管933上的辅助压管934。中板拾取吸管933与外部抽真空设备连接。通过真空负压将中板j8吸附抓取,辅助压管934的作用是在装配时辅助下压中板j8,进而使得中板j8能够更
好地安装在上盖j1上。
139.如图16所示,马达轮组件装配装置包括马达轮进料机构a1、马达轮整理机构a2、磁铁进料机构a3、磁铁整理机构a4、用于将马达轮j91和磁铁j92装配成马达轮组件j9的的马达轮组件装配机构a5、马达轮组件整理机构a6以及用于将马达轮组件j9搬运至马达轮组件装配工位并装配到中板j8的马达轮组件抓取机构a7。马达轮进料机构a1和磁铁进料机构a3均选用振动盘。
140.马达轮整理机构a2包括与马达轮进料机构a1对接的马达轮滑道a21、移动设置在马达轮滑道a21末端的马达轮定位台a22以及推动马达轮定位台a22移动的马达轮气缸a23。马达轮定位台a22上设有与马达轮滑道a21对接的马达轮定位槽。马达轮j91进入到马达轮定位槽中后,被马达轮气缸a23推动至便于马达轮组件整理机构a6容易抓取的位置。
141.磁铁整理机构a4包括与磁铁进料机构a3对接的磁铁滑道a41、移动设置在磁铁滑道a41末端的磁铁定位台a42以及推动磁铁定位台a42移动的磁铁气缸a43。磁铁定位台a42上设有与磁铁滑道a41对接的磁铁定位槽。
142.马达轮组件装配机构a5包括转盘a51、驱动转盘a51转动的旋转电机a52、设置在转盘a51边沿且圆周均布的四个滑座a53、与滑座a53滑动连接的升降座a54、设置在升降座a54上的马达轮拾取吸管a55、两端分别固定在升降座a54和滑座a53上的两组升降座复位弹簧a56、用于下压升降座a54的压盘a57以及推动压盘a57下压的压盘气缸a58。马达轮拾取吸管a55与外部抽真空设备连接。马达轮拾取吸管a55先从马达轮定位槽中抓取马达轮j91后,转动至磁铁定位槽并下压将马达轮j91套进到磁铁j92中完成装配,形成马达轮组件j9,最后将马达轮组件j9搬运至马达轮组件整理机构a6。
143.马达轮组件整理机构a6包括马达轮组件滑道a61、移动设置在马达轮组件滑道a61末端的马达轮组件定位台a62以及两个用于推动马达轮组件定位台a62移动的马达轮组件气缸a63,马达轮组件气缸a63依次连接后再连接至马达轮组件定位台a62。马达轮组件定位台a62上设有两个与马达轮组件滑道a61对接的马达轮组件定位槽a621,马达轮组件气缸a63与马达轮组件定位槽a621的数量相等。马达轮组件整理机构a6的工作原理同上述时轮整理机构62。
144.马达轮组件抓取机构a7包括马达轮组件y轴移动模组a71、设置在马达轮组件y轴移动模组a71上的马达轮组件z轴移动模组a72、设置在马达轮组件z轴移动模组a72上的两根马达轮组件拾取吸管a73。马达轮组件拾取吸管a73与外部抽真空设备连接。
145.在马达轮组件j9装配好之后,就可以装配电路板了,这时,传输线10将自马达轮组件装配工位出来的上盖j1输送至电路板装配工位13,并人工装配电路板。
146.如图17所示,分带轮装配装置包括分带轮进料机构b1、分带轮整理机构b2以及用于将分带轮k1搬运至分带轮装配工位并装配到中板j8的分带轮抓取机构b3。分带轮进料机构b1选用振动盘。
147.分带轮整理机构b2包括与分带轮进料机构b1对接的分带轮滑道b21、移动设置在分带轮滑道b21末端的分带轮定位台b22以及两个用于推动分带轮定位台b22移动的分带轮气缸b23,分带轮气缸b23依次连接后再连接至分带轮定位台b22。分带轮定位台b22上设有两个与分带轮滑道b21对接的分带轮定位槽b221,分带轮气缸b23与分带轮定位槽b221的数量相等。马分带轮整理机构b2的工作原理同上述时轮整理机构62。
148.分带轮抓取机构b3包括分带轮y轴移动模组b31、设置在分带轮y轴移动模组b31上的分带轮z轴移动模组b32、设置在分带轮z轴移动模组b32上的分带轮固定座b33、滑动连接于分带轮固定座b33上的两根分带轮拾取吸管b34、套设在分带轮拾取吸管b34且两端分别顶靠分带轮固定座b33和分带轮拾取吸管b34的分带轮复位弹簧b35、设置在分带轮拾取吸管b34上的分带轮齿轮b36、与分带轮齿轮b36啮合的分带轮齿条b37以及推动分带轮齿条b37移动的分带轮齿条气缸b38。分带轮拾取吸管b34与外部抽真空设备连接。分带轮抓取机构b3的工作原理同上述时带轮抓取机构73。
149.如图18所示,秒带轮装配装置包括秒带轮进料机构c1、秒带轮整理机构c2以及用于将秒带轮k2搬运至秒带轮装配工位并装配到中板j8的秒带轮抓取机构c3。秒带轮进料机构c1选用振动盘。
150.秒带轮整理机构c2包括与秒带轮进料机构c1对接的秒带轮滑道c21、移动设置在秒带轮滑道c21末端的秒带轮定位台c22以及两个用于推动秒带轮定位台c22移动的秒带轮气缸c23,秒带轮气缸c23依次连接后再连接至秒带轮定位台c22。秒带轮定位台c22上设有两个与秒带轮滑道c21对接的秒带轮定位槽c221,秒带轮气缸c23与秒带轮定位槽c221的数量相等。秒带轮整理机构c2的工作原理同上述时轮整理机构62。
151.秒带轮抓取机构c3包括秒带轮y轴移动模组c31、设置在秒带轮y轴移动模组c31上的秒带轮z轴移动模组c32以及设置在秒带轮z轴移动模组c32上的两个秒带轮气动夹子c33。
152.如图19所示,秒轴装配装置包括秒轴进料机构d1、秒轴整理机构d2以及用于将秒轴k3搬运至秒轴装配工位并装配到中板j8的秒轴抓取机构d3。秒轴进料机构d1选用振动盘。
153.秒轴整理机构d2包括与秒轴进料机构d1对接的秒轴滑道d21、移动设置在秒轴滑道d21末端的秒轴定位台d22以及两个用于推动秒轴定位台d22移动的秒轴气缸d23,秒轴气缸d23依次连接后再连接至秒轴定位台d22。秒轴定位台d22上设有两个与秒轴滑道d21对接的秒轴定位槽d221,秒轴气缸d23与秒轴定位槽d221的数量相等。秒轴整理机构d2的工作原理同上述时轮整理机构62。
154.秒轴抓取机构d3包括秒轴y轴移动模组d31、设置在秒轴y轴移动模组d31上的秒轴z轴移动模组d32、设置在秒轴z轴移动模组d32上的秒轴固定座d33、滑动连接于秒轴固定座d33上的两根秒轴拾取吸管d34、套设在秒轴拾取吸管d34且两端分别顶靠秒轴固定座d33和秒轴拾取吸管d34的秒轴复位弹簧d35、设置在秒轴拾取吸管d34上的秒轴齿轮d36、与秒轴齿轮d36啮合的秒轴齿条d37以及推动秒轴齿条d37移动的秒轴齿条气缸d38。秒轴拾取吸管d34与外部抽真空设备连接。秒轴抓取机构d3的工作原理同上述时带轮抓取机构73。
155.如图20所示,拨轮装配装置包括拨轮进料机构e1、拨轮整理机构e2以及用于将拨轮k4搬运至拨轮装配工位并装配到中板j8的拨轮抓取机构e3。拨轮进料机构e1选用振动盘。
156.拨轮整理机构e2包括与拨轮进料机构e1对接的拨轮滑道e21、移动设置在拨轮滑道e21末端的拨轮定位台e22以及两个用于推动拨轮定位台e22移动的拨轮气缸e23,拨轮气缸e23依次连接后再连接至拨轮定位台e22。拨轮定位台e22上设有两个与拨轮滑道e21对接的拨轮定位槽e221,拨轮气缸e23与拨轮定位槽e221的数量相等。拨轮整理机构e2的工作原
理同上述时轮整理机构62。
157.拨轮抓取机构e3包括拨轮y轴移动模组e31、设置在拨轮y轴移动模组e31上的拨轮z轴移动模组e32、设置在拨轮z轴移动模组e32上的拨轮固定座e33、滑动连接于拨轮固定座e33上的两根拨轮拾取吸管e34、套设在拨轮拾取吸管e34且两端分别顶靠拨轮固定座e33和拨轮拾取吸管e34的拨轮复位弹簧e35、设置在拨轮拾取吸管e34上的拨轮齿轮e36、与拨轮齿轮e36啮合的拨轮齿条e37以及推动拨轮齿条e37移动的拨轮齿条气缸e38。拨轮拾取吸管e34与外部抽真空设备连接。拨轮抓取机构e3的工作原理同上述时带轮抓取机构73。
158.如图21所示,下盖装配装置包括下盖进料机构f1、下盖整理机构f2以及用于将下盖k5搬运至下盖装配工位并装配到上盖j1的下盖抓取机构f3。下盖进料机构f1选用振动盘。
159.下盖整理机构f2包括与下盖进料机构f1对接的下盖滑道f21、移动设置在下盖滑道f21末端的下盖定位台f22以及两个用于推动下盖定位台f22移动的下盖气缸f23,下盖气缸f23依次连接后再连接至下盖定位台f22。下盖定位台f22上设有两个与下盖滑道f21对接的下盖定位槽f221,下盖气缸f23与下盖定位槽f221的数量相等。下盖整理机构f2的工作原理同上述时轮整理机构62。
160.下盖抓取机构f3包括下盖y轴移动模组f31、设置在下盖y轴移动模组f31上的下盖z轴移动模组f32、设置在下盖z轴移动模组f32上的两个下盖气动夹子f33以及设置在下盖气动夹子f33上的辅助压板f34。辅助压板f34用于协助下盖k5的装配。
161.如图22所示,拨扭装配装置包括拨扭进料机构g1、拨扭整理机构g2以及用于将拨扭k6搬运至拨扭装配工位并装配到下盖k5的拨扭抓取机构g3。
162.拨扭整理机构g2包括与拨扭进料机构g1对接的拨扭滑道g21、移动设置在拨扭滑道g21末端的拨扭定位台g22以及两个用于推动拨扭定位台g22移动的拨扭气缸g23,拨扭气缸g23依次连接后再连接至拨扭定位台g22。拨扭定位台g22上设有两个与拨扭滑道g21对接的拨扭定位槽g221,拨扭气缸g23与拨扭定位槽g221的数量相等。拨扭整理机构g2的工作原理同上述时轮整理机构62。
163.拨扭抓取机构g3包括拨扭y轴移动模组g31、设置在拨扭y轴移动模组g31上的拨扭z轴移动模组g31以及设置在拨扭z轴移动模组g31上的两根拨扭拾取吸管g33。拨扭拾取吸管g33与外部抽真空设备连接。
164.如图23所示,测试针装配装置包括测试针进料机构h1、测试针整理机构h2以及用于将测试针k7搬运至测试针装配工位并装配到下盖k5的测试针抓取机构h3。测试针进料机构h1选用振动盘。
165.测试针整理机构h2包括与测试针进料机构h1对接的测试针滑道h21、移动设置在测试针滑道h21末端的测试针定位台h22以及两个用于推动测试针定位台h22移动的测试针气缸h23,测试针气缸h23依次连接后再连接至测试针定位台h22。测试针定位台h22上设有两个与测试针滑道h21对接的测试针定位槽h221,测试针气缸h23与测试针定位槽h221的数量相等。测试针整理机构h2的工作原理同上述时轮整理机构62。
166.测试针抓取机构h3包括测试针y轴移动模组h31、设置在测试针y轴移动模组h31上的测试针z轴移动模组h32以及设置在测试针z轴移动模组h32上的两个测试针气动夹子h33。
167.在各个整理机构中,为了便于掌控部件的到位情况,故还设置有分别用于检测螺母j2、负极j4、时轮j5、时带轮j6、分轮j7、中板j8、马达轮j91、磁铁j92、马达轮组件j9、分带轮k1、秒带轮k2、秒轴k3、拨轮k4、下盖k5、拨扭k6和测试针k7的到位检测元件。
168.此外,因为正极j3和负极j4是薄金属片,其装配容易出现问题,而在石英机芯封盖前也应该进行一个检测避免有错漏,故在负极装配工位和拨轮装配工位之后均设有用于检测零件装配是否成功的视觉检测元件12,视觉检测元件12可以是ccd摄像机。
169.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。