1.本实用新型涉及防火阀外框加工领域,特别涉及阀门外框成型一体机。
背景技术:
2.防火阀通常安装在有防烟防火要求的通风空调系统风管上,平时常开,当温度达到70℃时阀门关闭,在现有阀门外框成型领域,一般都由预成形装置、冲孔装置、滚压成形装置三种机器完成,另外还需手动折弯成型,造成占地面积大、生产效率低以及劳动力增加。
3.本申请所要解决的技术问题:将所有工序结合到一起,实现进料至成型所有工序一体化,减少劳动力提高生产效率。
技术实现要素:
4.本实用新型的目的是提供一种实现阀门外框加工一体化的阀门外框一体机。
5.为实现上述目的,本实用新型采用如下技术方案,阀门外框成型一体机,包括机架、进料机构和伺服平台,其特征在于:机架上依次设有滚压工件的预成形装置、用于工件冲模的冲孔装置、装有滚压模具的滚压成形装置和工件成型的液压折弯机构。
6.在一些实施方式中,预成形装置设有上滚压轮、下滚压轮,下滚压轮设有滚轮轴,滚轮轴由伺服平台里的伺服电机带动转动,下滚压轮与滚轮轴传动配合,下滚压轮带动工件在上滚压轮与下滚轮轴之间运输,上滚压轮与下滚压轮之间相对转动。通过上下滚压轮的相对转动,可将工件进行预成形滚压。
7.在一些实施方式中,冲孔装置设有冲孔油缸,所述冲孔油缸下设有模架,模架设有液压冲孔模具,模架与液压冲孔模具固定连接,模架可将液压冲孔模具固定,避免冲孔时出现模具滑动导致出现偏差。
8.在一些实施方式中,滚压成形装置滚轮上设有上滚轮模具和下滚轮模具,下滚轮模具设有第二滚动轴,第二滚动轴由伺服电机驱动,下滚轮模具与第二滚动轴传动配合,下滚轮模具带动将要滚压的工件在上滚轮模具和下滚轮模具之间运输,上滚轮模具与下滚轮模具之间相对转动,通过上下滚轮模具的相对转动,在带动工件运输的同时也对工件进行滚压成形。
9.在一些实施方式中,液压折弯机构设有折弯油缸、摆臂和托料板,摆臂设有关节轴承,折弯油缸驱动端通过关节轴承与摆臂之间传动连接,托料板与摆臂固定连接,通过关节轴承可使油缸在伸缩过程中可以在一定角度范围内做倾斜运动,它还可以在支承轴与轴壳孔不同心度较大时正常工作。
10.在一些实施方式中,液压折弯机构设有扭轴和安装块,扭轴与安装块之间固定安装,折弯油缸固定端与扭轴滑动连接,通过与扭轴滑动连接,在油缸伸缩过程中可起缓冲作用。
11.本实用新型的有益效果为:本实用新型阀门外框成型一体机,通过机架将各工序
装置结合到整机上,进料机构进料,经过预成形、打孔、滚压成形以及折弯一系列工序后,即可完成生产,实现以下技术效果:
12.只需安排人员进料和下料,确保加工时的物料供应,即可实现全自动化生产,操作原理简单,有效节约生产劳动力从而提高产量。
附图说明
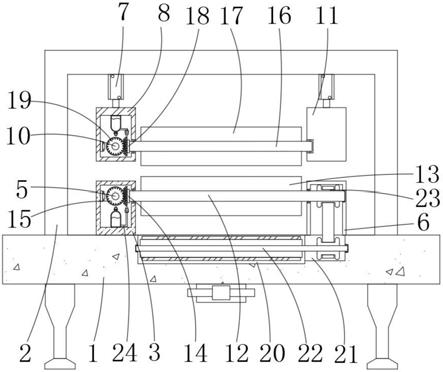
13.图1为本实用新型阀门外框成型一体机的结构示意图;
14.图2为本实用新型阀门外框成型一体机的预成形装置结构示意图;
15.图3为本实用新型阀门外框成型一体机的冲孔装置结构示意图;
16.图4为本实用新型阀门外框成型一体机的滚压成形装置结构示意图;
17.图5为本实用新型阀门外框成型一体机的液压折弯机构结构示意图。
具体实施方式
18.下面结合附图对本实用新型作进一步详细的说明。
19.实施例
20.如图1所示,阀门外框成型一体机,包括机架6、进料机构1、伺服平台34、预成形装置2、冲孔装置3、滚压成形装置4以及液压折弯机构5;工件经进料机构1输送至预成形装置2进行滚压成形,下滚压轮带动工件输送至冲孔装置3进行冲孔,接着输送到滚压成形装置4,依据所要生产的产品形状安装不同的模具滚压,最后通过液压折弯机构5折弯成型。
21.如图2所示,预成形装置2设有上下滚压轮,下滚压轮22设有与之连接的滚动轴23,滚轮轴23由伺服平台34里的伺服电机进行驱动,滚轮轴 23带动下滚压轮22转动,下滚压轮22拖动欲加工的工件运动,工件与上滚压轮21接触产生的摩擦力带动上滚压轮21运动,上下滚轮相对运动对工件进行预成形和输送。
22.如图3所示,冲孔装置3设有冲孔油缸35,冲孔油缸35下设有模架31,模架31设有液压冲孔模具32,冲孔油缸35通过接收plc收集的编码器脉冲信号,然后发出指令给液压系统,通过电能转成液压能,液压缸驱动模具冲头将铁板冲穿,然后模具复位。冲孔送料长度由订单里所设置的参数决定。送料由伺服电机驱动三组滚轮精确输送。
23.如图4所示,滚压成形装置4的滚压轮设有上滚轮模具42和下滚轮模具43,下滚轮模具43设有与之连接的第二滚动轴44,第二滚动轴44由另外伺服电机驱动,第二滚动轴44带动下滚轮模具43转动,下滚轮模具43 带动已冲孔的工件运动,工件与上滚轮模具42接触产生的摩擦力带动上滚轮模具42运动,上下滚轮模具对工件进行相互滚压,可根据产品形状的需求安装不同的模具,通过上下模具的配合传动,即可实现产品的成形和输送。
24.如图5所示,液压折弯机构5设有折弯油缸52和摆臂54,摆臂54设有关节轴承53,当来料时,折弯油缸52伸展通过关节轴承53驱动摆臂54 向上,摆臂上设有与之成直角的托料板56,当摆臂54由相对地面成垂直状态变为水平状态时,托料板56随之发生转动,促使工件折弯成型。
25.液压折弯机构5设有扭轴55和安装块51,当折弯油缸52运动时,扭轴55与油缸相互滑动提供缓冲过程。
26.此实用新型工作流程说明如下:工件经进料机构1输送,首先进行预压成形,预压
成形装置2的下滚压轮22带动工件运输,工件与上滚压轮21 接触产生摩擦力带动上滚压轮21转动,工件在上下滚压轮的相互转动挤压下进行预成形并输送至冲孔装置3,冲孔装置3的液压缸驱动模具冲头将铁板冲穿,然后模具复位,送料由伺服电机驱动三组滚轮输送至滚压成形装置4,工件进行滚压成形主要靠上下滚轮模具相互转动挤压,工件滚压成形后输送至液压折弯机构5,折弯油缸52伸展驱动摆臂54向上运动,摆臂 54上的托料板56使工件折弯成型。
27.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.阀门外框成型一体机,包括机架(6)、用于工件送料的进料机构(1)和伺服平台(34),其特征在于:所述机架上设有依次加工的用于滚压工件的预成形装置(2)、用于工件冲模的冲孔装置(3)、用于工件成形的滚压成形装置(4)和工件折弯的液压折弯机构(5)。2.根据权利要求1所述的阀门外框成型一体机,其特征在于,所述预成形装置(2)设有上滚压轮(21)和下滚压轮(22),所述下滚压轮(22)设有滚轮轴(23),所述滚轮轴(23)由伺服平台(34)里的伺服电机带动转动,所述下滚压轮(22)与滚轮轴(23)传动配合,所述下滚压轮(22)带动工件在上滚压轮(21)和下滚压轮(22)之间运输,所述上滚压轮(21)与下滚压轮(22)之间相对转动。3.根据权利要求1所述的阀门外框成型一体机,其特征在于,所述冲孔装置(3)设有冲孔油缸(35),所述冲孔油缸(35)下设有模架(31),所述模架(31)设有液压冲孔模具(32),所述模架(31)与液压冲孔模具(32)固定连接。4.根据权利要求1所述的阀门外框成型一体机,其特征在于,所述滚压成形装置(4)设有上滚轮模具(42)和下滚轮模具(43),所述下滚轮模具(43)设有第二滚动轴(44),所述第二滚动轴(44)由伺服电机驱动,所述下滚轮模具(43)与第二滚动轴(44)传动配合,所述下滚轮模具(43)带动将要滚压的工件在上滚轮模具(42)和下滚轮模具(43)之间运输,所述上滚轮模具(42)与下滚轮模具(43)之间相对转动。5.根据权利要求1所述的阀门外框成型一体机,其特征在于,所述液压折弯机构(5)设有折弯油缸(52)、摆臂(54)和托料板(56),所述摆臂(54)设有关节轴承(53),所述折弯油缸(52)驱动端通过关节轴承(53)与摆臂(54)之间传动连接,所述托料板(56)与摆臂(54)固定连接。6.根据权利要求5所述的阀门外框成型一体机,其特征在于,所述液压折弯机构(5)设有扭轴(55)和安装块(51),所述扭轴(55)与安装块(51)之间固定安装,所述折弯油缸(52)固定端与扭轴(55)滑动连接。
技术总结
本实用新型涉及防火阀外框加工领域,公开了阀门外框成型一体机。阀门外框成型一体机包括进料机构、预成形装置、冲孔装置、滚压成形装置以及液压折弯机构;工件经进料机构输送至预成形装置进行压制预成形,预成形后输送至冲孔装置进行冲孔,接着进行滚压成形,依据所要生产的产品形状安装不同的模具滚压,最后通过液压折弯机构折弯成型。通过上述方式,工件加工成型仅靠这一整机即可完成,有效节约了生产劳动力,提高了产量。提高了产量。提高了产量。
技术研发人员:黎贵强
受保护的技术使用者:佛山市广连机电设备有限公司
技术研发日:2021.09.01
技术公布日:2022/3/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。