1.本发明涉及浇注设备领域,具体说是一种浇注机与造型机推型同步行走控制系统。
背景技术:
2.随着我国铸造业的快速发展,铸造企业内的人工作业大多被自动化机械设备所取代。然而,即便是在科技突飞猛进的当下,仍然有非常多的人工岗位未能从脏乱累的艰苦作业环境中解脱出来。
3.其中,铸造行业中的铁水浇筑岗位更是堪称其中的典型,由于该岗位的工作环境较为严苛,使得越来越多有经验的工作人员有心无力,同时也让更多的年轻人望而生畏,因此,铸造企业面临着薪酬高但却招工难的局面。
4.面对市场急切的需求,许多铸造企业也在研制替代人工的浇注机,但是,浇注机需与造型机搭配使用,当造型机的工作原理是在型腔内吹砂,带有模板的正反压板将型腔内的混有黏土和水分的造型砂进行压实成型为砂型,砂型由型腔推出,多个砂型排列整齐后等待浇注,再通过辅助设备把一整排待浇注砂型整体移动一个砂型的距离,与此同时,浇注机对砂型进行不间断浇注作业,实现砂型加工和浇注同步作业。
5.如果浇注机正在砂型上浇注铁水时,此时造型机正好工作推动砂型行走,这样就会影响浇注机浇注铁水的工作质量,大多数浇注机厂家与造型机厂家合作开发,当浇注机在浇注铁水时,给造型机一个暂停推型行走的信号,待浇注机浇注结束时,造型机再进行推型行走作业,然后再进入下一个造型流程,这样的话会影响造型机造型产量。另外,造型机的生产厂家众多,逐个合作需要投入大量的人力物力成本,特别是调机试机存在极大的不便。
6.因此,如何克服上述存在的技术问题和缺陷成为重点需要解决的问题。
技术实现要素:
7.有鉴于此,本发明的目的是针对现有技术的不足,提供一种浇注机与造型机推型同步行走的控制系统。
8.为实现上述发明目的,本发明采用以下技术方案:
9.一种浇注机与造型机推型同步行走控制系统,包括监测组件、控制系统和驱动组件,所述监测组件包括设置在砂型上方设置滚轮和编码器,滚轮和编码器通过传动轴同轴连接,滚轮随被浇注砂型移动而转动,编码器的输出端与控制系统中plc的信号输入端相连,plc的控制端与驱动组件的第二伺服电机受控端相连。
10.进一步的,所述驱动组件由第二伺服电机、第二减速机、齿轮、齿条组成,所述第二伺服电机连接第二减速机,第二减速机连接齿轮,齿轮与齿条相连。
11.一种浇注机,包括上述的同步行走控制系统。
12.一种浇注机与造型机推型同步行走控制方法,包括以下步骤,
13.s1.采用上述同步行走控制系统监测被浇注砂型的行进速度和距离,具体为:滚轮随被浇注砂型的移动而转动,通过传动轴带动编码器转动,编码器将脉冲频率信号通过信号线传送给plc;
14.s2.浇注机与造型机同步动态浇注,具体为:plc根据编码器旋转频率计算出相对应的速度输出到plc的控制端,plc的控制端控制伺服电机和减速机连接的齿轮以相应的速度在齿条上旋转,由于驱动组件与浇注机设备底座相连,从而达到浇注机整体与砂型同步移动行走;与此同时,正在进行浇注工作的浇注机没有被造型机推型而受到影响,继续给被浇注砂型进行铁水浇注工作。
15.本发明是一种浇注机与造型机推型同步行走的浇注设备的有益效果:
16.本发明的一种浇注机与造型机推型同步行走控制系统,浇注机与造型机推型时同步移动的距离与速度由放在砂型上的编码器提供的脉冲频率获得,从而实现砂型动态浇注作业,提升浇注产能。
附图说明
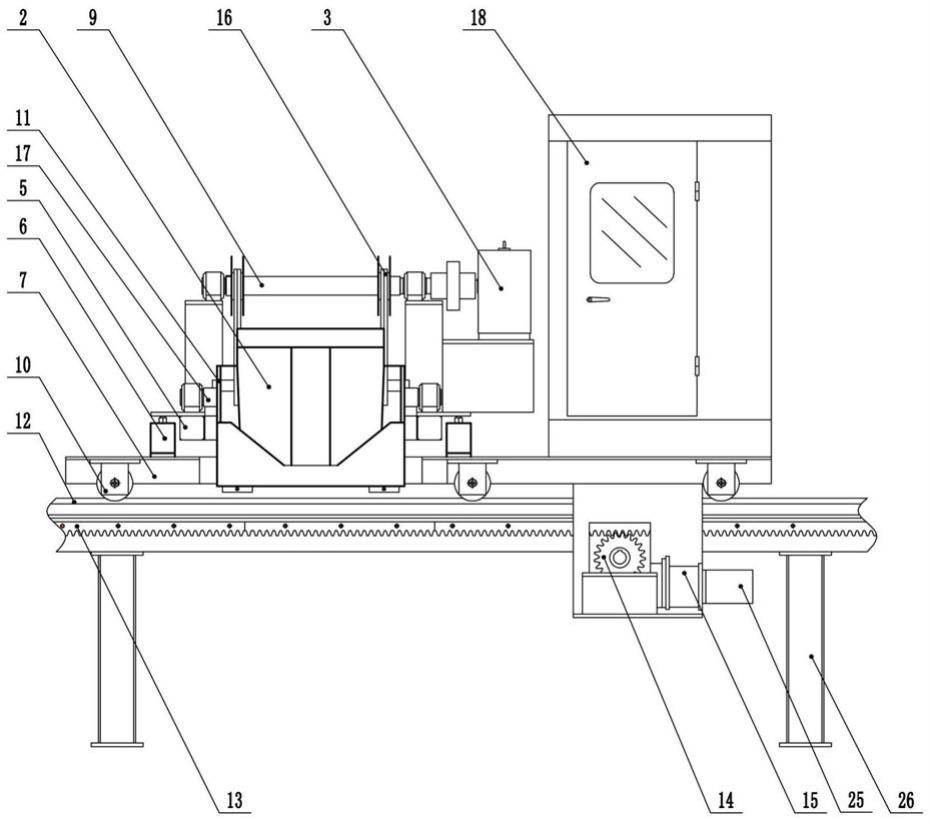
17.图1是本发明的浇注机的结构示意图;
18.图2是图1纵截面的结构示意图;
19.图3是本发明实施例中滚轮和编码器的结构示意图。
20.图中:1-被浇注砂型,2-铁水包,3-第一减速机,4-第一伺服电机,5-支架,6-称重传感器,7-浇注机底座,8-正在浇注的铁水,9-旋转轴,10-滚动轮,11-铁水包固定架,12-导轨,13-齿条,14-齿轮,15-第二减速机,16-牵拉链条,17-旋转支点,18-驾驶室,19-信号线,20-编码器,21-底座,22-轴承,23-滚轮,24-传动轴,25-第二伺服电机,26-固定腿。
具体实施方式
21.下面结合附图并通过具体的实施方式对本发明的做更加详细的描述。
22.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.参见图1和图2,本实施例公开的一种浇注机,包括固定腿26和浇注机底座7,固定腿26上端设置导轨12。浇注机底座7的下端面设置滚动轮10和齿条13,滚动轮10与导轨12相适配。浇注机底座7的上端面设置多个称重传感器6,多个称重传感器6上端共同设置支架5,支架5上设置铁水包固定架11和传动机构,铁水包固定架11与支架5转动连接,具体为,铁水包固定架11与支架5之间设置旋转支点17。铁水包固定架11内设置铁水包2,铁水包固定架11的一侧设置牵拉链条16,传动机构包括第一伺服电机4和第一减速机3,第一减速机3的输出轴固定连接旋转轴9,牵拉链条16远离铁水包固定架11的一端连接旋转轴9。
24.浇注机上设置同步行走控制系统,监测设备包括监测组件、控制系统和驱动组件。参见图3,监测组件包括设置在被浇注砂型1上方设置滚轮23和编码器20,编码器20通过编码器底座21安装在被浇注砂型1一侧,滚轮23和编码器20通过传动轴24同轴连接,传动轴24外周设置轴承22,滚轮23随砂型1移动而转动,编码器20采用例如:欧姆龙e6b2-cwz6c。
25.参见图1和图2,驱动组件由第二伺服电机25、第二减速机15、齿轮14、齿条13组成,第二伺服电机25连接第二减速机15,第二减速机15连接齿轮14,齿轮14与齿条13啮合传动。
26.控制系统中设置plc,plc采用信捷plc,编码器20的输出端与控制系统中plc的信号输入端相连,plc的控制端与驱动组件的第二伺服电机25受控端相连。多个称重传感器6的输出端均与plc的信号模块输入端相连,plc的控制端与第一伺服电机4的受控端相连。
27.当浇注机正在砂型1上的铁水流入口倒入铁水时,此时造型机完成了往型腔吹砂、压实工艺后,正好把做好的砂型从型腔推出,推出的砂型正在与被浇注的砂型1同时移动一个砂型的距离,这时与编码器20同轴的滚轮23在砂型1的带动下开始旋转,当plc通过信号线19监测到编码器20有旋转脉冲信号后,迅速给行走驱动器发出行走指令,并同时根据编码器20提供的脉冲频率计算出造型机推型的速度并发送给驱动组件,实现浇注机行走与造型机推型速度和距离同步移动。
28.除非另作定义,此处使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本技术说明书以及权利要求书中如使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。
29.在本发明的描述中,提供的元件型号只是为了举例说明,而不是指示或暗示所指的装置或元件必须是同等型号,因此不能理解为对本发明的限制
30.在本发明所描述的浇注机,只是为了举例说明本发明在实际生产中应用案例,而不是指示或暗示本发明必须是和本浇注机配用,实际是本发明适用于任何型号的浇注机使用,因此不能理解为对本发明的限制。
31.上文中参照优选的实施例详细描述了本发明的示范性实施方式,然而本领域技术人员可理解的是,在不背离本发明理念的前提下,可以对上述具体实施例做出多种变型和改型,且可以对本发明提出的各技术特征、结构进行多种组合,而不超出本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
