1.本发明涉及一种钻针的管理及再研磨方法,是针对一种应用在微型钻针的仓储、研磨、检测、装卸及调整准位环等作业上的正位仓储方法,能够通过各该钻针上的识别器,简便、精确地获得和掌握各针盒的钻针现况,有利于依各针盒的钻针现况自动派工,并且产生防止各该钻针放错位置的效果,尤其涉及该正位仓储方法的加工机、加工区检测单元、针盒收容仓、收容区检测单元、控制单元及各该钻针上的识别器。
背景技术:
2.现有电子产品的内部电路板,其表面通常都设有多个穿孔,用以插置电子零件和提供电路板各层电路相互导通的途径,这类电路板上的穿孔的孔径非常小,必须以一种直径小于1厘米的微型钻针来钻凿该电路板的穿孔;此外,为了控制该穿孔的深度,通常会在微型钻针上套置准位环,能够抵靠电路板以控制微型钻针的钻凿深度。
3.在大量生产电路板和在这些电路板上大量钻凿穿孔的情形下,微型钻针的用量非常庞大,微型钻针在多次使用钻凿电路板以后,该钻针的尖端(或刃口)容易变钝或崩裂损坏,也容易造成该微型钻针上的准位环位置发生误差。为了节省成本,前述尖端(或刃口)变钝的钻针一般会重新研磨,而尖端(或刃口) 崩裂损坏的钻针会淘汰报废,准位环则必须重新调整或更换。前述已使用过的钻针在重新研磨或调整准位环以后,通常会收置于针盒内,并将针盒存放在仓库内备用。
4.然而,微型钻针非常小,人员的肉眼不容易或完全无法判别该细钻的尖端(或刃口)是否变钝或崩裂,也不容易或完全无法判别该钻针上的准位环位置是否有误差,当上述已使用过的钻针存放在仓库时,人员光凭肉眼几乎无法分辨哪些针盒内的钻针未重新研磨尖端(或刃口)或调整准位环,亦无法分辨哪些针盒内的钻针已重新研磨尖端(或刃口)或调整准位环,造成难以掌握各针盒的钻针现况的问题,而且也容易在仓库内发生将钻针已重新研磨的针盒和钻针未重新研磨的针盒放错位置,或者将未重新研磨的钻针误认为已重新研磨的钻针的情况,导致微型钻针在仓储管理、重新加工和使用上的困难。
技术实现要素:
5.本发明的目的在于提供一种钻针的管理及再研磨方法,包括:至少一加工机,能够输入至少一针盒,该针盒内存放多个微型钻针,该加工机能够加工所述钻针,并将该加工完成的钻针放入该针盒,再输出该存放有加工完成的钻针的针盒,同时依据前述加工钻针的情况编辑和输出一钻针数据;各该钻针上设有一环状的识别器,该识别器具有一标识符;该加工机设有一加工区检测单元,能够检测该加工机所输出的各该钻针的识别器,以读取及输出该标识符;至少一针盒收容仓,能够输入及输出该针盒;该针盒收容仓设有一收容区检测单元,能够检测该加工机所输出的各该钻针的识别器,以读取及输出该标识符;以及一控制单元,能够接收该钻针数据、加工区检测单元输出的标识符和收容区检测单元输出的标识符,同时比对该加工区检测单元输出的标识符与收容区检测单元输出的标识符,并于两
标识符相同时令该针盒收容仓输入该针盒,以及两标识符相异时令该针盒收容仓停止输入该针盒;据此,以掌握各针盒的钻针现况、有利于依各针盒的钻针现况自动派工和产生防止各该钻针放错位置的效果。改善现有技术中微型钻针在仓储、重新加工和使用上难以管理的问题。
6.其中,该收容区检测单元能够检测该针盒收容仓所输出的各该钻针的识别器,以读取及输出该标识符,该加工区检测单元能够检测该针盒收容仓所输出的各该钻针的识别器,以读取及输出该标识符,该控制单元能够于比对出两标识符相同时令该加工机输入该针盒,以及两标识符相异时令该加工机停止输入该针盒。
7.其中,该针盒收容仓设有一仓门,该控制单元于两标识符相同时开启该仓门,使该针盒输入该针盒收容仓,该控制单元于两标识符相异时关闭该仓门,以阻止该针盒输入该针盒收容仓,该加工机设有一加工门,该控制单元于两标识符相同时开启该加工门,使该针盒输入该加工机,该控制单元于两标识符相异时关闭该加工门,以阻止该针盒输入该加工机,该控制单元电连接至少一警报器,且该控制单元于两标识符相异时令该警报器发出一警报信号。
8.其中,该收容区检测单元能够检测该输入针盒收容仓的各该钻针的识别器,以读取及输出该标识符,该控制单元能够编辑该钻针数据,使该钻针数据对应该输入针盒收容仓的各该钻针的标识符,该加工机能够接收该钻针数据、以及依据该加工钻针的情况编辑该钻针数据。
9.其中,更包括一待加工钻针收容区及一已加工钻针收容区,该针盒收容仓设为多个,分别配置在该待加工钻针收容区和已加工钻针收容区,该加工机所输出的针盒输入该已加工钻针收容区的针盒收容仓,该加工机所输入的针盒由该待加工钻针收容区的针盒收容仓输出,该控制单元于该待加工钻针收容区的针盒收容仓输入针盒时,编辑该钻针数据对应该输入针盒收容仓的各该钻针的标识符。
10.其中,该控制单元包括一服务器、一设在该待加工钻针收容区的待加工钻针管理器及一设在该已加工钻针收容区的已加工钻针管理器,该服务器电连接该待加工钻针管理器、已加工钻针管理器及加工机,并于该服务器设有一钻针管理网页模块及一加工机管理网页模块,该待加工钻针收容区的针盒收容仓、加工机与已加工钻针收容区的针盒收容仓之间以人工、机械手臂及输送轨道的至少其中之一的方式传递该针盒。
11.其中,该控制单元电连接该加工机、加工区检测单元、针盒收容仓、收容区检测单元及一屏幕,该控制单元能够依据该标识符令该屏幕显示该钻针数据。
12.其中,该加工机为研磨加工机、ccd检测加工机、准位环的上环加工机、准位环的下环加工机及准位环的位置调整加工机的其中的一者,该标识符为rfid标识符,该加工区检测单元、收容区检测单元均为rfid检测单元。
附图说明
13.下面结合附图和具体实施方式对本发明作进一步详细的说明。
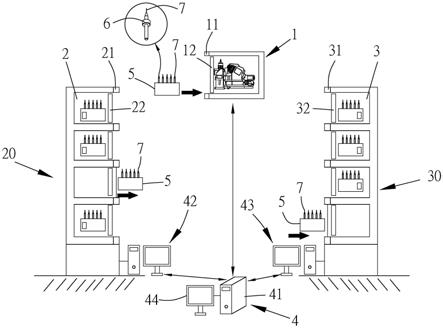
14.图1为本发明较佳实施例的配置示意图。
15.图2为图1的功能方块图。
16.图3为本发明的识别器的电路图。
17.图4为本发明的使用步骤的流程方块图。
18.图5为延续图3的使用步骤的流程方块图。
19.图6为延续图4的使用步骤的流程方块图。
20.附图标记说明1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加工机11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加工区检测单元12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加工门13、421、431
ꢀꢀꢀꢀꢀꢀꢀ
警报器2、3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
针盒收容仓20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
待加工钻针收容区21、31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
收容区检测单元22、32
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
仓门30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
已加工钻针收容区4
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
控制单元41
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
服务器411
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
钻针管理网页模块412
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加工机管理网页模块42
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
待加工钻针管理器43
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
已加工钻针管理器44
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
屏幕5
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
针盒6
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
识别器7
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
钻针。
具体实施方式
21.下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
22.请参阅图1和图2,为本发明结构的实施方式的图式,由上述图式说明本发明的钻针的管理及再研磨方法,包括至少一微型钻针的加工机1、至少一针盒收容仓2、3、一待加工钻针收容区20、一已加工钻针收容区30及一控制单元4。该加工机1可为微型钻针的研磨加工机、ccd检测加工机、准位环的上环加工机、准位环的下环加工机或准位环的位置调整加工机,而且该加工机1能够输入及输出至少一针盒5,该针盒5内存放多个微型的钻针7。该针盒收容仓2、3可设为多个,分别配置在该待加工钻针收容区20和已加工钻针收容区30,该针盒收容仓2、3亦能够输入及输出该针盒5。
23.在较佳的实施例中,该加工机1设有一加工区检测单元11,该待加工钻针收容区20的针盒收容仓2设有一收容区检测单元21,该已加工钻针收容区30的针盒收容仓3也设有一收容区检测单元31,该控制单元4以有线电、无线电或网络方式电连接该加工机1、加工区检
测单元11、待加工钻针收容区20的针盒收容仓2和收容区检测单元21、已加工钻针收容区30的针盒收容仓3和收容区检测单元31、一屏幕44、以及至少一警报器13、421、431(例如:警示灯、喇叭);该加工机1设有一加工门12,该加工门12能够阻止及释放针盒5进入该加工机1,该待加工钻针收容区20和已加工钻针收容区30的针盒收容仓2、3分别设有一仓门22、32,该仓门22、32能够阻止及释放针盒5进入该针盒收容仓2、3;该钻针7设有一环状的识别器6,该识别器6具有一标识符,请参照图3,为识别器6的电路图,该标识符可为rfid标识符,该待加工钻针收容区20和已加工钻针收容区30的收容区检测单元21、31均可为rfid检测单元(例如:手持式rfid扫瞄器),该加工机1的加工区检测单元11亦可为rfid检测单元(例如:固定式rfid扫瞄器)。
24.详细来说,该控制单元4包括一服务器41、一待加工钻针管理器42及一已加工钻针管理器43,该服务器41电连接该待加工钻针管理器42、已加工钻针管理器43、加工机1和屏幕44,并于该服务器41设有一钻针管理网页模块411及一加工机管理网页模块412;该加工机1、待加工钻针管理器42和已加工钻针管理器43分别设有警报器13、421、431,该待加工钻针管理器42可设在该待加工钻针收容区20,该已加工钻针管理器43可设在该已加工钻针收容区30。并且,该待加工钻针收容区20的针盒收容仓2、各加工机1与已加工钻针收容区30的针盒收容仓3之间,能够以人工、机械手臂及/或输送轨道的方式传递该针盒5。借此,使该待加工钻针收容区20的收容区检测单元21和仓门22以工业网络串接方式链接至该待加工钻针管理器42,且该已加工钻针收容区30的收容区检测单元31和仓门32以工业网络串接方式链接至该已加工钻针管理器43,而且该待加工钻针管理器42和已加工钻针管理器43分别连结至该服务器41,使该服务器41作为数据库和标识符(或rfid标识符)的大数据整合、控管中心,令所有加工机1、待加工钻针管理器42和已加工钻针管理器43的数据库实时同步至该服务器41的数据库,即可对全部针盒收容仓2、3及其内部针盒5和钻针7作统一控制和管理。
25.依据上述结构特征,请配合参阅图1、图4至图6,说明本发明包括有下列实施步骤:步骤s11:当使用过后的多个微型钻针7通过针盒5移载、输入至该待加工钻针收容区20的针盒收容仓2的仓门22外时,该待加工钻针管理器42的收容区检测单元21能够检测该输入针盒收容仓2的各该钻针7的识别器6,以读取及输出该标识符。
26.步骤s12:人员可通过该服务器41(或控制单元4)依据上述钻针7的使用状况,在屏幕44上操作该钻针管理网页模块411,以建立和编辑一钻针数据(例如:钻针7直径、长短、钻针7使用次数、重新研磨次数
…
等等),使该钻针数据对应该输入针盒收容仓2的针盒5的标识符,令该钻针数据绑定该标识符,该服务器41或待加工钻针管理器42能够依据该标识符、钻针数据和待加工钻针收容区20内针盒收容仓2的使用状况,开启其中任一未使用针盒收容仓2的仓门22,并指示该放有使用过后钻针7的针盒5输入该未使用针盒收容仓2内存放。该待加工钻针收容区20的使用过后的钻针7可定义为待加工钻针。
27.步骤s21:该服务器41(或控制单元4)能够依据该钻针管理网页模块411和加工机管理网页模块412,掌握该待加工钻针收容区20内针盒5的收存情况和加工机1的使用状况,并且以自动或人员控制方式选取、指派该待加工钻针收容区20内任何一针盒5移往任何一加工机1接受加工;当该服务器41(或控制单元4)选取该待加工钻针收容区20的针盒收容仓2内放有待加工钻针7的针盒5以后,可由该钻针管理网页模块411抓取所选取的针盒5的标识符,并指定用以加工该针盒5的钻针7的加工机1,同时令所述选取的针盒收容仓2输出该
针盒5,在针盒5输出期间,该待加工钻针管理器42的收容区检测单元21检测该针盒收容仓2所输出的各该钻针7的识别器6,以读取及输出该标识符。
28.步骤s22:该服务器41(或控制单元4)接收该待加工钻针收容区20的收容区检测单元21输出的标识符,与该钻针管理网页模块411抓取的标识符相互比对。
29.步骤s23:该服务器41(或控制单元4) 如果比对出上述步骤s22的两标识符相同,代表该待加工钻针收容区20所输出的针盒5为该服务器41(或控制单元4)选取的针盒5,即可将该针盒5移往所指定的加工机1。
30.步骤s24:该服务器41(或控制单元4)如果比对出上述步骤s22的两标识符相异,代表该待加工钻针收容区20所输出的针盒5并非该服务器41选取的针盒5,令该待加工钻针管理器42驱使该警报器421发出一灯光、声响或语音的警报信号,以提示人员实时发现及处理。
31.步骤s31:当该待加工钻针收容区20的针盒收容仓2的针盒5移载、输入至该加工机1的加工门12外时,该加工机1的加工区检测单元11能够检测该针盒收容仓2所输出的各该钻针7的识别器6,以读取及输出该标识符。
32.步骤s32:该服务器41(或控制单元4)接收该加工区检测单元11输出的标识符,与该待加工钻针收容区20的收容区检测单元21所检测的标识符相互比对。
33.步骤s33:该服务器41(或控制单元4)如果比对出上述步骤s32的两标识符相同,代表该即将输入加工机1的针盒5为该服务器41选取的针盒5,该服务器41(或控制单元4)即开启该加工门12,使该针盒5输入该加工机1内部接受加工。
34.步骤s34:该服务器41(或控制单元4)如果比对出上述步骤s32的两标识符相异,代表该即将输入加工机1的针盒5并非该服务器41选取的针盒5,此时该服务器41(或控制单元4)关闭该加工门12,令该加工机1停止输入该针盒5,以阻止该针盒5输入该加工机1内部,同时该服务器41(或控制单元4)令加工机1驱使该警报器13发出警报信号,以提示人员实时发现及处理。
35.步骤s41:该加工机1能够接收该服务器41(或控制单元4)所建立、编辑的钻针数据,并依据该钻针资料加工所述钻针7,例如:研磨钻针7的尖端(或刃口)、检测钻针7的尖端、卸除钻针7上的准位环、套设准位环在钻针7上、调整钻针7上的准位环位置
…
等等加工程序,如果检测出钻针7的尖端已崩裂损坏,则可将该崩裂的钻针7移出加工程序,予以淘汰、报废;并且,该加工机1能够将该加工完成的钻针7放回原来的针盒5,或者放在另一针盒5;同时,该加工机1能够依据前述加工钻针7的情况编辑、更新和输出该钻针数据。
36.步骤s42:该加工机1开启该加工门12,以输出该存放有加工完成的钻针7的针盒5;在输出针盒5期间,该加工区检测单元11能够检测该加工机1所输出的各该钻针7的识别器6,以读取及输出该标识符。
37.步骤s51:当该加工机1所输出的针盒5移载、输入至该已加工钻针收容区30的针盒收容仓3的仓门32外时,该已加工钻针管理器43的收容区检测单元31能够检测该加工机1所输出的各该钻针7的识别器6,以读取及输出该标识符。
38.步骤s52:该服务器41 (或控制单元4)能够接收该加工区检测单元11输出的钻针数据和标识符、以及该已加工钻针收容区30的收容区检测单元31输出的标识符,令该服务器41(或控制单元4)比对该加工区检测单元11输出的标识符与收容区检测单元31输出的标
识符。
39.步骤s53:该服务器41(或控制单元4)如果比对出上述步骤s52的两标识符相同,代表该即将输入已加工钻针收容区30的针盒收容仓3的针盒5为该服务器41选取的针盒5,此时该服务器41或已加工钻针管理器43即开启该已加工钻针收容区30的仓门32,使该针盒5输入该已加工钻针收容区30的针盒收容仓3。
40.步骤s54:该服务器41(或控制单元4)如果比对出上述步骤s52的两标识符相异,代表该即将输入已加工钻针收容区30的针盒收容仓3的针盒5并非该服务器41选取的针盒5,此时该服务器41(或控制单元4)关闭该仓门32,令该针盒收容仓3停止输入该针盒5,以阻止该针盒5输入该已加工钻针收容区30的针盒收容仓3,同时令该已加工钻针管理器43驱使警报器431发出警报信号。
41.可了解的是,人员可通过该服务器41(或控制单元4)在屏幕44上操作该钻针管理网页模块411,令该服务器41(或控制单元4)能够依据该标识符驱使该屏幕44显示该待加工钻针收容区20或已加工钻针收容区30内各个针盒收容仓2、3的钻针资料,借此快速且精确地掌握已完成加工的钻针7的直径、长度、数量及其针盒5的位置,进而能够选取已完成加工的钻针7、以及由该已加工钻针收容区30移出该已完成加工的钻针7,供电路板或其他产业的钻孔使用。
42.据此,本发明通过在各该钻针7的识别器6、加工机1的加工区检测单元11、待加工钻针收容区20和已加工钻针收容区30的收容区检测单元21的结构组合,配合该控制单元4来判别、比对该加工区检测单元11和收容区检测单元21所读取的各该钻针7的识别器6(或标识符)的技术手段,能够在加工该钻针7前后,实时更新钻针资料,可快速、实时、精确地掌握各针盒5的钻针7现况,例如:钻针7用了几次、钻针7是否能够使用、钻针7数量、钻针7规格(直径、长度)
…
等等,均能精确掌握;进而,可通过该服务器41(或控制单元4)以自动或手动方式,快速、精确地筛选出需要重新加工的钻针7和可用来的加工机1,并将所述钻针7移往该加工机1重新加工,亦可快速、精确地筛选出可用来钻凿电子产品(例如:电路板)的已重新加工完成的钻针7,有利于依各针盒5的钻针7现况自动派工,而且前述钻针7的筛选和筛选报表均可通过该钻针管理网页模块411和加工机管理网页模块412通过该屏幕44来呈现,有助于远程管理钻针7仓储方法;并且能够避免不同状态的各钻针7放错针盒5,同时可防止将针盒5放到错误的针盒收容仓2、3,也就是说,可避免发生将未加工的钻针7放到已加工钻针收容区30的针盒收容仓2、3、将已加工的钻针7放到待加工钻针收容区20的针盒收容仓2、3、以及将已加工的钻针7送至该加工机1的错误情形,避免人为取放错误,产生防止针盒5及钻针7放错位置的效果,而且当该针盒5放错位置时可发出警报,以提示人员实时处理。
43.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
