1.本发明属于增材制造技术领域,具体涉及一种等离子弧粉末增材制造铺粉熔融成型装置及方法。
背景技术:
2.等离子弧增材制造技术属于金属增材制造技术的一个分支,使用低成本的等离子弧高能束为热源,成形零件的效率高、致密高、由于其送粉方式可搭载在机器人或者数控平台上,理论上可实现成形尺寸无限制。虽然成形复杂金属产品的几何精度和表面粗糙度等方面略低,但是可以通过等离子增材与cnc铣削相结合来解决。然而在粉末等离子增材制造过程中有些难熔的高熵合金粉末无法通过正常的送粉方式送到高能束热源口端,导致无法进行正常的增材成型。
3.专利《一种用于粉末床熔融的多材料供粉铺粉装置及其控制方法》(申请号201610994357.5)公开了一种用于粉末床熔融的多材料供粉铺粉装置及其控制方法,其主要为对单种金属粉末在上方进行混粉搅拌,混合后用激光作为热源用粉末喷头进行喷粉打印。在上方进行混合粉末的方法不仅浪费了很多制作时间还容易导致粉末混合不均匀,这种粉末床熔融的方法采用的是边送粉边打印的方法,没有解决一些混合后的难熔高熵合金粉末粉末送不出的问题,也不能随意改变成型块体的形状,更加不能设置铺粉路径和热源行走路径。
技术实现要素:
4.本发明的目的在于提供一种等离子弧粉末增材制造铺粉熔融成型装置,用以补充现存技术的缺陷。
5.为了实现以上目的,本发明采用的技术方案为:一种等离子弧粉末增材制造铺粉熔融成型装置,其特征在于,包括等离子机器人、夹具工作台、等离子焊枪和铺粉装置,所述夹具工作台的最底层设置有带开口的底板,所述底板上还设置有基板、成型薄板,所述基板位于底板的开口设置,其用于防止基板在打印过程发生位移和变形,所述夹具工作台上还设置有用于夹紧成型薄板的螺旋夹头,所述等离子焊枪和铺粉装置固定在等离子机器人的连接架上,所述等离子焊枪上还设置有温度传感器,所述温度传感器用于监测熔融粉末时的温度数据,所述铺粉装置设置有用于驱动其上下运动的液压装置。
6.进一步的,螺旋夹头设置在夹具工作台上,在安装开口底板、基板、成型薄板时要先旋上螺旋夹头到一定位置,确定好想要成型块的尺寸选择相应底板、基板以及成型薄板放好后,旋下螺旋夹头夹紧,防止在成型过程中由于受热而发生松动和变形。
7.进一步的,铺粉装置通过连接架固定在等离子机器人上,整个铺粉装置又由液压装置,金属粉末罐支撑架,金属粉末罐,输气导管,流量阀和铺粉头组成。
8.进一步的,铺粉装置固定在等离子机器人上,准确的说是液压装置固定在等离子机器人上,金属粉末罐支撑架固定在液压装置上,液压装置上设置有进出液口,通过进出液
口分别导入液压油液控制金属粉末罐支撑架上下移动。
9.进一步的,金属粉末罐可以无缝的放入金属粉末罐支撑架中,放入后旋紧上端盖,上端盖上设置有用于插入输气管道的插口,用于向金属粉末罐中输入氩气。
10.进一步的,金属粉末罐的下端即铺粉头的上端处设置有流量控制阀,流量控制阀由外置电机驱动,可以在等离子机器人控制端设定流量控制阀转速,流量转速的大小直接关乎着铺粉层的厚度,根据成型薄板的厚度和所熔粉末的性质合理选择铺粉层厚度。
11.进一步的,金属粉末罐下面是铺粉头,铺粉头的形状可以根据所选成型薄板制作块体的宽度选择。
12.进一步的,等离子焊枪是固定在等离子机器人连接架上,有等离子机器人带动焊枪运动,等离子焊枪上部有气体通孔,主要是为下方等离子焊枪在熔融过程中提供离子气和保护气,等离子焊枪枪头处放置有温度传感器,温度传感器用于在熔融过程中监测熔融温度。
13.一种等离子弧粉末增材制造铺粉熔融成型装置的方法,包括以下步骤:
14.步骤1)放置好夹具工作台,在夹具工作台的底部设置好底板,在底板中间的开口处放置用于成型的基板,再放入成型薄板,再旋转螺旋夹头夹紧成型薄板;
15.步骤2)打开氩气瓶阀门向盛放金属粉末的金属粉末罐中充入氩气,一定时间后放入高熵合金粉末,在等离子机器人控制端输入预设的铺粉路径,设定好铺粉程序,启动机器人同时打开流量控制阀以及铺粉装置进行铺粉,铺粉完成后,关闭氩气输入,关闭流量控制阀,打开液压装置带动整个铺粉装置向上运动到原始位置;
16.步骤3)铺粉完成后,等离子机器人迅速带动等离子焊枪按照预先设定的熔融路径进行粉末熔融,熔融过程中等离子焊枪枪头会喷出氩气保护气,以保护合金在熔融时不被氧化,在此同时可通过等离子焊枪枪头的温度传感器实时监测等离子焊枪熔融合金时的温度,以保证整个熔融过程中熔融温度基本一致,以此来提高成型合金的组织均匀性;
17.步骤4)熔融一层金属粉末后,通过枪头处的温度传感器监测成型合金冷却到一定温度后,松开螺旋夹头放入下一层的成型薄板,再次旋转螺旋夹头夹紧刚放入的下一层的成型薄板,重复步骤2,步骤3,直至完成高熵合金块体制作。
18.与现有技术相比,本发明通过把基板的底板放入夹具工作台上,把基板放入开好口的底板中,在底板上放入开有铺粉开口的成型薄板,放入第一层薄板夹紧夹具,然后在等离子机器人上设定好铺粉行走路线,等离子机器带动铺粉器均匀的把难熔高熵合金粉末铺入成型薄板的开口中,铺粉厚度可通过铺粉装置上的送粉转速调节,然后在等离子机器控制端设定等离子焊枪行走路径,以达到熔融粉末的效果,等离子机器人带动等离子焊枪和铺粉装置移动能够实时铺粉实时加工,大大降低了生产周期和生产成本,提高了生产效率。这种熔融装置使粉末受热更均匀解决了金属粉末粘性太高送不出粉的问题。
19.有益效果:一种等离子弧粉末增材制造铺粉熔融成型装置,通过将基板置入底板预留的开口中进行约束的方式,然后将底板放在夹具工作台上,再放上成型薄板并旋紧螺旋夹头,这样使熔融金属粉末的过程中基板不会发生任何形式的位移和变形,间接提高了熔融的效率避免熔融过程中由基板位移可能带来的问题,铺粉装置的上下运动是通过一个小型液压装置实现的,由等离子机器人操作台端控制,铺粉头的形状和成型薄板开口形状相同能实现一次性铺粉,避免了铺粉过程浪费的时间,提高了效率,熔融过程中等离子焊枪
口会喷出保护气体,这样能够保护在熔融过程金属不被氧化。
附图说明
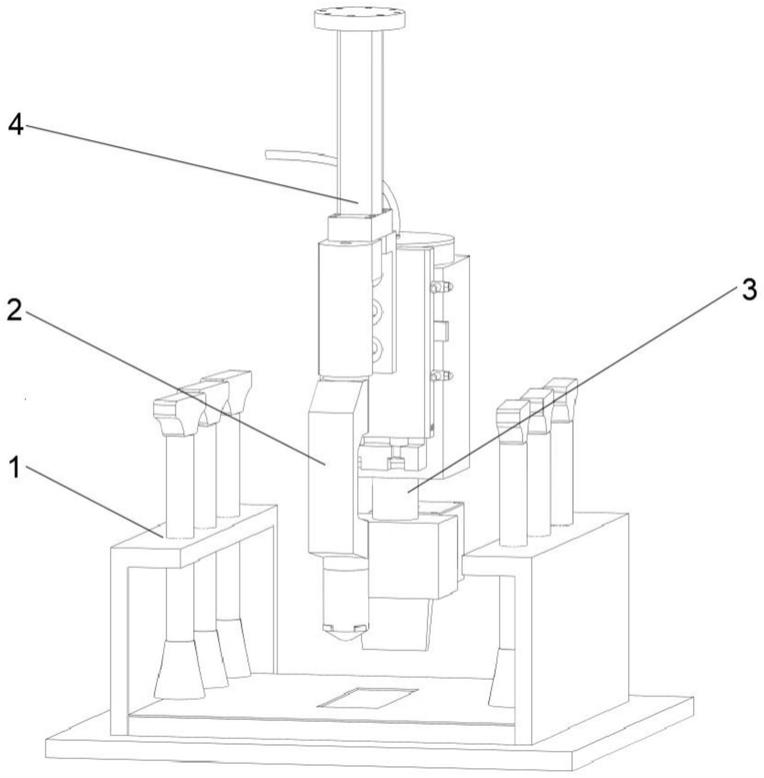
20.图1为本发明的结构示意图。
21.图2为本发明的夹具工作台整体结构示意图。
22.图3为本发明的等离子焊枪结构示意图。
23.图4为铺粉装置结构示意图。
24.图5为液压装置结构示意图。
25.附图标记:1、夹具工作台;2、等离子焊枪;3、铺粉装置;4、连接架;11、底板;12、基板;13、成型薄板;14、旋转螺旋夹头;21、通气导管;22、等离子焊枪枪头;23、温度传感器;31、导管;32、铺粉装置;33、流量控制阀;34、铺粉头;35、金属粉末罐;36、金属粉末罐支撑架;37、外置电机;321、驱动杆;322、驱动主体;323、固定架;324、进出液口。
具体实施方式
26.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在相互不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
27.如图1至图5所示的一种等离子弧粉末增材制造铺粉熔融成型装置,其特征在于,包括等离子机器人、夹具工作台1、等离子焊枪2和铺粉装置3,所述夹具工作台1的最底层设置有带开口的底板11,所述底板11上还设置有基板12、成型薄板13,所述基板12位于底板11的开口设置,其用于防止基板12在打印过程发生位移和变形,所述夹具工作台1上还设置有用于夹紧成型薄板13的螺旋夹头14,所述等离子焊枪2和铺粉装置3固定在等离子机器人的连接架4上,所述等离子焊枪2上还设置有温度传感器23,所述温度传感器23用于监测熔融粉末时的温度数据,所述铺粉装置3设置有用于驱动其上下运动的液压装置32。
28.作为上述方案的进一步设置,所述螺旋夹头14设置为可松紧结构,所述螺旋夹头14用于在等离子机器人工作此过程中,进行反复的松紧以添加成型薄板13重复铺粉成型操作。
29.作为上述方案的进一步设置,所述铺粉装置3还包括导管31、金属粉末罐支撑架36、金属粉末罐35和铺粉头34,所述金属粉末罐支撑架36固定在液压装置32上,所述液压装置32可驱动金属粉末罐支撑架36上下运动。
30.作为上述方案的进一步设置,所述液压装置32包括固定架323、驱动杆321、驱动主体322进出液口324,上端的所述进出液口324的进液可带动整个铺粉装置3向上移动,反之下端的所述进出液口324进液可带动铺粉装置3向下移动。
31.作为上述方案的进一步设置,所述金属粉末罐35位于金属粉末罐支撑架36内设置,所述金属粉末罐35的上端连接的所述导管31用于氩气的输入,所述氩气用于带动所述金属粉末罐35内的金属粉末向下流动。
32.作为上述方案的进一步设置,所述金属粉末罐35设置有流量控制阀33,所述流量控制阀33用于控制金属粉末罐35内在氩气的带动下向下移动至铺粉头上方的金属粉末流量,所述流量控制阀33包括外置电机37,所述外置电机37用于通过转速来控制内部叶轮转
速控制金属粉末流量。
33.作为上述方案的进一步设置,所述等离子焊枪2包括等离子焊枪枪头22、通气导管21,所述温度传感器23位于等离子焊枪枪头22,所述通气导管21为离子气和保护气的通过管道。
34.通过上述方案可知,本发明的夹具工作台1底部要先放置底板11,在底板11中间的预留成型开口处放置用于成型的基板12,按顺序放置好底板11和基板12后,再在上方放入成型薄板13,旋转螺旋夹头14夹紧薄板,防止铺粉熔融过程中成型薄板13变形和位移,成型薄板13上同样带有与成型开口相匹配的开口,成型薄板13的意义在于在铺粉过程中起到高度保护等作用,便于铺粉和对下一层成型合金的约束,避免合金粉末离开指定区域,避免熔融的合金流出规定区域。
35.通过上述方案可知,本发明的铺粉装置3固定在等离子机器人连接架4上,整个铺粉装置是由液压装置32,金属粉末罐支撑架36,金属粉末罐35和铺粉头34组成,液压装置32包括固定架323,驱动杆321,驱动主体322进出液口324组成,当液体从上端口进入时带动整个铺粉装置上移,反之驱动装置向下移动。
36.通过上述方案可知,本发明的金属粉末罐35放入到金属粉末罐支撑架36中,由金属粉末罐支撑架36带动运动,金属粉末罐35的上端的导管31是氩气的输入口,通入氩气主要是为了让金属粉末罐35隔绝空气从而保证高熵合金粉末不被氧化,其次是通过氩气的流动带动粉末向下流动。
37.通过上述方案可知,本发明的金属粉末在氩气的带动下向下移动至铺粉头34上方,由流量控制阀33来控制金属粉末的流量,从而达到控制铺粉厚度的目的,流量控制阀33是由外置电机37驱动,通过调节外置电机37的转速来控制内部叶轮转速从而达到控制金属粉末流量的效果。
38.通过上述方案可知,本发明的等离子焊枪2固定在机器人连接架4上,由等离子机器人带动等离子焊枪2工作,等离子焊枪2的作用是熔融成型薄板13中的高熵合金金属粉末,等离子焊枪2设置有离子气和保护气的通气导管21,等离子焊枪枪头22设置的温度传感器23作用是在熔融过程中监测熔融温度。
39.采用上述等离子弧粉末增材制造铺粉熔融成型装置的方法,包括以下步骤:
40.步骤1)先放置好夹具工作台1,根据自己想要选择基板12的种类和材料选择相应的底板11,在夹具工作台1底部放置好底板11,在底板11中间开口处放置选择好的用于成型的基板12,再根据想要制备什么样的块体选择相应的成型薄板13,按顺序放置好底板11和基板12后放入成型薄板,旋转螺旋夹头14夹紧薄板。
41.步骤2)根据成型薄板13开口形状选择相应的铺粉头34后,设定好氩气流速,打开氩气瓶阀门由导管31向盛放金属粉末的金属粉末罐35中充入氩气,一定时间后放入难熔高熵合金粉末,在等离子机器人控制端输入铺粉路径,设定好铺粉程序,启动等离子机器人同时打开流量控制阀门33开始带动铺粉装置进行铺粉,铺粉完成后,关闭氩气输入,关闭流量控制阀33,打开液压装置32带动整个铺粉装置向上运动到指定位置。
42.步骤3)铺粉完成后,等离子机器人迅速带动等离子焊枪2按照预先设定的熔融路径进行粉末熔融,熔融过程中等离子焊枪口会喷出氩气保护气,以保护合金在熔融时不被氧化,在此同时可通过等离子焊枪枪头22的温度传感器23实时监测焊枪口熔融合金时的温
度,以保证整个熔融过程中熔融温度基本一致,以此来提高成型合金的组织均匀性。
43.步骤4)熔融一层金属粉末后,通过温度传感器23监测到目标冷却到一定温度后,松开螺旋夹头14放入下一层成型薄板13,再次旋转螺旋夹头14夹紧成型薄板13,重复步骤2,步骤3,直至完成高熵合金块体制作。
44.实施例:采用上述装置制备难熔ti、zr、ta、nb、mo高熵合金。
45.第一步:ti、zr、ta、nb、mo各元素比例为1:1:1:1:1,选择制备100
×
30
×
20的块体。
46.第二步:放置好夹具工作台1,选择150
×
80
×
10的不锈钢板作为基板12,放置好相应开口的底板11,把基板12放入底板11中,根据成型样品的尺寸选择相对应的成型薄板13,按顺序放置好底板11和基板12后放入成型薄板13,旋转螺旋夹头14夹紧薄板。
47.第三步:通过成型薄板13的成型尺寸选择相对应的铺粉头34,在氩气瓶口的流量阀处设置好气体流速,氩气通过导管31向金属粉末罐35中充入氩气。
48.第四步:一定时间后将tizrtanbmo粉末放入金属粉末罐35内,继续通入氩气,同时在等离子机器人控制端输入铺粉路径,设定好铺粉程序,启动机器人同时打开流量控制阀33,通过流量控制阀33设定铺粉厚度为1mm,机器人带动铺粉装置进行铺粉,铺粉完成后,关闭氩气输入,关闭流量控制阀33,打开液压装置32带动整个铺粉装置3向上运动到指定位置。
49.第五步:打开输入等离子焊枪2上通气管道21的阀门,向等离子焊枪输入离子气和保护气,等离子机器人迅速带动等离子焊枪2按照预设路线熔融粉末,通过等离子焊枪枪头22上的温度传感器23实时监测融化过程温度。
50.第六步:熔融完成继续通过温度传感器23监测冷却温度,待冷却到一定温度后,打开螺旋夹头14,放置第二层成型薄板13,旋紧螺旋夹头14,重复上述操作,直至成型到20mm的高度。通过上述方法制作的高熵合金块形状结构无需二次加工,其内部材料均匀质量优良符合制作目标。
51.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。