1.本发明涉及一种数控磨床主轴进给系统。
背景技术:
2.数控机床是信息技术与机械制造技术相结合的产物,代表了现代基础机械的技术水平与发展趋势,数控磨床是利用磨具对工件表面进行磨削加工的机床。
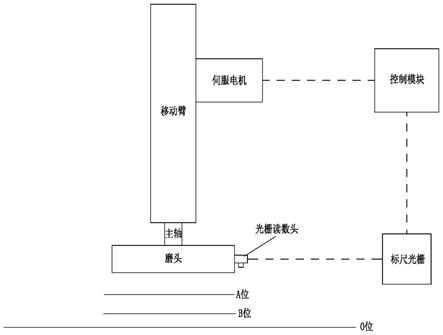
3.现有的数控磨床主轴进给系统主要由控制模块和伺服电机组成,当操作人员在控制模块中输入行走指令,plc控制系统将距离变量转化为转动圈数变量并传输到伺服电机中,伺服电机转动相应的圈数后停止,进而将磨头从0位移动到a位,此时的实际位置与理论位置相差不大,因为主轴的反向间隙已经在0位时被消除了;但是,当操作人员在控制模块中输入行走指令,控制伺服电机将磨头从a位移动到b位时,因伺服电机需要反向转动,所以传动机构中的反向间隙会掺杂到转动圈数中,此时的实际位置与理论位置相差较大,从而导致磨削精度大大减低,有待于进一步改进。
技术实现要素:
4.针对上述现有技术的现状,本发明所要解决的技术问题在于提供一种以光栅读数头测得的实际数据来作为伺服电机运转的依据并驱动磨头移动,彻底消除了传动机构中固有的反向间隙对进给精度的影响,大大提升了磨削精度的数控磨床主轴进给系统。
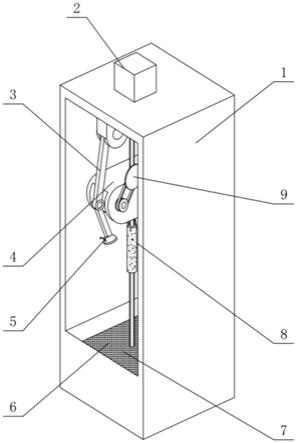
5.本发明解决上述技术问题所采用的技术方案为:一种数控磨床主轴进给系统,包括控制模块、伺服电机、光栅尺组件、移动臂、主轴和磨头,移动臂的外侧设置有伺服电机,伺服电机与控制模块相连,移动臂的内部设置有传动机构,移动臂的下端内部设置有可竖向升降的主轴,主轴的上端与传动机构相连,其特征在于,所述光栅尺组件与控制模块相连,所述传动机构与伺服电机的转动轴相连,所述主轴的下端设置有磨头。
6.优选地,所述光栅尺组件包括标尺光栅和光栅读数头,所述光栅读数头与标尺光栅相连;所述标尺光栅与控制模块相连。
7.优选地,所述光栅读数头设置在磨头的一侧。
8.与现有技术相比,本发明的优点在于:本发明具备光栅尺组件,光栅尺组件经由控制模块启动伺服电机转动,并同样借助控制模块在适当的时候关停伺服电机,伺服电机只充当了执行机构,磨头的位置以光栅读数头测得的实际数据为准,从而彻底消除了传动机构中固有的反向间隙对进给精度的影响,大大提升了磨削精度。
附图说明
9.图1为本发明的结构原理图;
10.图2为现有技术中数控磨床主轴进给系统的结构原理图。
具体实施方式
11.如图1~2所示,一种数控磨床主轴进给系统,包括控制模块、伺服电机、光栅尺组件、移动臂、主轴和磨头;光栅尺组件与控制模块相连,光栅尺组件包括标尺光栅和光栅读数头,移动臂的外侧设置有伺服电机,伺服电机与控制模块相连,移动臂的内部设置有传动机构,传动机构与伺服电机的转动轴相连,移动臂的下端内部设置有可竖向升降的主轴,主轴的上端与传动机构相连,主轴的下端设置有磨头,磨头的一侧设置有光栅读数头,光栅读数头的方向竖直向下设置;光栅读数头与标尺光栅相连,标尺光栅设置在数控磨床的固定部件上;标尺光栅与控制模块相连;
12.控制模块采用plc控制系统,plc控制系统是一种可编程逻辑控制器,专为工业生产设计的一种数字运算操作的电子装置,它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程;plc控制器投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,plc控制器的cpu以一定的扫描速度重复执行上述三个阶段。
13.输入采样阶段:
14.在输入采样阶段,plc控制器以扫描方式依次地读入所有输入状态和数据,并将它们存入i/o映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,i/o映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
15.用户程序执行阶段:
16.在用户程序执行阶段,plc控制器总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统ram存储区中对应位的状态;或者刷新该输出线圈在i/o映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令;即,在用户程序执行过程中,只有输入点在i/o映象区内的状态和数据不会发生变化,而其他输出点和软设备在i/o映象区或系统ram存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
17.输出刷新阶段:
18.当扫描用户程序结束后,plc控制器就进入输出刷新阶段。在此期间,cpu按照i/o映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是plc控制器的真正输出。
19.同样的若干条梯形图,其排列次序不同,执行的结果也不同。另外,采用扫描用户程序的运行结果与继电器控制装置的硬逻辑并行运行的结果有所区别。当然,如果扫描周期所占用的时间对整个运行来说可以忽略,那么二者之间就没有什么区别了。
20.一般来说,plc控制器的扫描周期包括自诊断、通讯等,如下图所示,即一个扫描周
期等于自诊断、通讯、输入采样、用户程序执行、输出刷新等所有时间的总和。
21.伺服电机是一种补助马达间接变速装置;伺服电机可使控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高、始动电压等特性,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降;光栅尺也称为光栅尺位移传感器,由标尺光栅和光栅读数头两部分组成,是利用光栅的光学原理工作的测量反馈装置;光栅尺经常应用于数控机床的闭环伺服系统中,可用作直线位移或者角位移的检测。其测量输出的信号为数字脉冲,具有检测范围大,检测精度高,响应速度快的特点;光栅检测装置的关键部分是光栅读数头,它由光源、会聚透镜、指示光栅、光电元件及调整机构等组成。光栅读数头结构形式很多,根据读数头结构特点和使用场合分为直接接收式读数头(或称硅光电池读数头、镜像式读数头、分光镜式读数头、金属光栅反射式读数头)。
22.工作原理:当操作人员在控制模块中输入行走指令,指定磨头上升到a位,plc控制系统启动光栅尺组件中的标尺光栅,标尺光栅启动光栅读数头对磨头与0位的垂直距离进行实时测算;plc控制系统同时启动伺服电机转动,进而借助传动机构带动主轴上移相应距离,当光栅读数头测得的磨头与0位的垂直距离与a位与0位的垂直距离相等时,光栅读数头随即将信号传输给标尺光栅,标尺光栅进而将信号传输给控制模块,最后控制模块关停伺服电机转,最终使得磨头从0位移动到a位,此时的实际位置与理论位置相差甚微;同理,若操作人员在控制模块中输入行走指令,指定磨头下降到b位,plc控制系统启动光栅尺组件中的标尺光栅,标尺光栅启动光栅读数头对磨头与b位的垂直距离进行实时测算;plc控制系统同时启动伺服电机转动,进而借助传动机构带动主轴上移相应距离,当光栅读数头测得的磨头与b位的垂直距离与a位与b位的垂直距离相等时,光栅读数头随即将信号传输给标尺光栅,标尺光栅进而将信号传输给控制模块,最后控制模块关停伺服电机转,最终使得磨头从a位移动到b位,此时的实际位置与理论位置也相差甚微。
23.数控机床是信息技术与机械制造技术相结合的产物,代表了现代基础机械的技术水平与发展趋势,数控磨床是利用磨具对工件表面进行磨削加工的机床,现有的数控磨床主轴进给系统主要由控制模块和伺服电机组成,当操作人员在控制模块中输入行走指令,plc控制系统将距离变量转化为转动圈数变量并传输到伺服电机中,伺服电机转动相应的圈数后停止,进而将磨头从0位移动到a位,此时的实际位置与理论位置相差不大,因为主轴的反向间隙已经在0位时被消除了;但是,当操作人员在控制模块中输入行走指令,控制伺服电机将磨头从a位移动到b位时,因伺服电机需要反向转动,所以传动机构中的反向间隙会掺杂到转动圈数中,此时的实际位置与理论位置相差较大,从而导致磨削精度大大减低;本发明具备光栅尺组件,光栅尺组件经由控制模块启动伺服电机转动,并同样借助控制模块在适当的时候关停伺服电机,伺服电机只充当了执行机构,磨头的位置以光栅读数头测得的实际数据为准,从而彻底消除了传动机构中固有的反向间隙对进给精度的影响,大大提升了磨削精度。
24.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的技术人员应当理解,其依然可以对
前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神与范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。