1.本发明涉及机械加工领域,特别是涉及一种燃气轮机叶片加工领域。
背景技术:
2.目前,燃气轮机中修需要对工作过的转子叶片进行更换,最重要的就是要在电厂内对更换后的转子叶片进行磨削,磨削后叶片应满足通流间隙的设计要求。由于燃气轮机上的每个叶片均单独安装在转子上,且单片叶片间不相连接,每个叶片均存在一定角度,且所有叶片的角度相同,现有磨削设备无法直接对该些叶片进行磨削加工。
3.因此,需要一种可对单个叶片精确调整后,对转子上所有叶片进行加工的方法。
4.使用本发明中的校调工具运用工艺方法,通过现场磨削设备从根本上打破了原先燃机中修叶片磨削无法在电厂实现现场磨削,需将转子拉回工厂后,在专用设备进行磨削加工的现实。本发明实现了燃气轮机转子电厂透平叶片现场磨削加工,取得了良好的经济和社会价值。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种磨削燃气轮机叶片的方法及校调工具,用于解决现有技术中现有磨削设备无法直接对燃气轮机的叶片进行磨削加工的问题。
6.为实现上述目的及其他相关目的,本发明提供一种磨削燃气轮机上叶片的方法,其包括:1)定位磨削设备,定位过程为:预制校调工具,校调工具包括百分表和与百分表相连的测量头,将校调工具安装在磨削设备上,并且使所述百分表的测量杆与所述砂轮的轴线垂直,校调过程中移动磨削设备,使所述测量头与叶片的进气侧、出气侧先后接触,读取对应所述进气侧的进气侧数据值和出气侧的出气侧数据值,根据出气侧数据值和进气侧数据值来调整磨削设备的位置,直至出气侧数据值和进气侧数据值的差值在一定的范围内,完成精定位;2)启动磨削设备,对所述叶片进行磨削。
7.优选地,所述步骤1)中,校调过程中,所述测量头与所述叶片的进气侧接触,转动所述燃气轮机的转子,取转动过程中百分表的最大读数为进气侧数据值。
8.优选地,所述步骤1)中,校调过程中,所述测量头与所述叶片的出气侧接触,转动所述燃气轮机的转子,取转动过程中百分表的最大读数为出气侧数据值。
9.优选地,所述步骤1)中,出气侧数据值和进气侧数据值的差值在0.02mm以内。
10.优选地,所述步骤2)中,磨削过程中,所述燃气轮机的转子与所述砂轮的转动方向相反。
11.优选地,磨削完当前叶片后,移动磨削设备,逐次将所有需要磨削的叶片进行磨削。
12.本发明还提供一种磨削燃气轮机叶片用的校调工具,包括,测量头和百分表,所述测量头与所述百分表的测量杆固定连接,所述测量头的测量端呈圆弧形。
13.优选地,所述测量杆为螺纹杆,所述测量头上设置有与螺纹杆相配合的螺纹,所述螺纹杆与所述测量头通过螺纹连接。
14.优选地,所述测量头的测量表面做硬化处理。
15.如上所述,本发明的一种磨削燃气轮机叶片的方法及校调工具,具有以下有益效果:
16.本发明通过使用校调工具测量叶片进气侧和出气侧,得到出气侧数据值和进气侧数据,并根据出气侧数据值和进气侧数据的差值调节磨削设备,直至磨削设备上的砂轮角度与叶片角度一致,校调工具结构简单,加工制造方便,实际进行测量工作方便高效,解决了现有工具无法对燃气轮机转子的单片叶片进行斜度的检测及调整。
附图说明
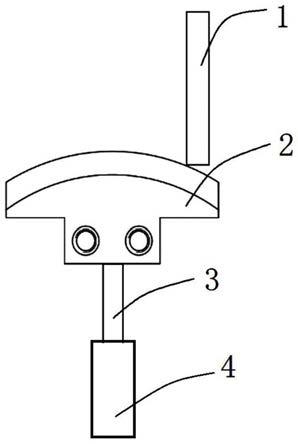
17.图1显示为本实施例的一种磨削燃气轮机上叶片的校调工具正面示意图。
18.图2显示为本实施例的一种磨削燃气轮机上叶片的校调工具侧面示意图。
19.元件标号说明
[0020]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
叶片
[0021]
101
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
进气侧
[0022]
102
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
出气侧
[0023]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
测量头
[0024]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺纹杆
[0025]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
百分表
具体实施方式
[0026]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0027]
本发明提供一种磨削燃气轮机上叶片的方法及校调工具,包括:1)定位磨削设备,定位过程为:预制校调工具,校调工具包括百分表4和与百分表4相连的测量头2,将校调工具安装在磨削设备上,并且使所述百分表4的测量杆与所述砂轮的轴线垂直,校调过程中移动磨削设备,使所述测量头2与叶片1的进气侧101、出气侧102先后接触,读取对应所述进气侧101的进气侧101数据值和出气侧102的出气侧102数据值,根据出气侧102数据值和进气侧101数据值来调整磨削设备的位置,直至出气侧102数据值和进气侧101数据值的差值在一定的范围内,完成精定位;2)启动磨削设备,对所述叶片1进行磨削。
[0028]
本发明通过使用校调工具测量叶片1进气侧101和出气侧102,得到出气侧102数据值和进气侧101数据,并根据出气侧102数据值和进气侧101数据的差值调节磨削设备,直至磨削设备上的砂轮角度与叶片1角度一致,校调工具结构简单,加工制造方便,实际进行测量工作方便高效,解决了现有工具无法对燃气轮机转子的单片叶片1进行斜度的检测及调整。
[0029]
在定位磨削设备的过程中,如图2所示,将测量头2与叶片1的进气侧101\出气侧102接触,转动燃气轮机的转子,取转动过程中百分表4的最大读数为进气侧101\出气侧102数据值,出气侧102数据值和进气侧101数据值的差值在0.02mm以内,完成定位。
[0030]
如图1所示,本实施例中,一种磨削燃气轮机叶片用的校调工具,包括:测量头2和百分表4,测量头2与百分表4通过螺纹杆3固定连接,测量头2的测量端呈圆弧形,且测量头2的测量表面需做硬化处理,增加测量结果的精确性。
[0031]
利用本实施例中的校调工具校调磨削设备上的砂轮角度,具体步骤如下:
[0032]
1)预定位磨削设备,将磨削设备安装在燃气轮机的气缸中分面处,并肉眼观察磨削设备上的砂轮角度,将砂轮角度调节至与燃气轮机上叶片1的角度基本一致;
[0033]
2)精定位磨削设备,将校调工具安装在磨削设备上,并保证螺纹杆3与砂轮的轴线垂直,移动磨削设备,使测量头2与叶片1的进气侧101接触,转动燃气轮机的转子,取转动过程中百分表4的最大读数为进气侧101数据值,再次移动磨削设备,使得测量头2与叶片1的出气侧102接触,转动燃气轮机的转子,取转动过程中百分表4的最大读数为出气侧102数据值,对比进气侧101数据值和出气侧102数据值,根据两数据值的差异调节磨削设备,直至出气侧102数据值和进气侧101数据值的差值在0.02mm以内,完成精定位;
[0034]
3)启动磨削设备,对所述叶片1进行磨削,磨削的过程中,保证砂轮的转动方向与燃气轮机上转子的转动方向相反,且燃气轮机的转子的转速为6-8r/min的低速旋转;
[0035]
4)移动磨削设备,将所有需要磨削的叶片1进行磨削。
[0036]
综上所述,本发明的一种磨削燃气轮机上叶片的方法及校调工具,本发明通过使用校调工具测量叶片1的进气侧101和出气侧102,得到出气侧102数据值和进气侧101数据,并根据出气侧102数据值和进气侧101数据的差值调节磨削设备,直至磨削设备上的砂轮角度与叶片1角度一致,校调工具结构简单,加工制造方便,实际进行测量工作方便高效,解决了现有工具无法对燃气轮机转子的单片叶片1进行斜度的检测及调整。
[0037]
所以,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0038]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
