1.本发明涉及铝成型模具的技术领域,特别是涉及一种铝锭成型封底装置。
背景技术:
2.铝合金具有优异的机械性能和化学性能,其被广泛应用于各种领域。所以,当前铝合金的市场需求量巨大。在铝合金的生产过程中需要使用到大量的铝锭原材料,现有技术中铝锭的铸造工艺一般采用铝液压入模具中,待其冷却成铸坯后取出后。因此,铝液的注入过程是产品好坏的关键步骤。基于此,中国专利cn212704269u公开了一种铝锭铸造成型模具,其包括下模具和上模具,上模具通过电动液压杆固定在下模具的正上方,下模具上并排设置有多个铝锭成型槽,每个铝锭成型槽的前侧端均设置有挡门滑槽,出料挡门安装在挡门滑槽内,每个铝锭成型槽的侧边上均设置有冷却液槽,冷却液槽与铝锭成型槽共用侧壁,上模具顶部设置有上料漏斗,上料漏斗底部设置有沿上模具横向分布的进料主管,进料主管通过进料分管与下模具中的铝锭成型槽连通,上模具上还设置有多个与铝锭成型槽相对应的排气管。上述的铝锭铸造成型模具可以一次性完成多个铝锭成型加工的过程。
3.然而,上述的铝锭铸造成型模具所加工得到的铝制品的表面容易产生线痕,即铝制品的表面会有明线与暗线交替的痕迹。由于经过高温高压处理后所得到的多股熔融状态的铝液不同步充满型腔而导致出现流痕的情况。此外,填充速度太高或者涂料使用量过大也会导致出现流痕。因此,可以通过调整内浇口截面积或位置、调整模具温度并增大溢流槽、适当调整填充速度以改变铝液填充型腔的流态或尽量使用薄而均匀的涂料等措施来解决铝锭出现流痕的问题。
技术实现要素:
4.基于此,有必要针对如何改善铝挤压成型所得的产品表面具有流痕以及其模具损耗率高的技术问题,提供一种铝锭成型封底装置。
5.一种铝锭成型封底装置,其包括:凸模以及凹模,所述凸模与所述凹模活动连接;并且,本铝锭成型封底装置还具有中间块;所述凸模具有第一进料口、第二进料口、凸模流道、引流柱以及模芯;所述第一进料口与所述第二进料口相对设置于所述凸模的端面;所述凸模流道设置于所述凸模之中,所述凸模流道分别连接所述第一进料口与所述第二进料口;所述引流柱设置于所述凸模流道的中部;所述模芯设置于所述引流柱的端部;所述中间块具有引流口以及产品过孔;所述引流口设置于所述中间块的端面,所述产品过孔设置于所述中间块之中,所述引流口分别连接所述凸模流道与所述产品过孔;所述模芯与所述引流口交错形成间隙;所述凹模具有凹模型腔,所述凹模型腔与所述产品过孔连接。
6.进一步的,所述中间块套接于所述凹模的一端。
7.进一步的,所述凸模具有导柱。
8.更进一步的,所述凹模具有导孔,所述导孔与所述导柱活动连接。
9.进一步的,所述凸模的端部还具有凸起的外圈。
10.更进一步的,所述凹模的端部具有凹陷的凹坑,所述凹坑与所述外圈活动连接。
11.综上所述,本发明一种铝锭成型封底装置依次设有相互连接第一进料口与第二进料口、凸模流道、引流口、产品过孔以及凹模型腔,以使熔融状态的铝棒原料可以分别从所述第一进料口以及所述第二进料口进入所述凸模流道之中汇合,然后,再经过所述引流柱的导引从所述模芯与所述引流口交错形成的间隙中穿过所述产品过孔,最后,进入所述凹模型腔之中。经过上述挤压流动过程的熔融状态的铝棒原料会更加细腻均匀,避免在所述凹模型腔中形成的铝锭产品表面带有流痕、划伤等缺陷;同时,也避免了由于铝液流动所产生的粗糙颗粒划伤产品或模具的表面,进而避免了经常性地维修或保养模具,从而提升了模具的使用寿命。
附图说明
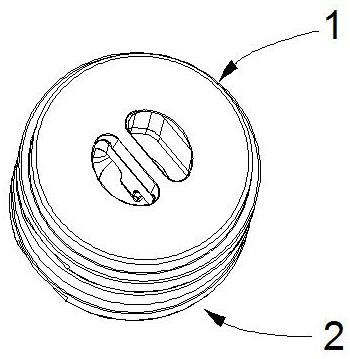
12.图1为本发明一种铝锭成型封底装置的结构示意图;图2为本发明一种铝锭成型封底装置剖面结构示意图;图3为本发明一种铝锭成型封底装置分解结构示意图。
具体实施方式
13.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
14.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
15.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
16.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
17.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
18.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
19.请一并参阅图1至图3,本发明一种铝锭成型封底装置包括:凸模1以及凹模2,所述凸模1与所述凹模2活动连接,并且,本铝锭成型封底装置还具有中间块3。所述凸模1具有第一进料口101、第二进料口102、凸模流道103、引流柱104以及模芯105。所述第一进料口101与所述第二进料口102相对设置于所述凸模1的端面;所述凸模流道103设置于所述凸模1之中,所述凸模流道103分别连接所述第一进料口101与所述第二进料口102;所述引流柱104设置于所述凸模流道103的中部;所述模芯105设置于所述引流柱104的端部。所述中间块3具有引流口301以及产品过孔302。所述引流口301设置于所述中间块3的端面,所述产品过孔302设置于所述中间块3之中,所述引流口301分别连接所述凸模流道103与所述产品过孔302;所述模芯105与所述引流口301交错形成间隙。所述凹模2具有凹模型腔201,所述凹模型腔201与所述产品过孔302连接。
20.具体的,本发明一种铝锭成型封底装置设有相互活动连接的凸模1与凹模2,所述凸模1以及所述凹模2可以相互打开以便于制成与后期的维护及保养。所述中间块3设置于所述凸模1与所述凹模2之间,并且,所述中间块3套接于所述凹模2的一端。所述第一进料口101以及所述第二进料口102均与所述凸模流道103相连,所述凸模流道103与所述引流口301相连,所述引流口301与所述产品过孔302相连,所述产品过孔302连接所述凹模型腔201。因此,本发明一种铝锭成型封底装置处于工作流程时,经过高温以及高压处理过的铝棒原材料被外部设备所施加的压力推向凸模1的一端,并分别由所述第一进料口101与所述第二进料口102同时进入所述凸模流道103之中,并且,设置于所述凸模流道103之中的所述引流柱104的两侧均设有斜面,所述斜面延伸向所述引流口301。因此,所述凸模流道103中熔融状态的铝棒原料被所述引流柱104导引进入所述引流口301之中。所述模芯105设置于所述引流柱104的端部,并且,所述模芯105处于所述产品过孔之中,进而使所述模芯105与所述引流口301交错形成间隙。然后,流经所述引流口301的熔融状态的铝棒原料从上述的间隙中穿过并进入所述产品过孔302之中。最后,所述熔融状态的铝棒原料流过所述产品过孔302进入所述凹模型腔201之中。由于经过高温高压处理的成为熔融状态的铝棒原料首先分别经过所述第一进料口101以及所述第二进料口102后再从所述凸模流道103之中汇合,然后,再经过所述引流柱104的导引从所述模芯105与所述引流口301交错形成的间隙中穿过所述产品过孔302,最后,进入所述凹模型腔201之中,所以,经过上述挤压流动过程的熔融状态的铝棒原料会更加细腻均匀,避免在所述凹模型腔201中形成的铝锭产品表面带有流痕、划伤等缺陷;同时,也避免了由于铝液流动所产生的粗糙颗粒划伤产品或模具的表面,进而避免了经常性地维修或保养模具,从而提升了模具的使用寿命。
21.进一步的,所述凸模1还具有导柱106,所述凹模2具有导孔202,所述导柱106与所述导孔202活动连接。所述导柱106与所述导孔202的相互配合动作可以有利于所述凸模1与所述凹模2相互打开或闭合。
22.进一步的,所述凸模1的端部还具有凸起的外圈107,所述凹模2的端部对应设置有
凹陷的凹坑203,所述外圈107与所述凹坑203活动连接。为了进一步增强所述凸模1与所述凹模2的装配匹配度,可以分别设有相互配合的外圈107与凹坑203,所述外圈107与所述凹坑203可以导引所述凸模1与所述凹模2的开合。
23.综上所述,本发明一种铝锭成型封底装置依次设有相互连接第一进料口101与第二进料口202、凸模流道103、引流口301、产品过孔302以及凹模型腔201,以使熔融状态的铝棒原料可以分别从所述第一进料口101以及所述第二进料口102进入所述凸模流道103之中汇合,然后,再经过所述引流柱104的导引从所述模芯105与所述引流口301交错形成的间隙中穿过所述产品过孔302,最后,进入所述凹模型腔201之中。经过上述挤压流动过程的熔融状态的铝棒原料会更加细腻均匀,避免在所述凹模型腔201中形成的铝锭产品表面带有流痕、划伤等缺陷;同时,也避免了由于铝液流动所产生的粗糙颗粒划伤产品或模具的表面,进而避免了经常性地维修或保养模具,从而提升了模具的使用寿命。
24.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
25.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。