1.本发明属于双金属铸造技术领域,具体涉及一种铝钢固液双金属复合铸造的方法。
背景技术:
2.因为铝钢双金属复合材料既有钢材优良的力学性能还有铝材耐腐蚀,导热好,密度低等优点,在航空、汽车等领域逐渐变得越来越重要,应用越来越广泛。目前铝钢双金属主要的成形方法有:固
‑
液复合铸造,扩散连接,挤压等方法。现有铝
‑
钢双金属固液复合铸造技术利用热浸方法将钢放置在铝液中浸泡,首先形成一层铝
‑
钢双金属界面,然后再将热浸后的钢放置在铸型中,进行浇注成型,无法实现界面完全的冶金结合,界面结合处存在一定的缝隙,造成界面结合强度较低,不能满足人们的使用要求。
3.现有的铝钢双金属固液复合铸造方法存在的问题有:1、热浸工艺复杂;2、钢基体预热温度高,表面容易氧化;3、铝侧晶粒粗大;4、不容易实现界面完全的冶金结合;5、界面处金属间化合物粗大,组织不均匀;6、界面结合强度低,结合性能差。
技术实现要素:
4.本发明克服了现有技术的不足,提出一种铝钢固液双金属复合铸造的方法,以提高铝钢固液双金属的界面结合强度,提高双金属的综合性能。
5.为了达到上述目的,本发明是通过如下技术方案实现的:一种铝钢固液双金属复合铸造的方法,包括以下步骤:a)将铝合金熔炼为液体,在其中放入al
‑
5ti
‑
0.5c中间合金并搅拌除气;al
‑
5ti
‑
0.5c中间合金的含量为铝合金重量的4.5
‑
5%。
6.b)将除完气的铝合金液体放入熔炼炉中升温到708℃
‑
710℃。
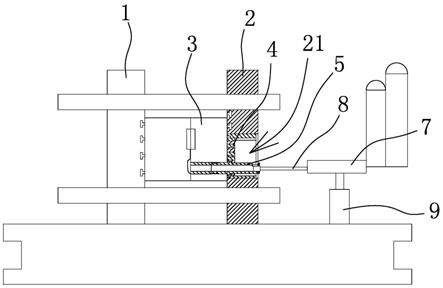
7.c)将预热好的钢基体放入砂型中,将超声装置的振动子进行预热后移到砂型中,开始浇注铝合金液体。
8.d)浇注完成后,开启超声振动;超声振动的频率为10khz
‑
20khz,功率为1
‑
3kw;超声振动的时间为10
‑
40s。
9.优选的,所述钢基体的预热温度为150℃
‑
250℃;钢基体保温时间为2
‑
3min。
10.优选的,所述的铝合金液体是将铝合金放入坩埚,并在熔炼炉中进行熔炼,所述熔炼温度为750℃
‑
800℃。
11.优选的,使用ar气对铝合金熔体进行除气。
12.优选的,将除气完成的铝合金熔体升温到710℃后浇注。
13.优选的,所述振动子的预热温度为660℃
‑
710℃,预热时间为2
‑
3min。
14.更优的,所述振动子的预热温度为700℃,预热时间为2min。
15.优选的,所述振动子的没入铝合金熔体的深度为20mm。
16.优选的,所述铝合金材料为 zl114a,钢基体材质为45钢。
17.优选的,超声振动结束后,将振动子移出液面,冷却到室温,得到铝钢双金属复合材料。
18.本发明相对于现有技术所产生的有益效果为:1、本发明使用中频感应加热炉加热钢基体,使得钢基体在铝合金浇注之前迅速加热至其预设温度,防止钢基体因长时间加热氧化,阻碍界面结合。
19.2、加入al
‑
5ti
‑
0.5c中间合金,可以细化铝合金晶粒。
20.3、利用超声波在金属溶液中的空化效应,能够破碎界面氧化膜,促进金属液润湿钢基体,有助于界面反应,并形成冶金结合。起到分散al
‑
5ti
‑
0.5c中间合金的作用,以达到双金属更好的结合以及使得双金属结合处的晶粒细化。
21.4、超声波在金属溶液中产生的声流和空化效应可以破碎枝晶并有助于分散al
‑
5ti
‑
0.5c中间合金中的al3ti和tic,促进形核,形成均匀细小的等轴晶粒。
22.5、利用超声作用,破碎界面处金属间化合物。
23.6、利用超声和al
‑
5ti
‑
0.5c可以获得完全冶金结合且结合处组织细小的界面,增加铝钢固液界面处的结合强度。
24.7、采用本发明提供的方法浇铸制备铝
‑
钢双金属固液复合材料,复合材料的界面结合强度可达60 mpa,较传统方法制备得到的同类产品结合强度20 mpa,显著提升。
附图说明
25.图1为本发明所述超声作用下钢基体的应力模拟计算图。
26.图2为本发明超声作用下熔体内部声压模拟计算图。
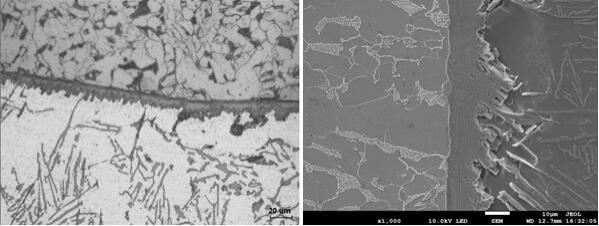
27.图3为实例1采用本发明技术方法制备的制件的微观金相组织与扫描图。
28.图4为实例2制备的制件的微观金相组织与扫描图。
具体实施方式
29.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,结合实施例和附图,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。下面结合实施例及附图详细说明本发明的技术方案,但保护范围不被此限制。
30.实施例11、制作浇注砂型。
31.2、将铝合金锭放入坩埚,并在熔炼炉中进行熔炼,熔炼温度为750℃;铝合金材料为 zl114a,铝硅合金中的一种。
32.3、将钢基体放入中频感应加热炉中进行预热,预热温度为200℃;钢基体材质为45钢。
33.4、在铝合金熔体中放入al
‑
5ti
‑
0.5c中间合金,并搅拌,用ar气对铝合金熔体进行
除气;al
‑
5ti
‑
0.5c中间合金的含量为铝合金锭重量的5%。
34.5、将振动子放入铝合金熔体中进行预热,预热温度为700℃,预热时间为2min。
35.6、将预热保温好的钢基体放入砂型中央。
36.7、振动子预热结束后,将振动子移到砂型中,将之前处理后的铝合金熔体升温至710℃,然后开始浇注铝合金熔体,振动子的没入深度为20mm。
37.8、浇注完成后,开启超声振动;频率为20khz,功率为1kw;振动时间为30s。
38.9、关闭超声振动,将振动子移出液面,冷却到室温,得到铝钢双金属复合材料。铝钢双金属复合材料的结合强度为55mpa。
39.实施例21、制作浇注砂型。
40.2、将铝合金锭放入坩埚,并在熔炼炉中进行熔炼,熔炼温度为780℃;铝合金材料为 zl114a,铝硅合金中的一种。
41.3、将钢基体放入中频感应加热炉中进行预热,预热温度为250℃;钢基体材质为45钢。
42.4、在铝合金熔体中放入al
‑
5ti
‑
0.5c中间合金,并搅拌,用ar气对铝合金熔体进行除气;al
‑
5ti
‑
0.5c中间合金的含量为铝合金锭重量的5%。
43.5、将振动子放入铝合金熔体中进行预热,预热温度为710℃,预热时间为3min。
44.6、将预热保温好的钢基体放入砂型中央。
45.7、振动子预热结束后,将振动子移到砂型中,将之前处理后的铝合金熔体升温至710℃,然后开始浇注铝合金熔体,振动子的没入深度为20mm。
46.8、浇注完成后,开启超声振动;频率为15khz,功率为2kw;振动时间为30s。
47.9、关闭超声振动,将振动子移出液面,冷却到室温,得到铝钢双金属复合材料。铝钢双金属复合材料的结合强度为60mpa。
48.以上内容是结合具体的优选实施方式对本发明所做的进一步详细说明,不能认定本发明的具体实施方式仅限于此,对于本发明所属技术领域的普通技术人员来说,在不脱离本发明的前提下,还可以做出若干简单的推演或替换,都应当视为属于本发明由所提交的权利要求书确定专利保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。